@gmack
thanks a lot for the explanation- that helps a lot! I will work through this over the next few days.
I think there is more than enough justification for both yours and Julien’s spreadsheets. They both move us all into deeper understanding and better cutting results.
I have to say though, that the folks at Carbide3D (@robgrz) should incorporate the basic learnings here to improve the F&S defaults in Carbide Create as they are improving it. All it would take is to have a drop down parameter in the job set up to specify whether you have a DeWalt, Makita or Carbide3D router and then deal with the rpm and feed speeds accordingly. The pain, uncertainty, confusion resulting in prematurely ruined cutters and spoiled jobs for new and inexperienced users could be substantially mitigated!
The highest speed of the Makita and Carbide3D is 30,000 RPM and the DeWalt’s is 27,000 RPM. From a purely technical point of view there’s never a reason to use anything other than those speeds if the endmills allow it.
Yes - so I now understand - but Carbide Create recommends speeds at the low end of the router’s capabilities and in many cases far lower than the DeWalt can possibly go. That is my concern with the defaults that CC gives - they are just non-helpful in those cases.
For instance for Hard Wood using the #201 .25" cutter for an outside profile CC gives a rpm of 8333 - which is quite impossible for a DeWalt which can only go as slow as about 16,500 rpm. I bet most new users just shrug their shoulders and go with it (as I did) and then saw their cutters overheat and the wood burn (especially MDF at those speeds and feeds even though they put the rpm up at a still impossible 12.5k). It would be a brave person to then set the router at max 27,000rpm and the feedrate at some unknown higher number without any guidance. So as a new user I gradually increased both and it is still clear that I was nowhere near optimum.
These excellent recent discussions and spreadsheets have been invaluable and timely to get my understanding and results far better and to treat the CC defaults with a lot of suspicion when the suggested rpm is less than 16k
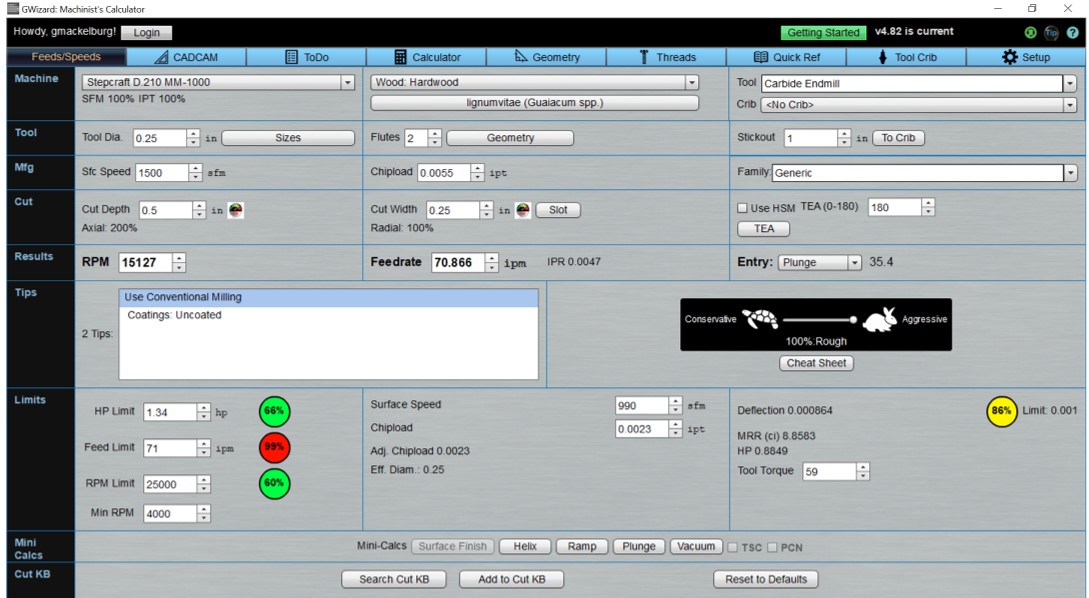
IMO, you would do well to disregard what GWizard advises too. But you can use it to vet my analyses by forcing it to use locked speeds and feeds. Beware that the K-factors used therein are generally quite inaccurate though. Thanks for the feedback!
I’ve seen many posts where Dewalt users always operating at max speed were complaining of burning through their brushes very quickly.
Regarding the feed and speed of Carbide Create, I understand that they were developed for the Nomad and they are carrying on and CC does not make a distinction for the machine you use. The Nomad spindle speed is from 2000 to 10000 RPM so if CC recommended 25000, the Nomad users would have to correct the F&S instead of the Shapeoko users.
This is definitely something else that should be fixed in a future version of CC.
I agree that the Makita is a better router but your advice for max speed all the time, I think is not good for all circumstances. Like running your car engine at full speed all the time will put more wear and tear on your engine and lead to premature failure but there are more reasons like noise that can be an issue to be mitigated.
Regarding the F&S chart, @WillAdams knows the source but what is not clear is how the different values were derived. Since they were derived over time, I also suspect that the Shapeoko was not quite as evolved as it is now when some of these were determined.
