Gerald, I’m glad you keep updating this excellent tool, however, there are so many versions now maybe next time use a version number in the file name this way we know if it is a major or minor upgrade.
3 Likes
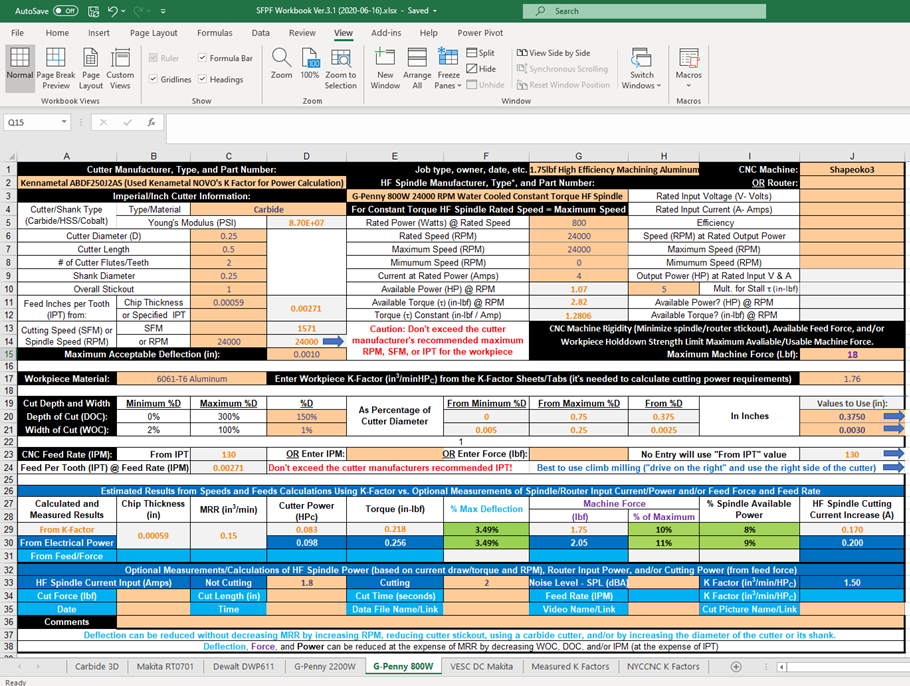
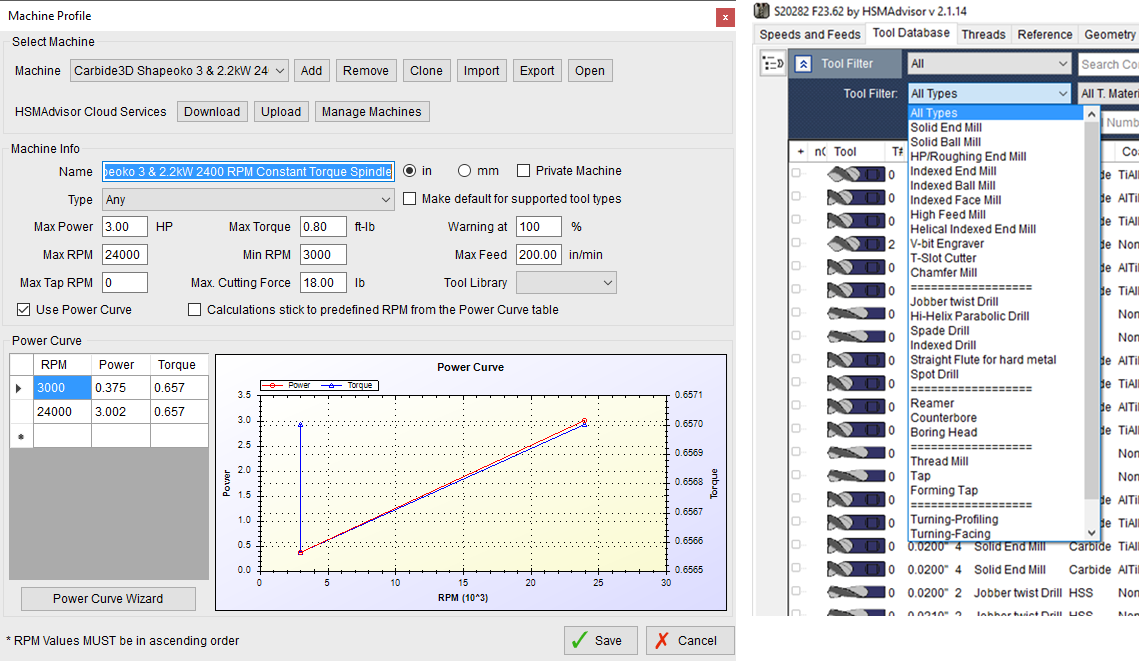
I guess I’ll call this Ver.3.1 then. It fixes an issue with the June 11 Ver.3.0 - which I would consider a major upgrade from the previous versions. As shown below, I’ve also added sheets for the most commonly used Shapeoko routers/spindles.
SFPF Workbook Ver.3.1 (2020-06-16).zip (185.1 KB)
Feedback of any kind is welcome and encouraged.
