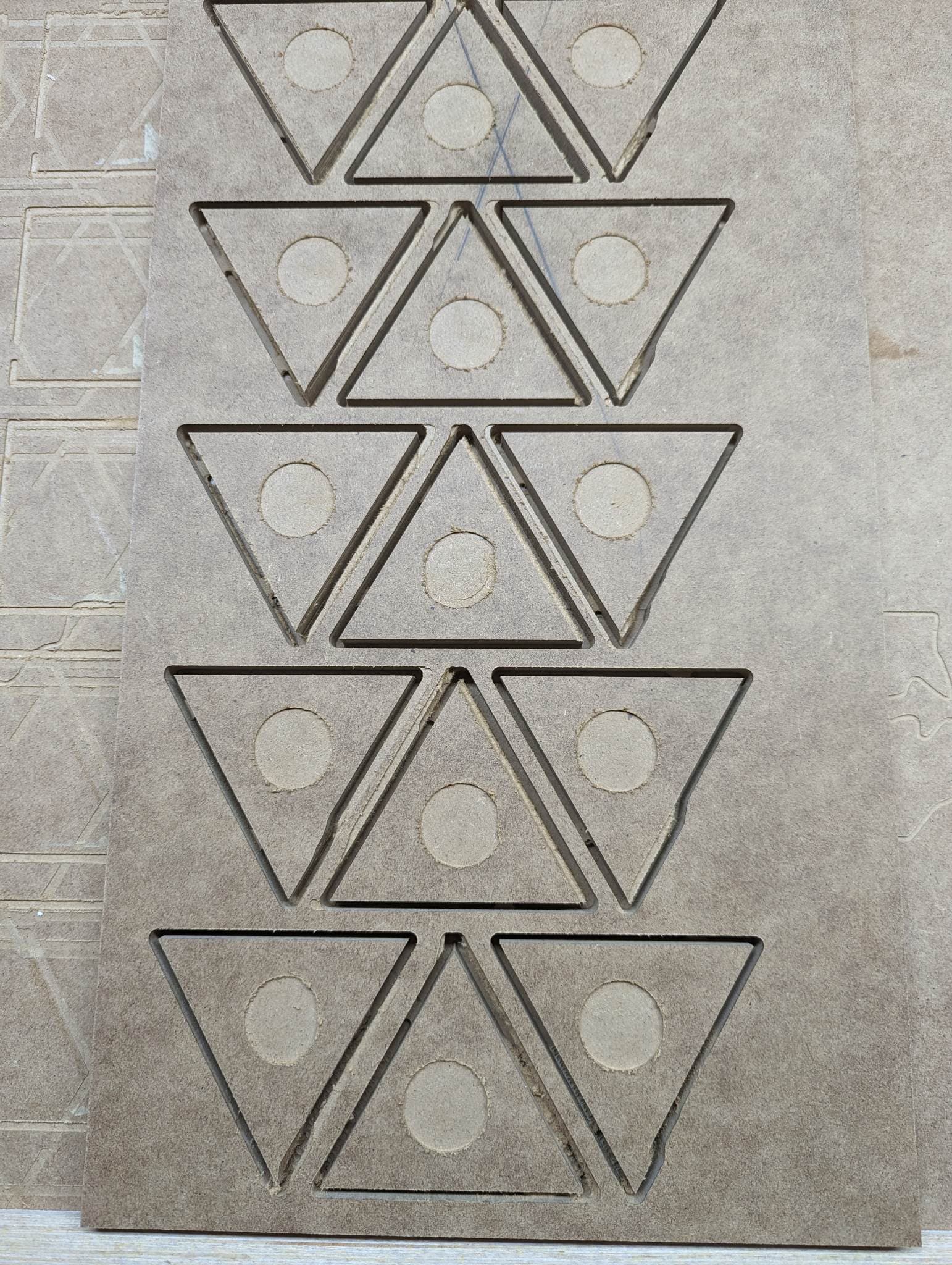
So Ive been attempting to cut some shapes out on my Shapeoko pro XXL. Solved one issue with travel distance and have encountered another.