FYI the last time I checked, GWizard, despite BW’s claims, uses the same K-factor for all of the alloys in each material family. So forget about the “fine tuning”.
Nice job on the E-Book, it clearly took a lot of effort and required an really impressive understanding of the issues. Hats off to you sir!
And there is ample evidence here on the forum that this has confused many a new users. I cannot understand how this is not fixed yet, since indeed all it would take is linking the F&S formula to the EXISTING dropdown menu in CC where you select your Shapeoko model… Meanwhile, minor details in CC pro get fixed within 24 hours. Oh well, I guess at least it pushes frustrated users to look for understanding of how this F&S thing works…
A closer look at the additional information and links posted there (by @wmoy) suggests that the primary basis of that Shapeoko speeds and feeds guidance came from experiences shared by users of Shapeoko types of machines (i.e. what worked for them). In light of that, it does seem odd that CC doesn’t even use that guidance as @Julien pointed out.
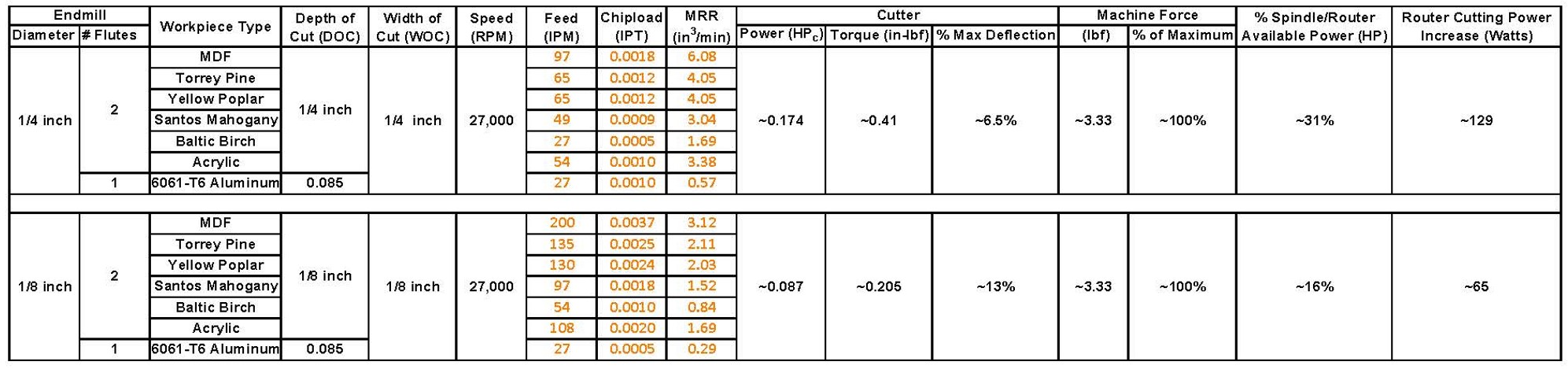
IMO, experiences shared by users would be a lot more useful in developing speeds and feeds guidance if they provided additional details. Knowing exactly what the workpiece material was, how it was being milled, how much power was required, and how it turned out would be really useful in developing more accurate and useful speeds and feeds guidance.
It is interesting though that the calculated chiploads in the Shapeoko charts are on the order of 0.001 IPT for virtually all materials.
2 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
75
I suspect the mystery boils down to the SO3, having been designed as a sub $1000 entry level hobbyist CNC without a lot of history being melded into a young company, Carbide 3D, that produced a turnkey desktop CNC solution. The (SO3) focus was just not there .
It’s taken a while for the boys to realize which side of the toast the butter is on.
The very recent efforts re CC Pro and the hiring of Luke, MrBeaver lend some credence to my hypothesis. I think.
I’m sure @WillAdams can give us a little lesson in Shapeoko history, and shed some light.
I suspect the Nomad was the crown jewel/core business, and they were surprised (maybe ?) by the rise of the demand for the Shapeoko, and have been playing catch up ever since ? It must be HARD to keep up with orders for HW alone, so I can imagine how software (=spending big bucks with no immediate returns) would not have been be a huge priority for a long time.
I’m pretty sure that the Nomad was always seen as a tool with a specific/narrow market, and that the development of the Shapeoko 3 was the way to acquire a larger one.
The Materials page on the wiki has grown organically as folks have shared specific feed and speed values — I’ve never achieved a really solid grasp of the underlying math and concepts, so it’s been perforce limited in just recording information other folks have been willing to share. Lots of redundancy and conflicting information made worse by it covering 3 generations of machines.
Hopefully at some point Carbide Create will get a system for setting feeds and speeds suited for the Shapeoko w/ at least the Carbide Compact Router.
From the wiki we learn that the original Shapeoko was an open system build where 3 companies were supposed to build a $300 system as an entry level CNC for the hobbyists. Carbide 3D was one of the companies building the systems, I think that Inventables was another and the X Carve also evolved from the original Shapeoko design. The Shapeoko evolved over time and the SO3 is the 3rd generation. As Julien said, I think the Nomad was seen by Carbide as the machine for more serious people with a turnkey system while the Shapeoko was an assemble yourself system; learn about CNC with the Shapeoko and Carbide Create then come back to purchase a Nomad. So the Shapeoko played second fiddle. One could ask why is it that MeshCam is not at least a cheap option for people buying a Shapeoko while it is included with the Nomad?