9 Likes
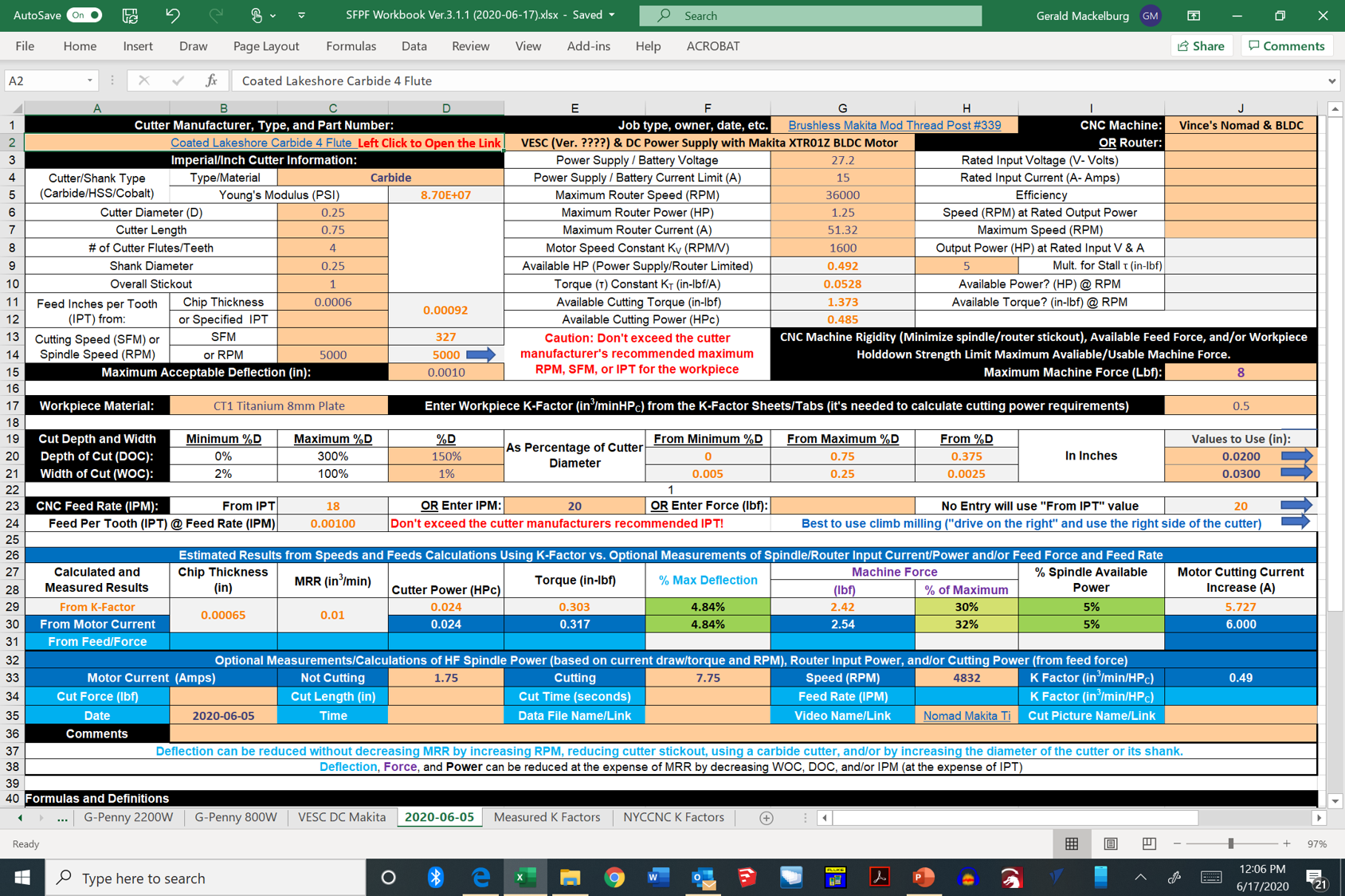
“Hardest thing in the world is to avoid screwing up” - it was on the new VESC DC Makita spindle spreadsheet again. So I fixed it in this update: SFPF Workbook Ver.3.1.1 (2020-06-17).zip (212.7 KB)
I also added another measurement field (Cell H33) that @Vince.Fab and others can use to enter the actual (rather than commanded) spindle speed to improve the accuracy of the cutting power and K Factor calculations. Those measurements/calculations could potentially be significantly more accurate than that from either HF Spindles or AC routers.
I also generated some procedures (After use procedures.pdf (4.0 MB)) showing how to make copies of spreadsheets (to save results), load their K Factor measurement data into the “Measured K Factor” spreadsheet (for subsequent use/comparison), delete sheets from the workbook, and add hyperlinks to aid in documenting cutting parameters and results.