So my cuts seem to be offset inconsistently? I’m not really sure why.
Bit is tight in collet and isnt wobbling.
Material is tight to the waste board and doesn’t move when pushed or pulled on.
Material is far enough away from all rails and travel dimensions that it shouldn’t be affected.
file seems to be clean and simple.
Its as if the Shapeoko is getting confused on the first layer of cuts or confused on the cut?
Material is 1/2 inch MDF
Router speed was set to 1 (as suggested by carbide motion)
Feedrate was adjusted to 150% for the cut (this might be the most likely issue I think)
File attached below for everyone to scan over if they think it may help triangles metro 4.c2d (220 KB)
For full clarity, I am in no way a trained CNC operator so the match equations are a bit too dense for me at this point in the learning process.
Machine seems to be working flawlessly (moves to all predetermined quick jog locations)
Wiring seems to be fine? im not sure how i would know otherwise.
Feeds and speeds is something I am very much a novice at, im only guessing at what would work.
Dust collection is very powerful and working well
Havent tried a penultimate pass, will try that soon.
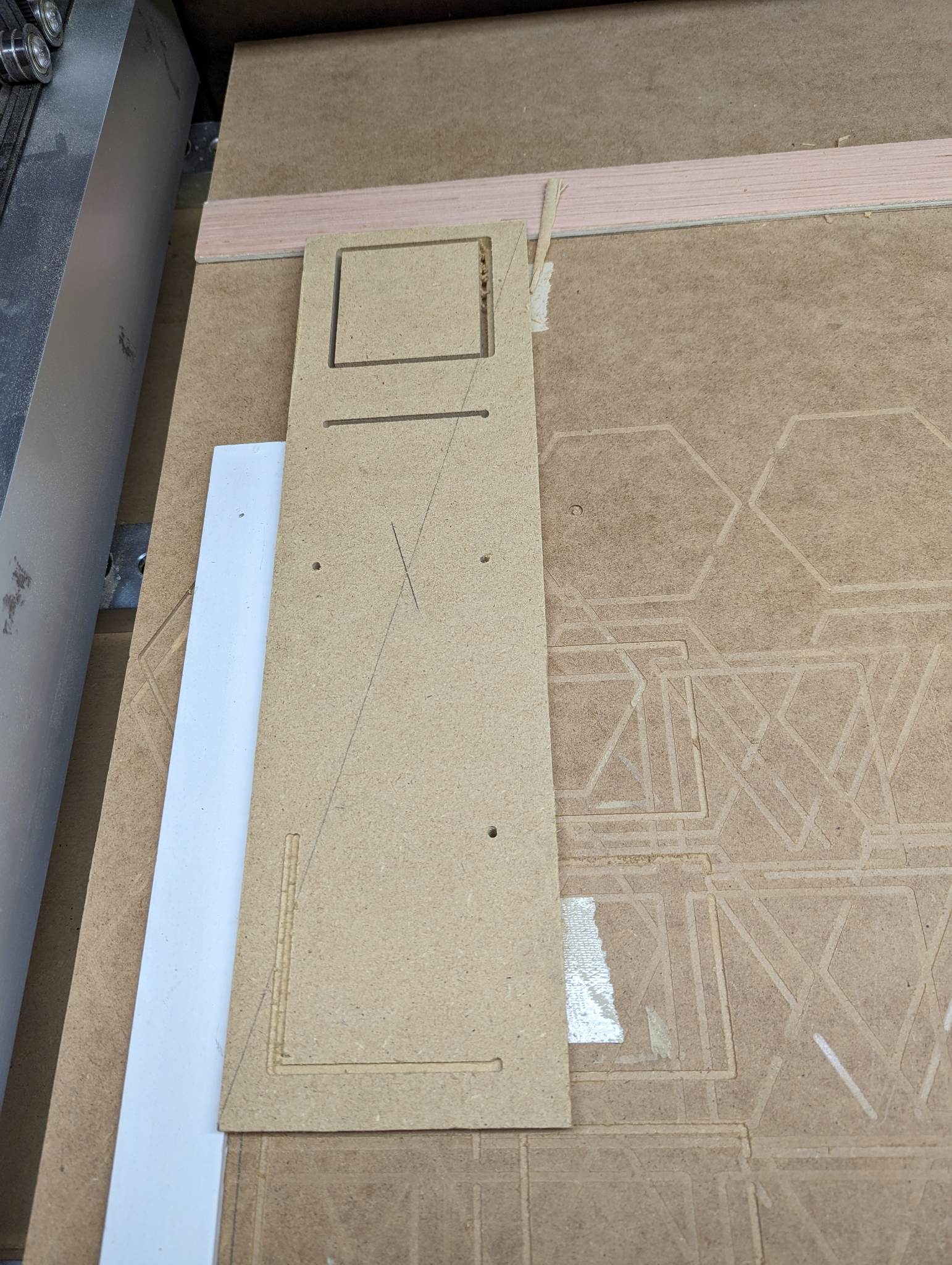
Ran a new test piece using advice from @WillAdams full cut-through guide.
