One which has a cutting flute length equal to or greater than the thickness of the stock — pretty much any tool should work.
Big thing is the toolpaths — if cutting out, rather than just cutting a slot:
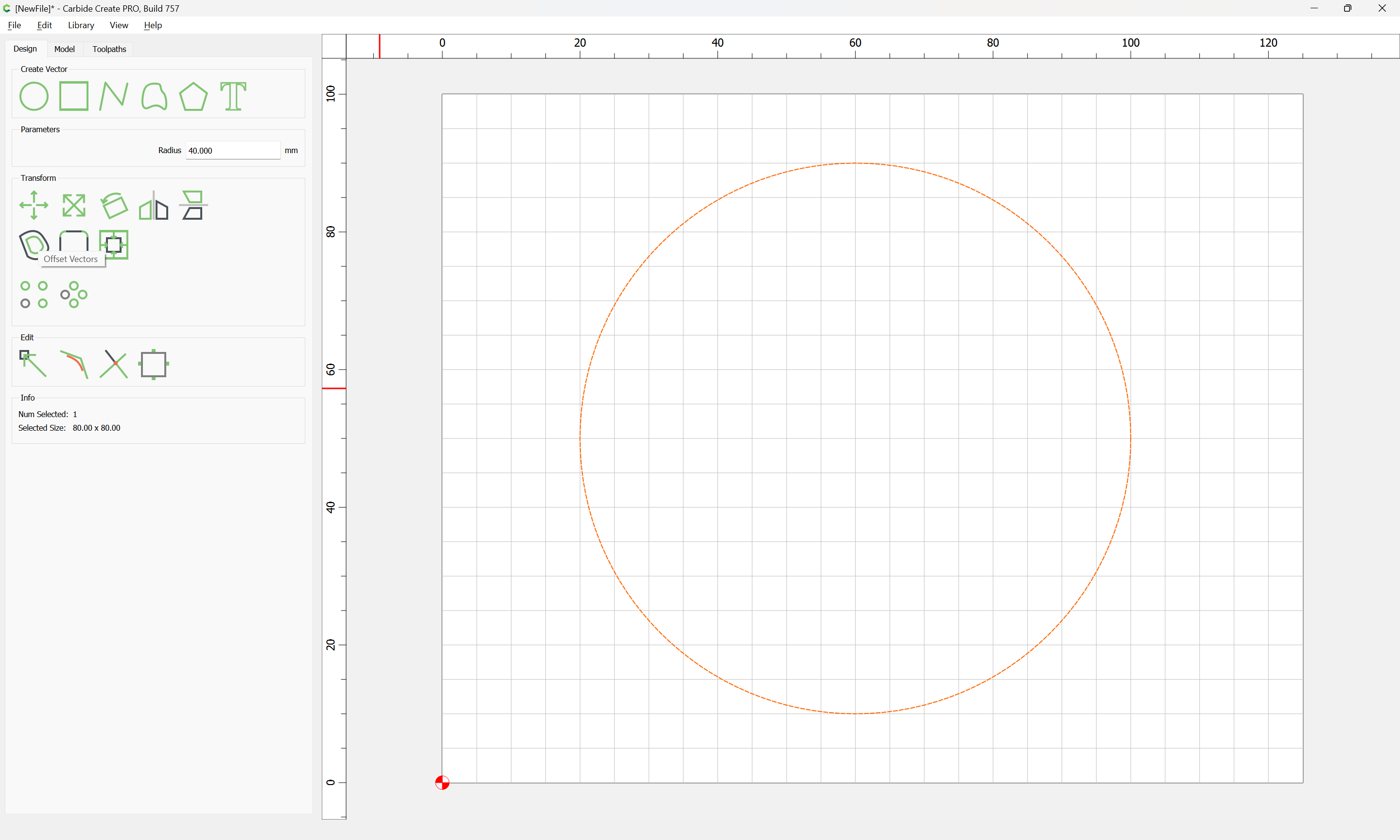
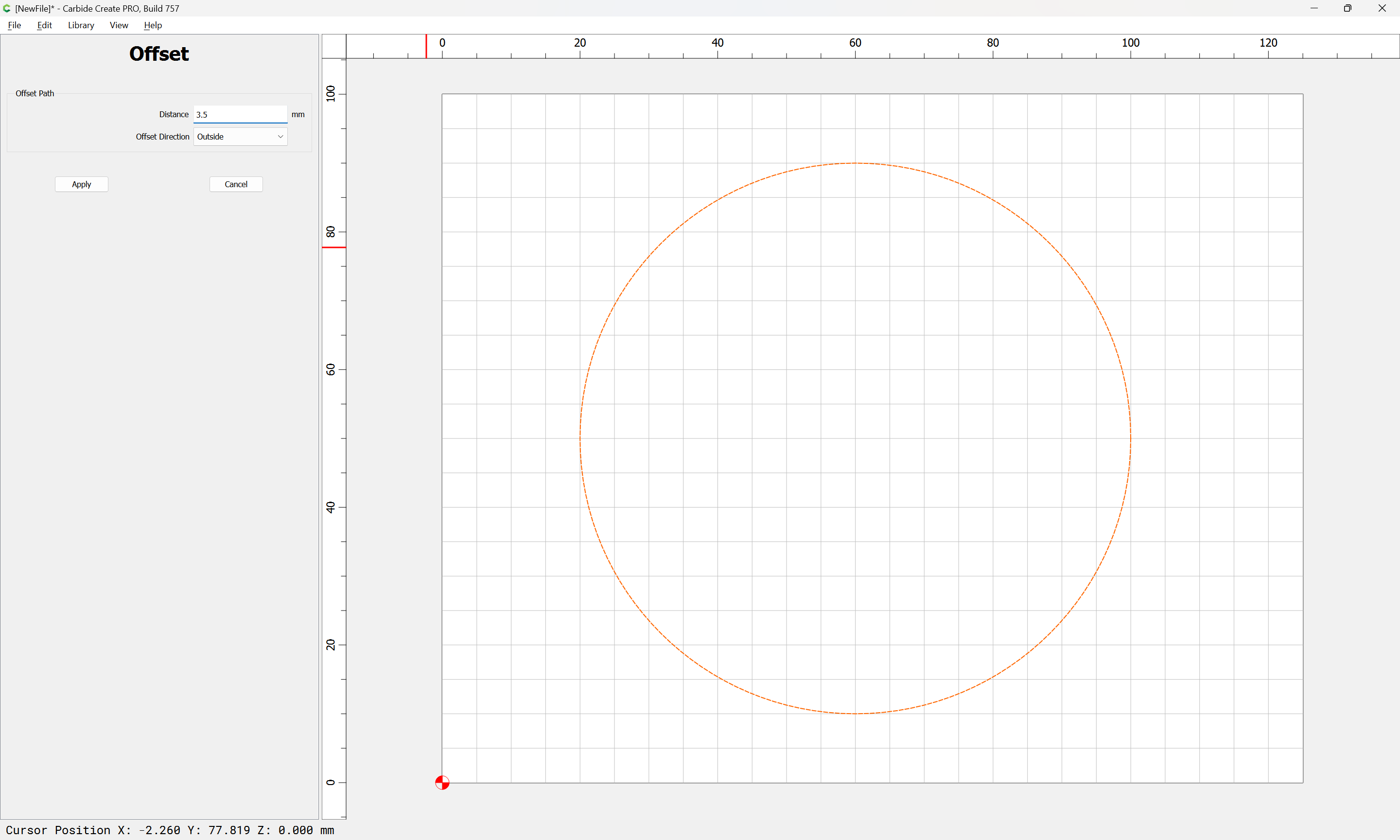
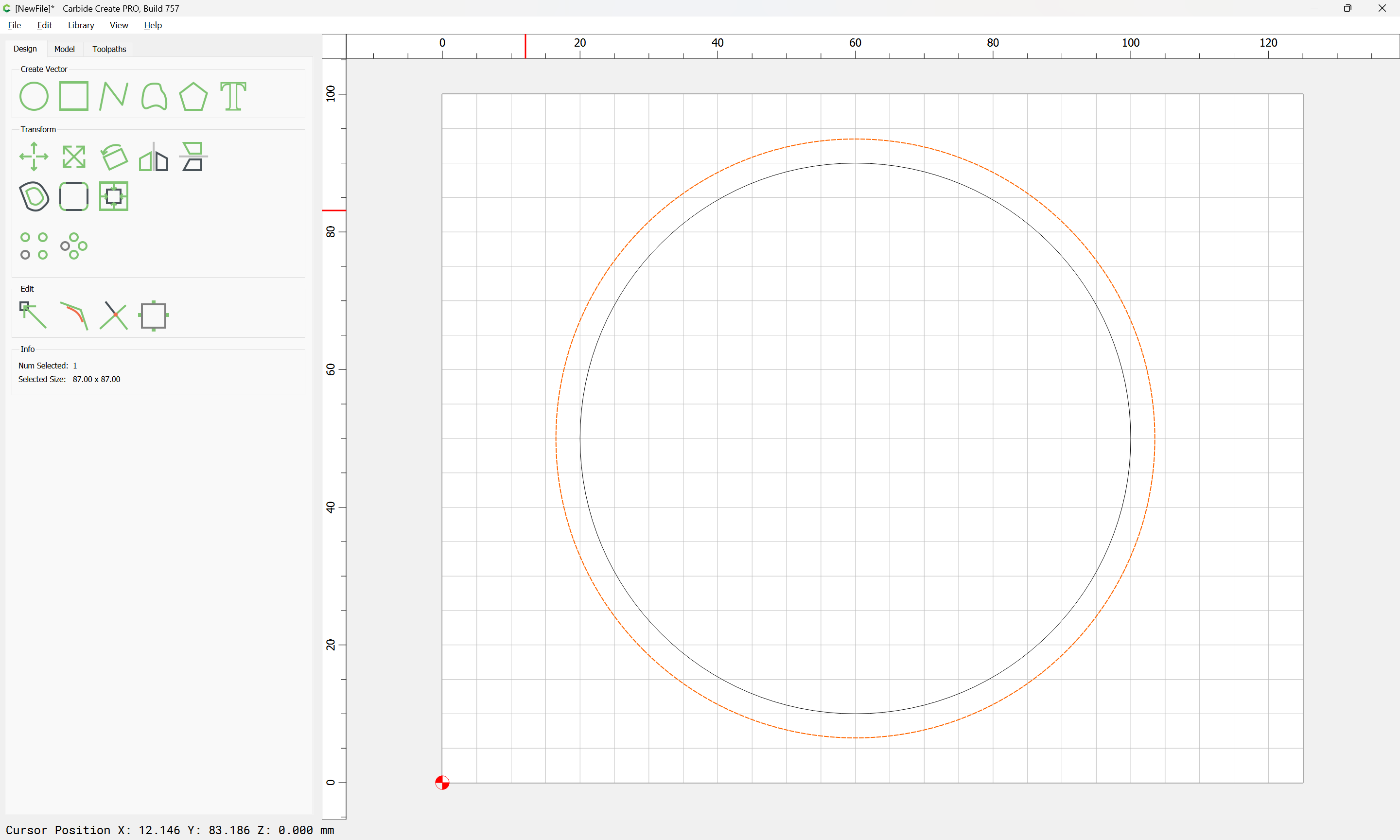