6 Likes
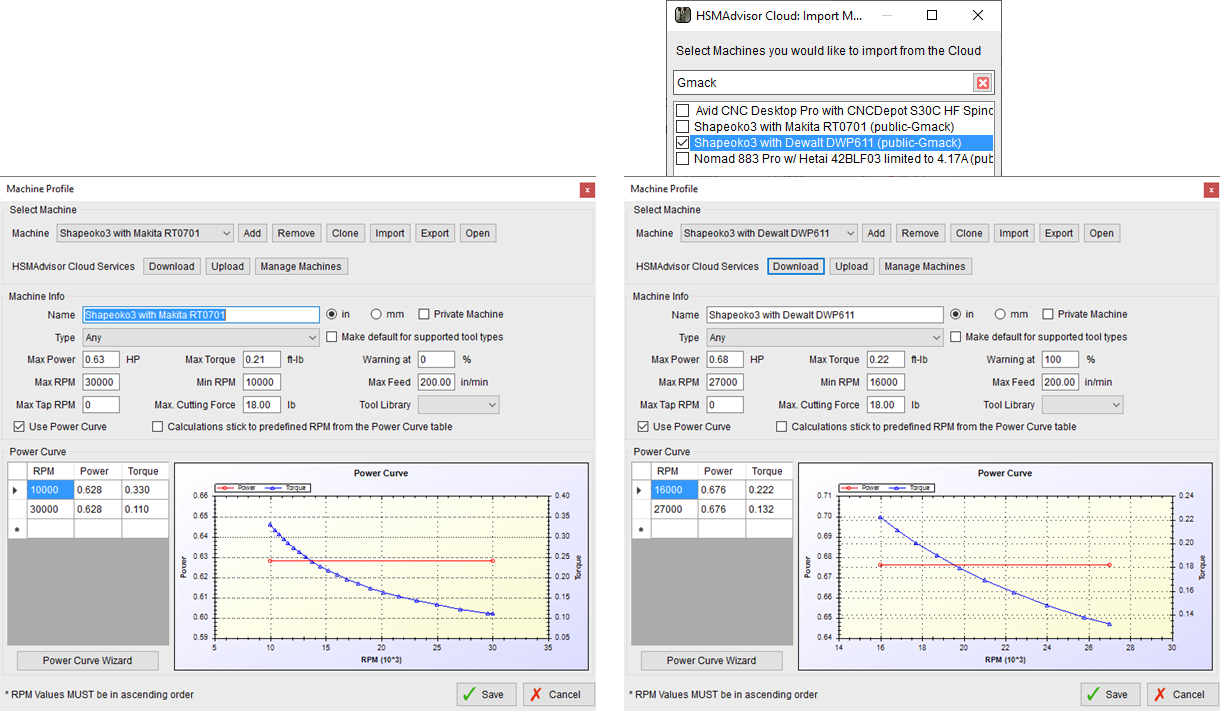
I added the Makita and Dewalt routers to HSMAdvisor’s machine cloud for users of that calculator. The latest version of it allows for the selection of a few wood types, but I (and Millalyzer) think the K-Factors are 2-3 times higher than they should be. Too bad - maybe it’ll get fixed soon so I can retire 
4 Likes
The addition of proper Shapeoko power curves for HSMAdvisor by a motor guy like gmack will save quite a few carbide and HSS endmill lives. I haven’t looked carefully at the spreadsheet since I’m a HSMAdvisor guy, but here are my thoughts:
-
These are slightly more aggressive than my settings, almost certainly for the better.
-
Small bug The Carbide 3D router goes up to 32,000 RPM, rather than the 30,000 on the spreadsheet. I’d wager it has the same characteristics as the Makita, but how would that change things?
-
Searchability Consider putting in the manufacturer name in your HSMAdvisor profiles for better searchability (i.e. Carbide3D Shapeoko3). I started my search like this and the profiles didn’t pop up. Just a small thing.
-
Intermediary stops I mill all sorts of things like aluminum and use all of the RPM stops. Therefore I have my profile set with the “calculations stick to predefined RPM” checked and the six detent stops in there for my Carbide router (10k, 14k, 18k, 23k, 27k and 32k). My understanding (and you know how limited it is), is that efficiency sags the farther out you get on the power curve. How would this nonlinear efficiency drop affect the intermediary stops? If it’s possible to add these or offer guidance of how to ballpark these that would be huge.
-
Add Carbide Router Profile Even if the Makita and Carbide routers are clones, it’d be nice to have a separate profile in HSMAdvisor for it. When I first got the machine I had no idea how the routers differed and had to do a good amount of Googling. For newbies, copying the Makita profile and renaming it as Carbide will only take a second but perhaps save some newcomers with a copy of HSMAdvisor some grief. I was a newbie not so long ago, and the friction of getting going is still fresh in my mind. Small things like this I know will make getting going a good bit easier for those beginning a new adventure in milling.
Again, this is a wonderful surprise to see and appreciate your time putting this together. Great work. I was always a bit leery of my own curve and trust your numbers far more.
1 Like
IMO, one of the (so far?) unique features of the spreadsheet is to facilitate the logging and archiving of milling conditions and performance (by enabling the logging of measured cutting power). That data could be quite useful for improving the accuracy of the calculators.
