This is definitely doable since this is the setup what I have been using for a while (VFD for spindle, and BitRunner controlling my shopvac)
If both are connected to PWM it should work. Can you elaborate on where your BitRunner is connected (default plug on the side of the board) and where your VFD picks up PWM ?
If your $30 is set to 24000,my experience is that the BitRunner is activated by any RPM at or above 9000. This translates to about 1.875V or higher as measured on the PWM signal.
It’s pretty strange that the setup would work with $30 set to 5000 and not with $30 set to 24000.
If you have a voltmeter, I suggest you focus on the usecase that does not seem to work, e.g. set $30 to 24000, then do M3S12000, and check if the PWM is reading ~2.5V (at VFD side for easy access).
I can’t remember which specific command CM sends (what speed value along with M3), but that’s hardcoded in CM.
So, I think i found the problem. I open up the bitrunner and the black lead was disconnected. Im not sure why but it was. I reconnect the black line to the board. And, ran some test from the vfd side.
M3S12000=2.2
MSS24000=3
Ok, So further testing after it wouldnt start at 5000. And then, I remembered you said 9000 it will start.
I think that solves it… Thanks for your help! I think i’m ready to make some test cuts.
By any chance did you take a picture ? I’m unsure which lead we are talking about
That’s a little strange though, 24 000 should give you close(r) to 5V, not 3V ? (unless you have $30 and $31 set differently than 24000 / 0 ?). Did you have a chance to verify that the spindle RPM actually matches the commanded value in the G-code ?
I don’t want to steer you away from that test cut, but better check now than scratching your head later, if something is a little off with that PWM.
If you are only a few hundred RPMs off, I would not worry, it won’t make a difference in 99.999% of the cuts.
Do you mean the value is unstable ? What VFD do you have and does it have a 0-5V input or did you use a voltage adapter ? I remember a recent thread about the latest models out there where folks had this issue.
All good then.
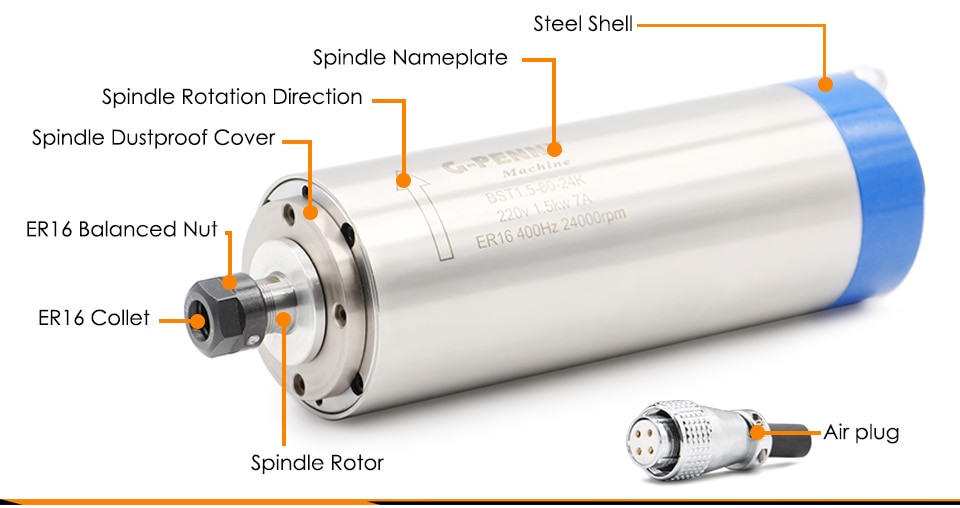
If the spindle spins in the wrong direction, turn off everything, disconnect power, then you only have to swap any two of the three leads to the spindle (U,V,W) at the VFD side, that should do the trick.
When facing the front of the machine, the rotation should be towards the left hand side. If you were on the baseboard looking upwards, the spindle would rotate anti-clockwise.
You can probably verify this by looking at a bit and imagining which way it would need to rotate so that the sharp edge was being pushed into the material.
Edit. I had to correct this since I have trouble telling right from left instinctively… I checked and the arrow points to the left.
its running clockwise…I switched the wires…im still not sure if this is the right way…
so, i take it i have to adjust all my feeds n speeds? i’m getting alot of powder and heat and loudest…
any recommendations. is it more power or toque I’m using that i have to compensate for?
right now im millin some scrap teak and its not cutting like my carbide router.
second the water pump that came with it doesnt start all the time, so i have to keep flippin the switch to get it to kick on…please recommend a suitable replacement if possible…
also, i guess is there a list of all the unknown stuff with CM. As, the additional hardware button and workflow is a bit different…lol…i wasnt expecting it to skip the power to rpm button and go straight to cutting. I’m wondering what other little items are hidden that not known.
i guess i got a whole new machine to learn. i probably have to redo all feeds and speeds
I would turn the spindle on manually (via VFD or MDI command) and verify the direction of rotation is correct.
The feeds and speeds should be pretty much the same since you didn’t change the rigidity of the machine. It might not hurt to verify that you’re achieving the speeds you’ve programmed for during cutting - perhaps during an air cut?
I’m just curious, how many products start with the word Bit, and how many more products are you going to introduce that start with the word Bit, and have you thought about some End Mill named products? (Grin)
Honestly, am I the only one who gets confused with all these products having similar names?
I will confess that I’ve messed up more than a few tickets by using the wrong product name when e-mailing a customer — the branding is cool, but sometimes confusing.
That said, I wonder if we shouldn’t do some sort of marketing deal with the folks at Choice Provisions (makes of the Bit: Trip series of video games).
That’s funny, but honestly, I read the gentleman’s concern and I’m trying to figure out how to help him, the whole time thinking it was the device that checks the height of an end mill (I couldn’t tell you the name of it if you put a gun to my head except that it starts with bit…)
Yea, I flipped it I think. Further testing later today.
There’s just some differences…
Also,
It seems the acceleration to full speed does not link up well with the additional hardware option. What would be a safe option to speed things up for everything to be automated?