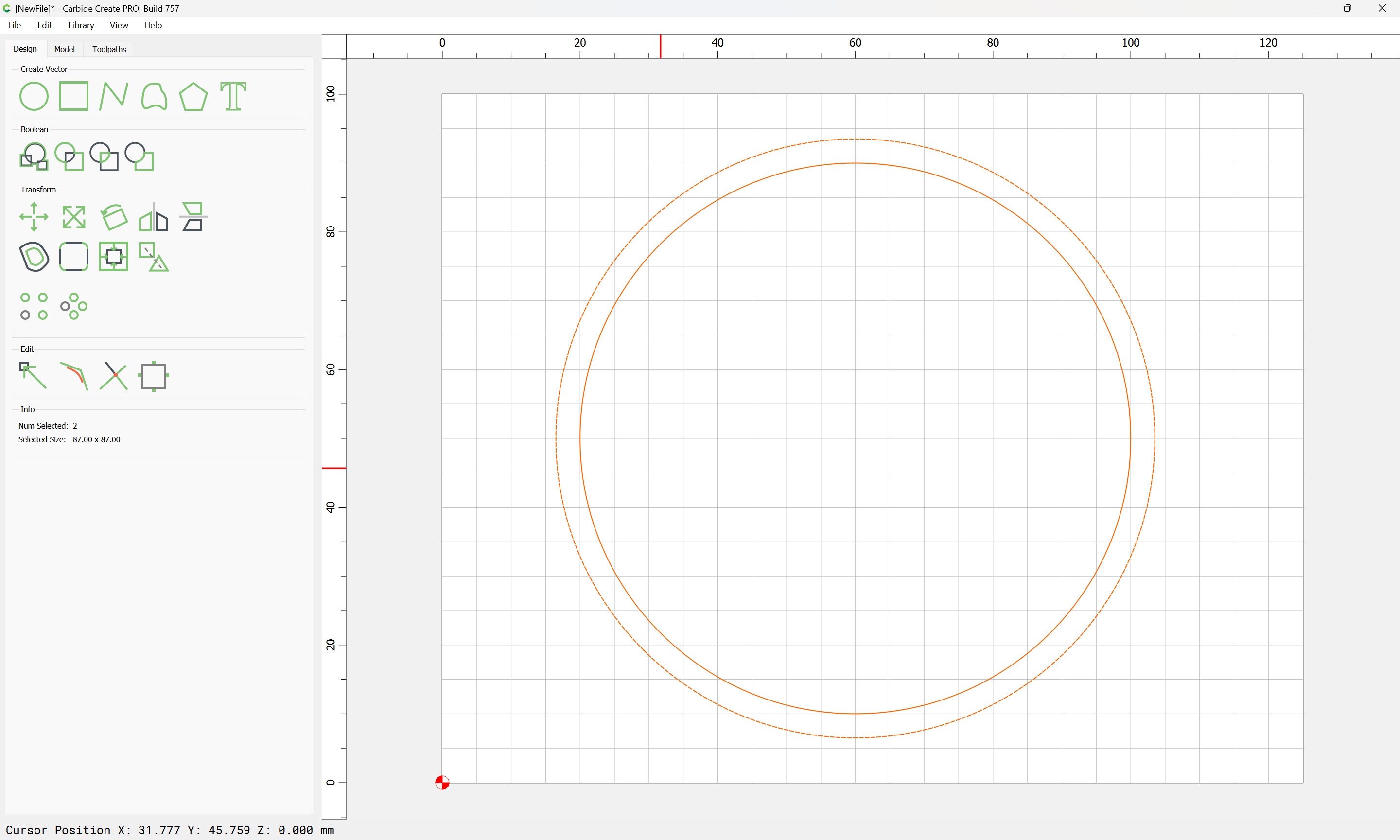
Offset to the outside by endmill diameter plus 10% or so:
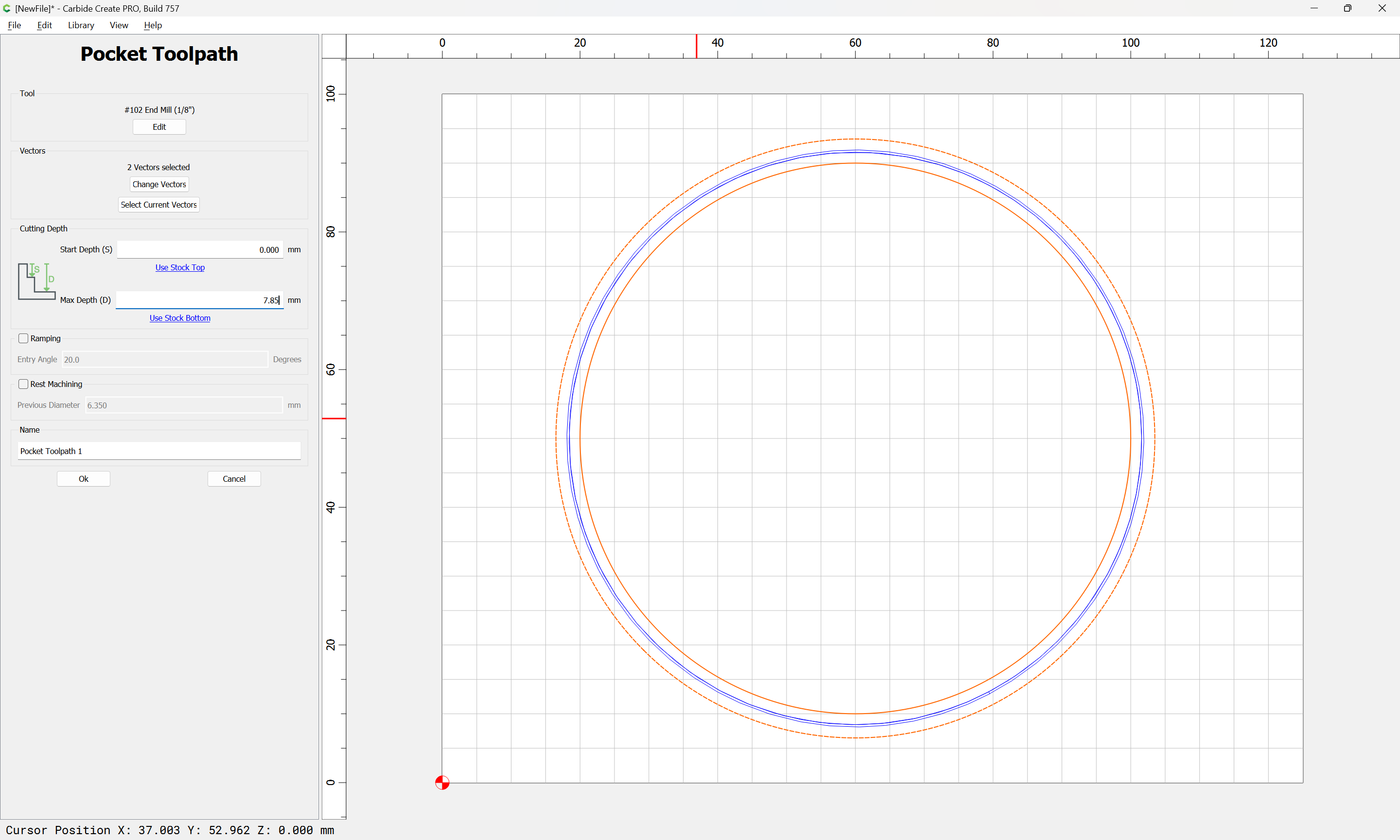
Then cut as a pocket:
down to tab height or the penultimate pass:
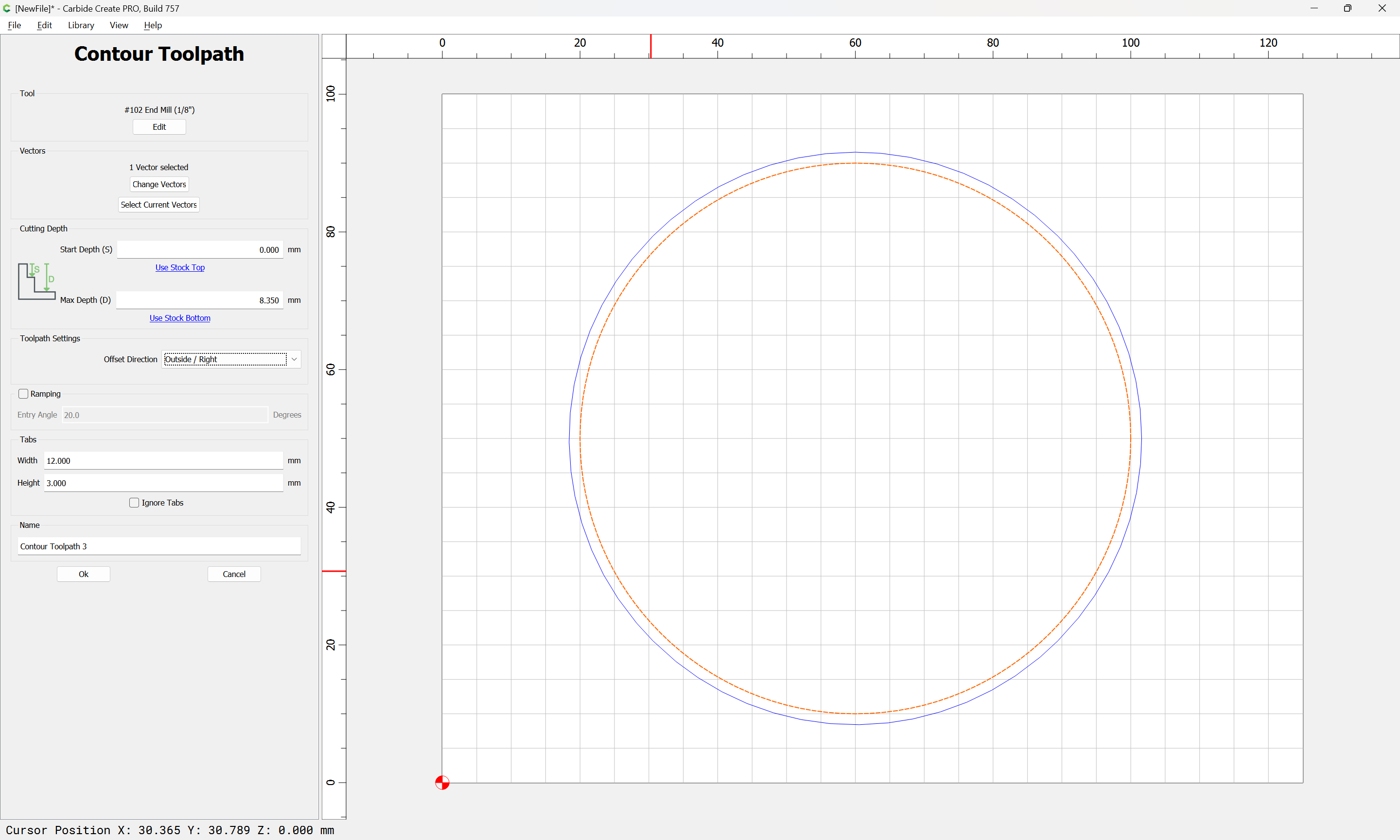
then move the contour down to below the pocket and start cutting at