A cutting force of 1.75 lbf doesn’t seem aggressive to me. What level of machine forces do you shoot for?
OOPs - sorry about that! Fortunately that’s a parameter, like “Rated Input Current (A- Amps)” - which I also assumed was the same as the Makita’s, is easy to change. The only real impact is that you should be able to get ~7% more power when running at maximum speed. Do you use 32,000 RPM?
Good point - will do!
You’ll get maximum performance at the router’s maximum usable speed (which should be at or near it’s maximum speed). Material removal rate (MRR) is proportional to cutting power which is proportional to cutter speed and torque. Since cutter, spindle, machine, and workpiece forces are proportional to cutter torque, it should be minimized whenever possible. I.E. use the highest speed you can tolerate.
Cutting power is only driven by MRR (cubic inches per minute), which is the product of cutting depth (inches), width (inches), and feed rate (inches per minute). Router efficiency, which has no impact on it, is likely maximum at or near it’s maximum speed and doesn’t vary significantly over the usable (machine force limited) speed range.
Do you know it’s rated input current?
Thanks for the feedback! ![]()
My takeaway is that I need to spend some quality time with the spreadsheet.
A cutting force of 1.75 lbf doesn’t seem aggressive to me. What level of machine forces do you shoot for?
I agree, it doesn’t sound aggressive. I was just commenting that my settings are probably too conservative. I haven’t shot for any specific machine forces. Part of my worry is the routers have plain old radial bearings rather than angular contact bearings, and axial cutting loads will cause outsize stress. When doing helical entry and especially drilling, the router sounds like it’s struggling more than doing conventional milling or HEM work, especially in aluminum. This assumption might not be correct, but I just don’t have enough experience yet, so played it safe thus far.
Do you use 32,000 RPM?
All the time with wood, not as much with aluminum.
I.E. use the highest speed you can tolerate.
Between HSMAdvisor’s recommendations, a weak, noodly machine and my endmill manufacturer’s cutting guide, I’m still a bit lost here. But that’s a topic for another time.
Do you know it’s rated input current?
6.5A on the plate sticker. If there’s a benefit to tearing down the motor in pursuit of a better spreadsheet I’m happy to have at it and snap some pictures.
In the meantime, I’m going to have at this spreadsheet and Google what the heck a K-factor is.
Like the spreadsheet HSMAdvisor calculates and displays total cutting force as the product of cutter radius and torque.
I don’t know about those trim routers, but my Bosch 1617 router has a deep race rear (thrust) bearing. But the Dewalt and Makita offer plunge bases, so they should be able to handle some axial forces as well. @Vince.Fab has cut an amazing amount of aluminum with his Makita. The workbook doesn’t really address entry or drilling but higher speeds are likely better if the cutter can handle it. I don’t know if either HSMAdvisor or Millalyzer properly address it either.
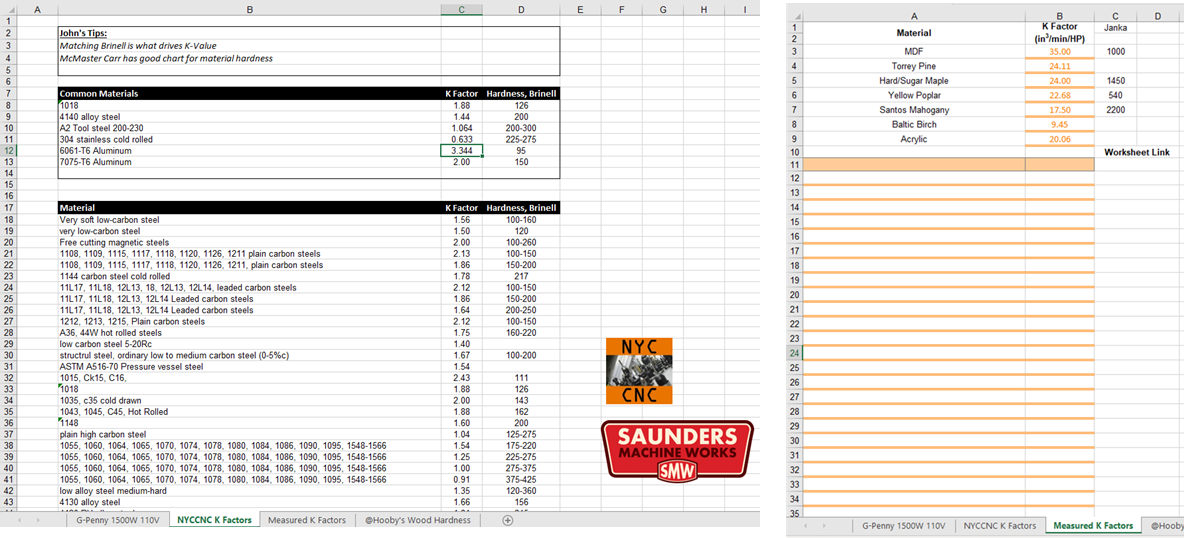
K-Factor is a constant that the workbook, HSMAdvisor, GWizard and likely most other calculators use to calculate cutting power from MRR. It’s just MRR divided by cutting power. My sense is that most/all K-Factors currently in use were derived from old machinist’s handbooks and probably aren’t very accurate for high speed machining. Millalyzer and likely some endmill manufacturers (like Kennametal) take cutting speed, chipload, detailed workpiece characteristics as well as cutter helix angle, rake angle, and edge radius, into consideration in their calculators.
