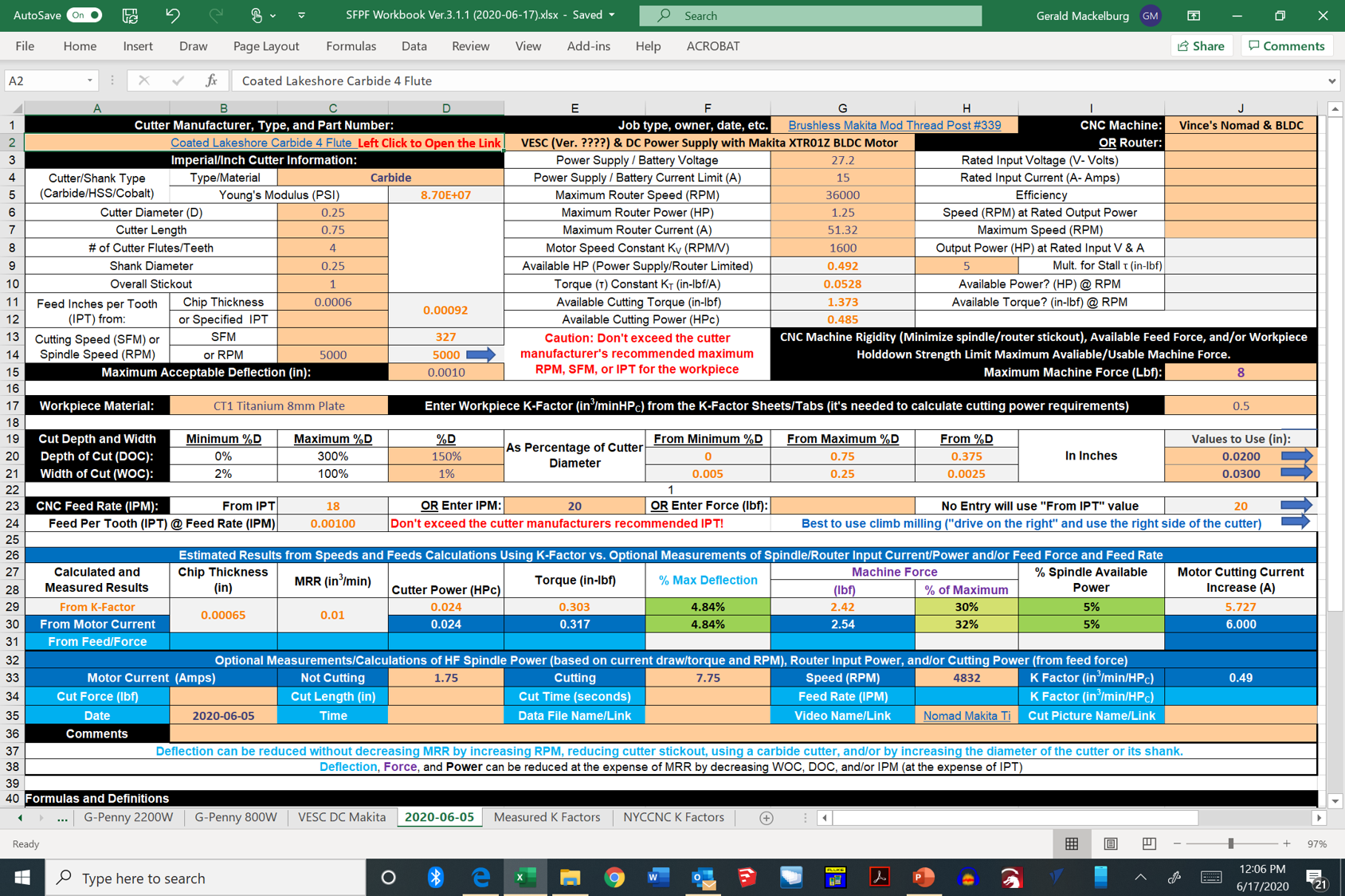
“Hardest thing in the world is to avoid screwing up” - it was on the new VESC DC Makita spindle spreadsheet again. So I fixed it in this update: SFPF Workbook Ver.3.1.1 (2020-06-17).zip (212.7 KB)
I also added another measurement field (Cell H33) that @Vince.Fab and others can use to enter the actual (rather than commanded) spindle speed to improve the accuracy of the cutting power and K Factor calculations. Those measurements/calculations could potentially be significantly more accurate than that from either HF Spindles or AC routers.
I also generated some procedures (After use procedures.pdf (4.0 MB)) showing how to make copies of spreadsheets (to save results), load their K Factor measurement data into the “Measured K Factor” spreadsheet (for subsequent use/comparison), delete sheets from the workbook, and add hyperlinks to aid in documenting cutting parameters and results.