Made 4 different squares
top square is a simple contour toolpath just like i was using
Second down is using a pocket set .25inches away from the actual cut
Third down is a simple contour toolpath like i was using before with a pocket as before.
Fourth down is a pocket cut set .25 inches away from actual cut and a pocket in top just like before.
Entire job was ran at 100% feedrate (just the default)
definitely confused as to what the issue could be now. Im starting to think its a software problem, maybe backing up carbide motion a few versions to something i know is for sure stable?
So I’m not a Carbide Create pro, but here is what I noticed when I opened your file:
Did not appear that the vector for the 3rd box was selected for the “Contour” tool path option
For the outer pocket operation it appears that you were just at or slightly less than the width of the tool between your boundaries. I made the outer boundary a full grid line away (rather than approx 1/2) and that appears to have fixed it in the simulation (your grid is set at 0.25", so your actual offset that you thought was 0.25" is closer to 0.125").
The small round pockets appear in the simulation, but I didn’t see them in your photo, that makes me think your vertical (Z-axis) zero is off on your machine (or bitsetter). If setting zero from bottom (wasteboard), an additional possibility is maybe your stock isn’t as thick as you though it was.
I agree with everything Mike stated and i also think there may be something wrong with the wiring connectors,belt tension, mounting bolts for the wheels, motors, gantry and rails or most anything along these lines. any problems with the items above could cause the problems you have in the shift of the cuts.
Please post pictures of the above maybe someone can see something you dont.
Your cuts appears to be off slightly and in the same direction even by moving to the preset locations if there is something wrong doing this is not very accurate in testing machine movement you don’t have a point of reference on your waste board to make a good diagnosis.
Also do a wiggle test on all components and see and feel if anything is lose.
If everything on your machine is adjusted properly and your material and bit are good you can increase feed all the way to 200%. You should do this and see if the project will actually be cutting as good as the original speed. And the same goes for decreasing the feed speed too.
So I did a wiggle test and everything seems to be tight.
Upon investigating it more today i noticed that if i rapid positioned the machine to one side and then back to center it gave me different spots. (i plunged the bit into the scrap board and checked it a couple times)
This got me looking at the machine in motion and i rapid positioned it several different times and ways to see if i could visually see any issues. And I did.
I noticed there was a slight jitter in a couple of different places when moving from one side of the X axis to the other.
It was a small amount, but definitely enough to cause misalignment, so mystery solved as to why it was happening.
Wiped the belts and pulleys off with a damp sponge to remove any sawdust and buildup and sprayed a bit of teflon lubricant on a papertowel and gently lubricated the x axis rails that the actual router plate rides on.
Now its seemingly worse, x axis is struggling to move at all. I checked the pulleys on the back and they seem tight and set well. Its almost like the Stepper motor for the X axis is just going bad?
Unplugged stepper motor and replugged and getting the same issue still.
X axis stepper motor set screws were very loose. Tightened them and now the machine seems to be running correctly. proceeding to test cut to make sure that was the problem.
FYI, you should only unplug/plug in steppers with the power turned off. Never when the machine is on as it can damage the stopper drivers on the control board.