IMO the complexity and number of variables involved emphasize how important it is to monitor and properly document actual achieved performance.
1 Like
The Makita’s lower bearing is pretty big, you’ll run out of power before doing any damage to it imo.
Oh @gmack, I tried to explain using your workbook on a livestream yesturday…pretty sure I bombed it a little lol. Still works great, using 0.020 endmills with 100% success rate on first cuts, that’s gotta mean something right.
5 Likes
Trying this post again!
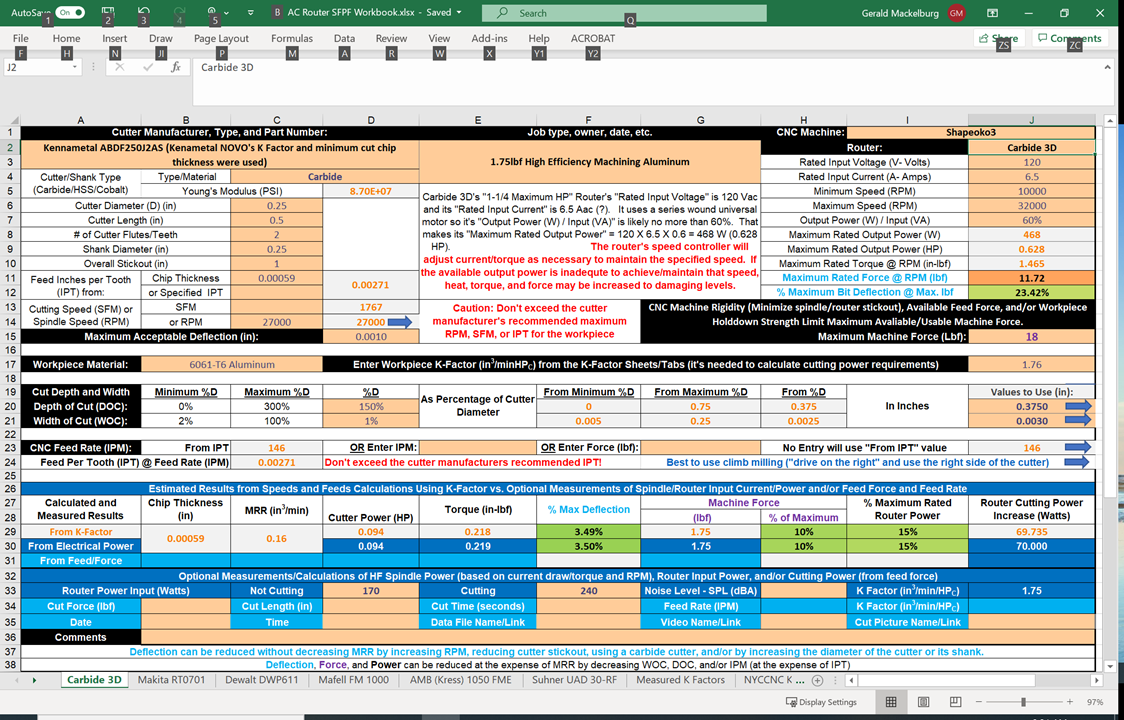
There was a problem with the previous version of the workbook’s calculation of AC Router performance. Unlike HF and brushless DC motor spindles, the speed controllers for the universal motors in AC routers will cause motor current/torque to increase significantly if necessary to achieve/maintain the specified speed. The stall current/torque universal motors can be as high as 10 times their rated values.
Since only some European manufacturers publish rated output power, the workbook assumes that 60% of other routers’ rated input VAs’ (Volts times Amps) is their rated (safe/continuous) output power. It also assumes that likely overly optimistic and adjustable 60% is constant over the useful operating range.
In an effort to clean things up a bit and hopefully make it easier to use and understand, I made a separate “AC Router SFPF Workbook” with worksheets for all the AC routers that folks seem to be using with Shapeokos. I also put the wood hardness spreadsheet back in (the rightmost spreadsheet). As always, feedback and questions are welcome and encouraged. 
AC Router SFPF Workbook.zip (214.8 KB)
4 Likes
@ssnseawolf
I also added Nomad PRO and Nomad 3 to HSMAdvisor’s machine cloud. Also, the just added K-Factors for plastics (like acrylic) are 20 cu-in/min/HP. That’s a much better match for wood than what is currently used.
3 Likes
HSMAdvisor keeps getting better. Like the SFPF Calculator it now enables entry of the maximum acceptable cutting force in the “Machine Profile” settings. (There’s currently a bug in that software that requires it to be entered in imperial units to work properly.) The calculator will warn you if that force is exceeded and slow the feed rate accordingly. Unlike the SFPF Calculator, it has an extensive tool data base, which can be customized/augmented. (The SFPF calculator only supports calculations for straight endmills.)
