I’m am becoming so frustrated with my Shapeoko 4 Pro XXL.
Tonight I ran a simple pocket job. and it once again buried the head right through my stock and almost through my wasteboard.
I used the bitzero probe to set zero. I let it measure the tool.
I set my stock for .50 thickness as it is a half inch thick and setup the job to pocket .125 into it.
Instead it just aggresively buried the head into my material and cut right through it. Why does my machine keep doing this? Is the board fried or what ? Its like Gremlins are in this machine. One day it works fine another day it does things like this with no rhyme or reason. It like it loses Z calibration or ignores it.
This used to be my problem with Carbide Motion, but thousands have successfully used CM. I solved my problem by switching gcode senders.
I’m suggesting that your zeroing procedure is deficient. The only way anyone can help solve it is for you to itemize each step that you actually perform to set zero. You are probably missing something there.
This might be a clue. The tool offset should usually be set (by measuring the tool) BEFORE setting Z zero. Why? because the tool length offset from the previous tool is in the register. If you set Z zero and then measure the tool it’s changing the tool length offset that was just used to set Z zero.
Follow your current process, then move the tool back to your zero point and make sure it’s set correctly before starting the program.
That process looks correct. For step 4 when you’re skipping the manual Z zero, move the tool to the zero point & make sure it’s at 0.000
During step 6, when it’s measuring the tool there should be several pauses, one to change the tool, and another after it measures the tool. Make sure the Z values on the readout are the same before & after the measurement. (Assuming it still retracts to the default clearance plane… G53Z-5.00 (mm) G53Z-0.197 (inch)
First, the BitZero is used to set zero relative to a corner or a surface — it is the BitSetter which if enabled and configured will be used to measure the tool whenever Z-axis zero is set. See:
Some potential causes of overcutting on Z:
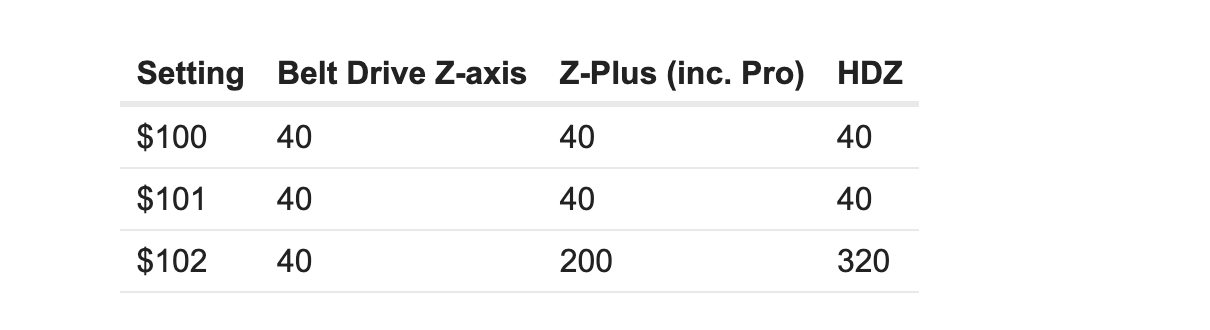
wrong Z-axis configuration — if an HDZ is selected rather than a Z-Plus when a machine has the latter it will overtravel, and the more aggressive movement can cause lost steps
lost steps on retract, either because it’s a rapid and aggressive tool geometry next to a wall wants to pull it in, or something mechanically interferes (a too-heavy vacuum hose is a frequent culprit, or a power cord which gets trapped in the mechanism)
the tool pulling the carriage into the cut due to too aggressive feeds and speeds for the current tool/tool geometry
Usually this is caused by a mismatch between job setup:
I find that opening the .c2d file up and drawing a box which matches the specified dimensions (draw up the cut in profile if need be) or moving the machine to the origin and then using a tape measure to measure out the dimension(s) in question will make clear where things aren’t lining up.
If you still have trouble, please upload the .c2d file and let us know step-by-step how you are securing your stock and setting zero relative to it and managing all tool changes, and send a photo showing the stock still in place after this sort of overcutting problem and the machine at the zero position relative to it (or a specified offset from that position) and screengrabs showing what Carbide Motion shows for Position and Machine Position (click on either to toggle to the other) as well as overall photos of your setup.
The retract is set to 2.5", is there a chance you are losing steps at the top of the retract and then traveling further down than expected due to the lost upward motion? Did you see the Z axis hit the top end of physical travel or hear grinding noises during the retract? The retract it typically set as small as possible to clear work holding.
i just used bitzero and set the xy zero at the corner of the job.
i set z by installing the bit and putting a piece of paper on my stock and then putting the bit down until the paper dragged. I set that as zero it then measured the bit using bitsetter. i then purposely jogged the machine over the center where i set z and then told it to do "Rapid to current Z +6mm and it is 6mm over the stock.
I reduced my retract to 1.25"
I ran the job and it seemed like it was cutting very aggresive.
it did not complete the job and suddenly retracted and went to the back right corner with the router still running and the job loaded , no error message no anything.
ok so now everytime it completes a job it goes off to the back right corner where it starts when you initialize the machine. This didnt happen until I updated the software to carbide create build 815 and I am on carbide motion version 649.
Is this new normal behavior or is a setting wrong ?
Next please verify the Z axis configuration. If you selected a HDZ but have the default Z plus the travel would be incorrect. You can set your zero as normal to the top of the stock then jog up 1 inch and measure how far up the axis travelled. I use a 1x2x3 block for an easy gauge. If it moves the wrong distance, redo the setup and select Z plus.
is that so you can just hit run and run the job again and it wont go to the bit setter ? otherwise i have to reach way back in to my enclosure to turn the spindle off
I think the logic is to get the gantry/head out of the way so you can remove the part.
I didn’t like the accuracy of the bitsetter, and CM doesn’t let me do manual machining with the jog feature, so I put the bitsetter in a drawer & use Gsender. I have to output a separate program for each tool. I don’t want it going to the back after a program, I would rather have it go to the tool change position. I jog it back when it’s all done.
Since the M30 macro (END,REWIND) is hard-coded, there is only one behavior, and they chose that one. It would be so much cooler if CM had a appdata…/macro or appdata…/sub folder & the macros were exposed & editable. (toolchange, end, pause,…)