Edward Ford created the Shapeoko 1 trying for a ~$300 entry-level hobbyist CNC machine.
He then licensed the (already opensource) design to Inventables, and later began working there.
After the Shapeoko 2 was launched (still opensource) he left.
Inventables announced the X-Carve as a fork of the SO2, and Edward Ford joined Carbide 3D and announced the Shapeoko 3 (not sure of the specific order).
MeshCAM is a wholly separate product/company (though owned by one of the partners) — we don’t get too many Shapeoko users who choose to use it. It works perfectly, it’s just that most folks make stuff out of sheet goods.
For anything further you should check in w/ @robgrz and @Jorge and esp. @edwardrford — they can correct any misunderstandings on my part.
Thanks I realize that MeshCam is a separate entity, but it is no offered at a reduced cost for Shapeoko owners. You did not address our perception of Nomad/Shapeoko and how software is geared towards the Nomad for example. I guess you see it as above your pay grade.
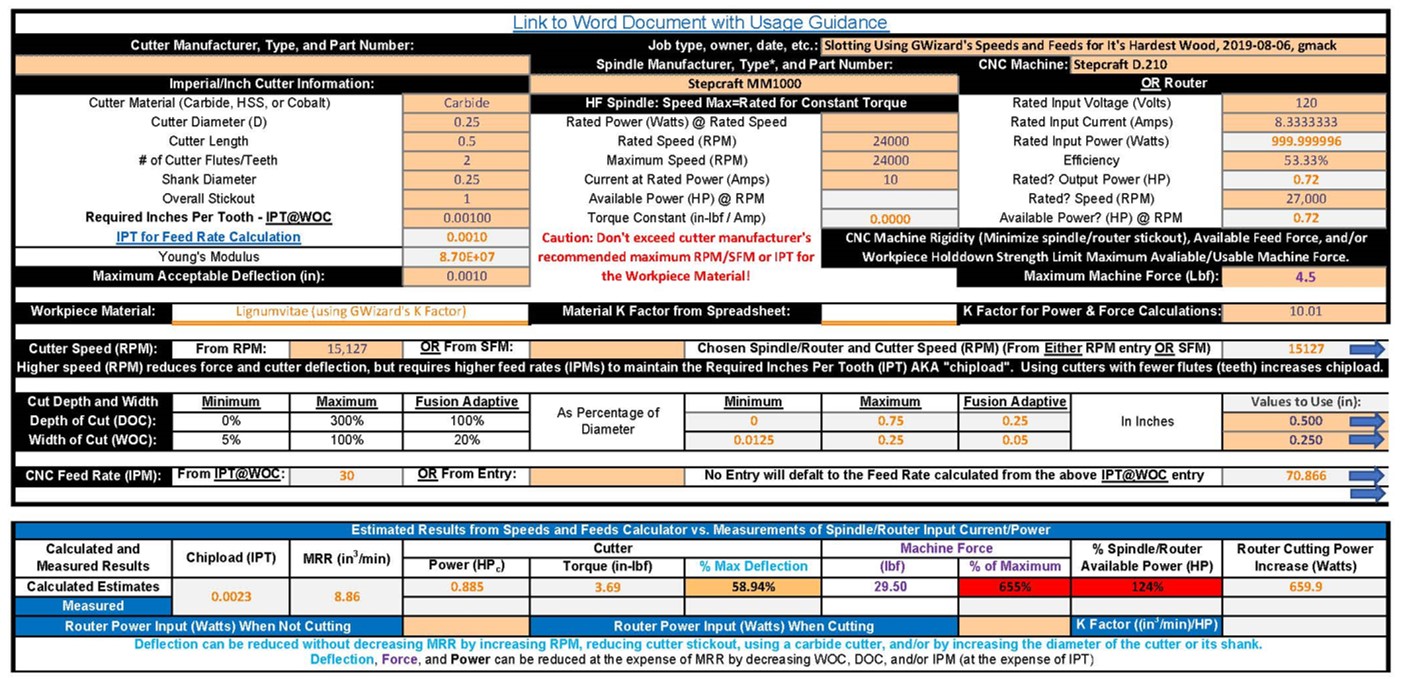
As would Stepcraft-US’ guidance that their customers use GWizard for feeds and speeds!.
Stepcraft claims that their D.210 machine will have less than 0.005" deflection at 4.5 lbf. (When I asked about the new Q-Series machines I was told “I apologize but I do not have that info - the accuracy of the machine is down to 0.001”). GWizard, which considers 0.001" endmill deflection the upper limit for “Aggressive” milling, would likely exceed the machine’s 0.005" deflection force by over 6 times. It would likely also exceed the power available from the “spindle” by significantly more than 24%. So, “pick your poison”.