Also unlike the SFPF Calculator, it supports both imperial and SI units for input and/or output. and has an attractive GUI.
Like the SFPF calculator it apparently uses material K-Factors for its calculations. A recent earlier update added K-Factors for wood, but they’re 2-3 times higher that they should be IMO. But it so happens that the one just added for acrylic (and most other plastics), should be “close enough” for most woods especially since they’re likely crude approximations anyway.
3 Likes
Did you ever make a version of this workbook for 1.5kW/2.2kW spindles? Would I just change the amperage of the spindle/router on the right side and adjust the RPM range accordingly?
And then, do you have a write-up of how to go through and use this worksheet? It doesn’t solve anything for you, correct? You need to input in the orange cells and monitor the results yourself, right?
I made this one for the 1.5kW 110V G-Penny spindle recently SFPF Workbook for G-Penny 1500W 110V 24000 RPM HF Spindle.zip (169.4 KB).
Yup, as shown here:
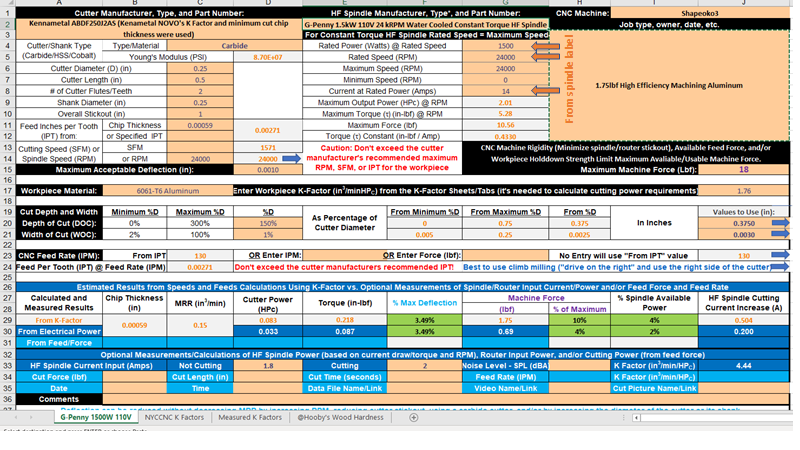
There’s really not much to it - orange fields are for user entries.
In addition to the spindle info, cutter info needs to be entered. After entering the basics into cells C4-C10, desired spindle speed can be entered directly into cell C14, or it can be calculated from the cutting speed (SFM) entered into cell C13 and the cutter diameter in cell C6.
There are two options available for IPT and IPM feed rate calculations based on “chiploads”. (They are provided in cells D11 and C23 respectively.) You can enter either the desired cut chip thickness into C11 (which accounts for “chip thinning”) or the specified IPT from the manufacturer’s speeds and feeds recommendations (which doesn’t account for “Chip thinning”) into cell C12.
You can set the machine feed rate (IPM) to whatever you want in cell E23, have one calculated from a machine force limit entered into cell G23, or let it default to the calculated C23 value.
Desired DOC and WOC are entered into cells J20 and J21 respectively.
Workpiece material K-Factors approximate how much cutting power is required for the cutting parameters you’ve entered. As shown, some are available on other sheets (tabs) in the workbook.
IMO there’s no magic, high level math, or AI (yet?) to effectively advise you. The spindle and cutter essentially do all of the work, the machine positions the spindle to enable that, and it’s up to the user to determine what works for him/her. The workbook (and other calculators) just provides estimates of cutting power and machine force requirements based on estimated material and cutter characteristics.
6 Likes
Thanks for that, the one I pulled didn’t have that option in the tabs.
Excellent, thanks for this advice and walkthrough. It’s helpful to just understand the intended usage scenario.
2 Likes
I’ve been reading a lot into your worksheet. I am excited to use it! Do you have one that is pre templated to the Carbide 3D router? Also, any tips to ensure I use the sheet correctly? I will be sure to provide ample feedback on every project I use your sheet with.
It’s one of the AC Router Options (worksheets/tabs [provided in this post (#50)]
Tips provided in post #54.
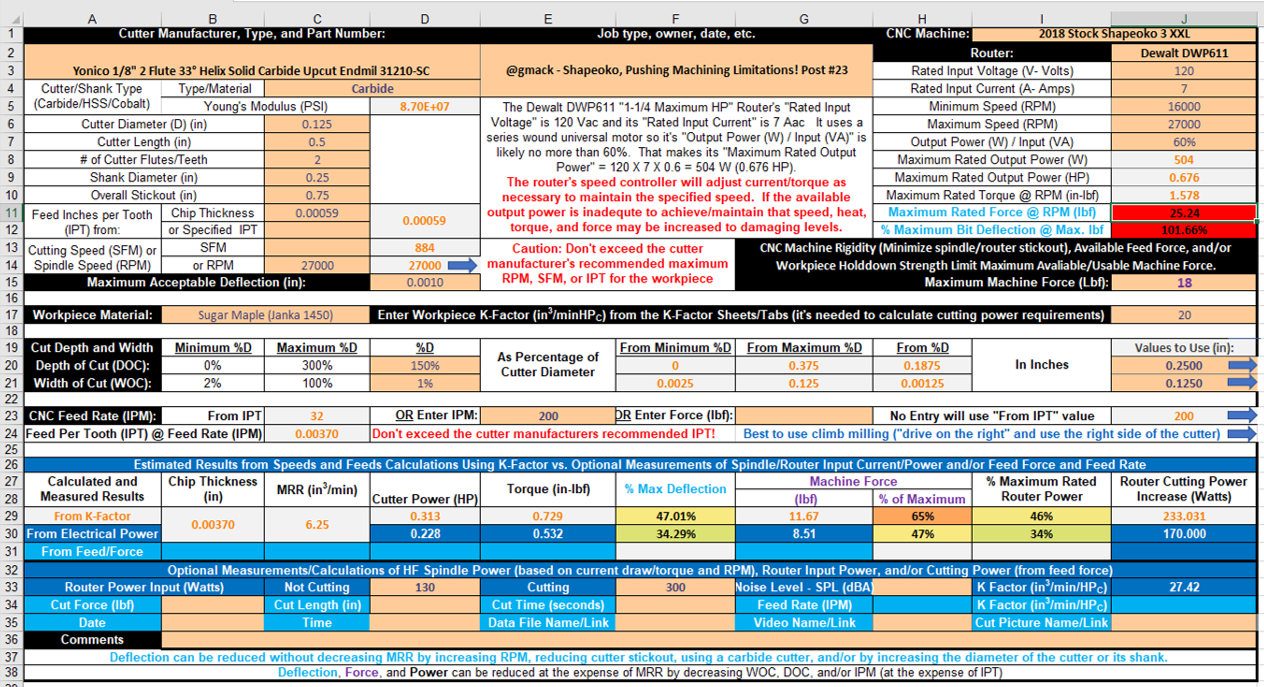
The attached AC Router SFPF Workbook corrects an error in the formulas in cells J11 and J12 of the previous version which display the amount of force and endmill deflection that the routers should be capable of at the chosen spindle speed (D14). AC Router SFPF Workbook Ver.1.1 (2020-04-11).zip (230.8 KB)
This screenshot shows that the router is capable of much more torque/force than was required for the most aggressive (6.25 cu-in/min) cut discussed in this post.
Millalyzer shows what the forces should look like:
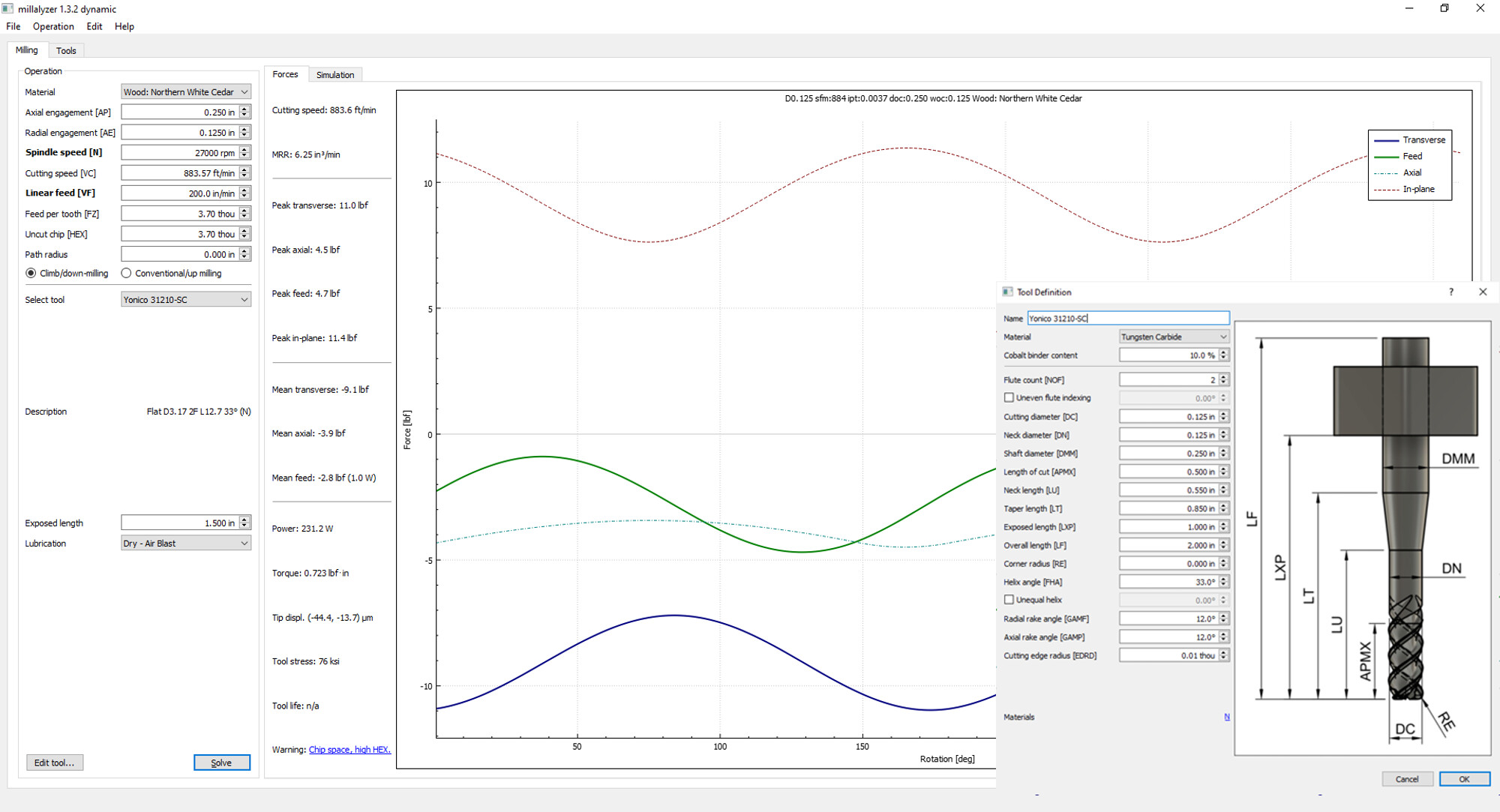
And that the depth of cut was almost correct for smoothing out the cutting forces as discussed here:
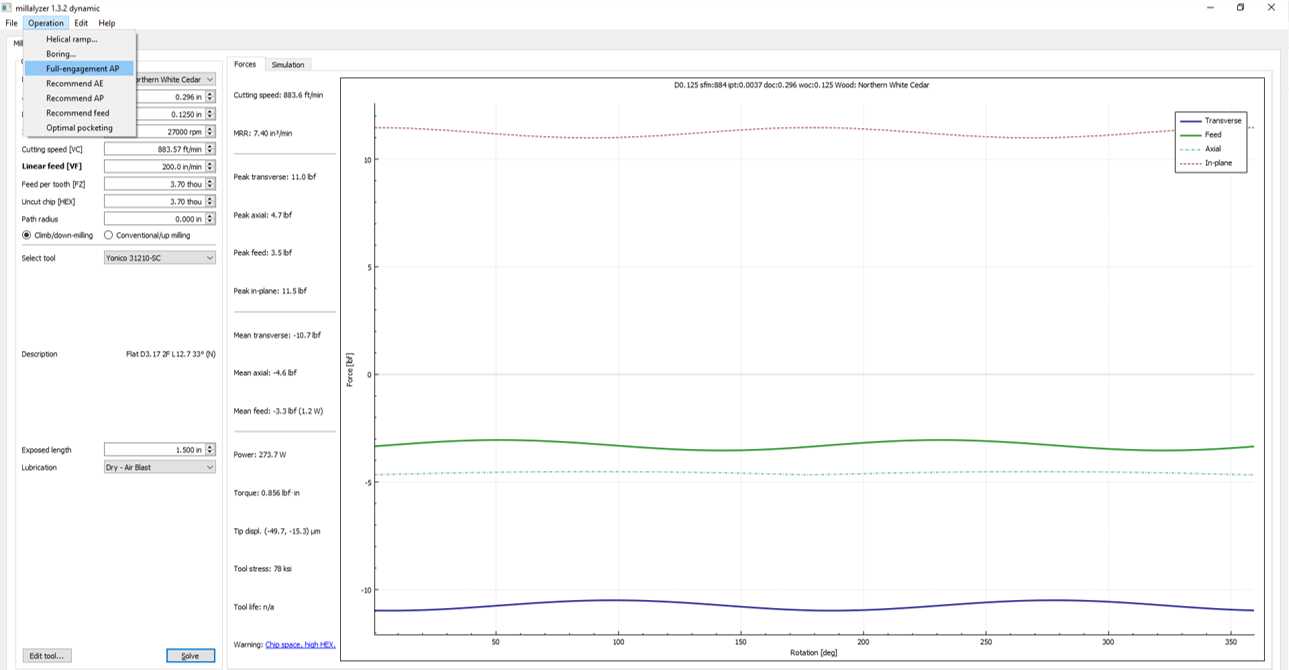
7 Likes
Hi everyone,
I really like this spreadsheet but would love to make a few modification for myself as well as having the possibility to input metric value. Would it be possible to have an unprotected version or the password the make this easier for me?
Thanks a lot for this amazing spreadsheet!
Thanks for your interest and kind words! I only protected the workbook to help keep people from inadvertently corrupting it. Please feel free (anyone) to add whatever enhancements/corrections (and/or documentation) you like and share them here or elsewhere. But beware that it’s kind of a mess, mostly because I initially tried to have it compensate for the different spindle types rather than making dedicated workbooks for each type. I’m also a novice using Excel. The password is gmack.
6 Likes