the bottom of the pocket:
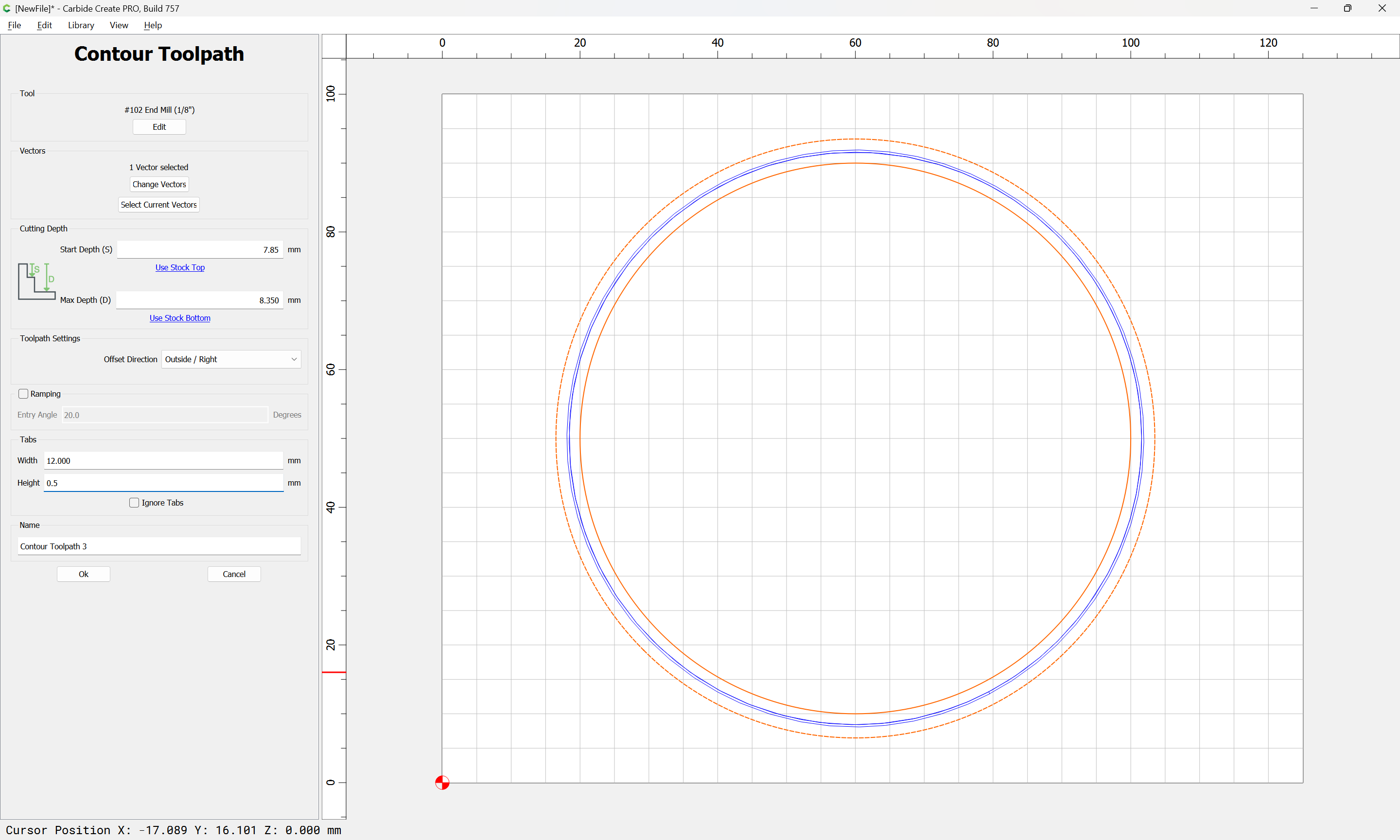
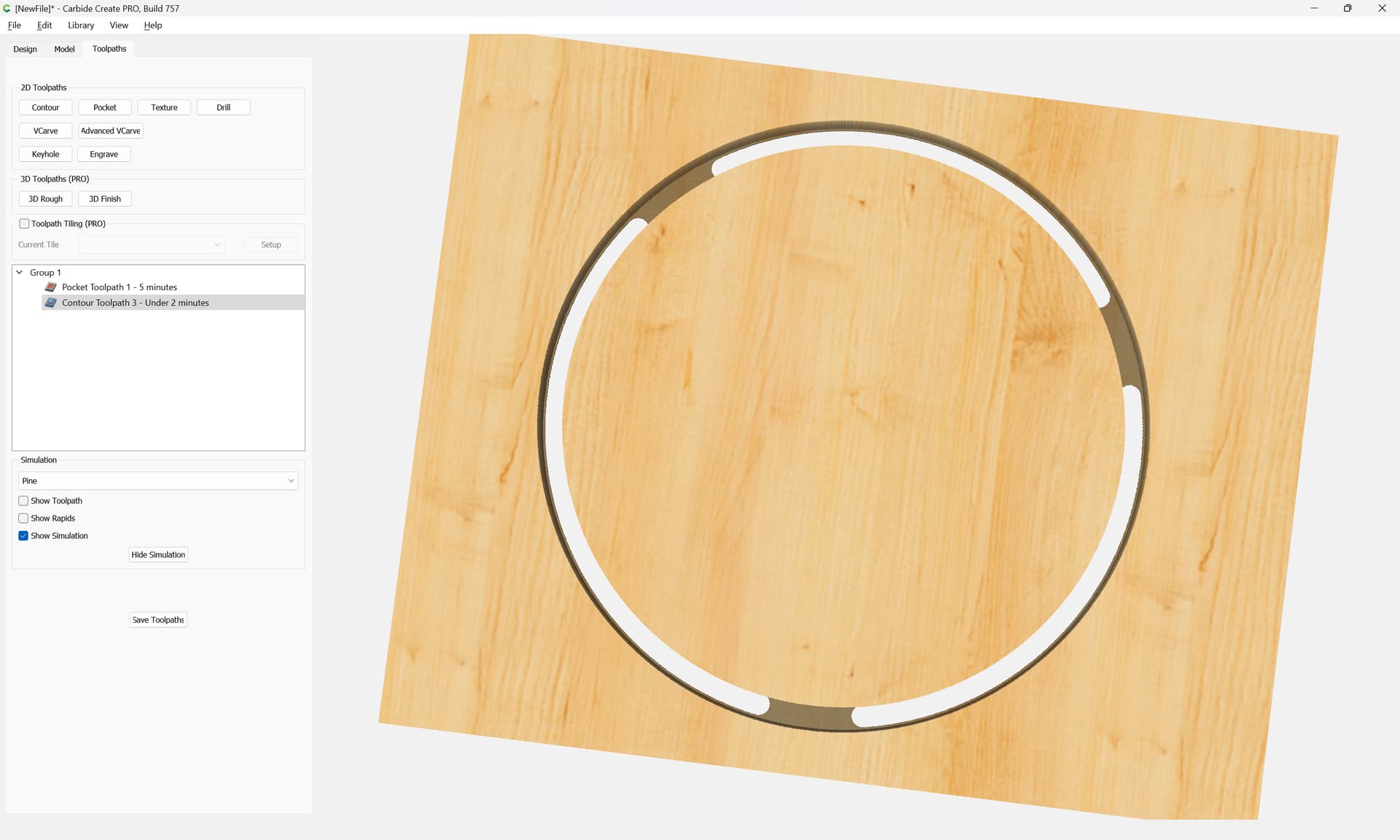
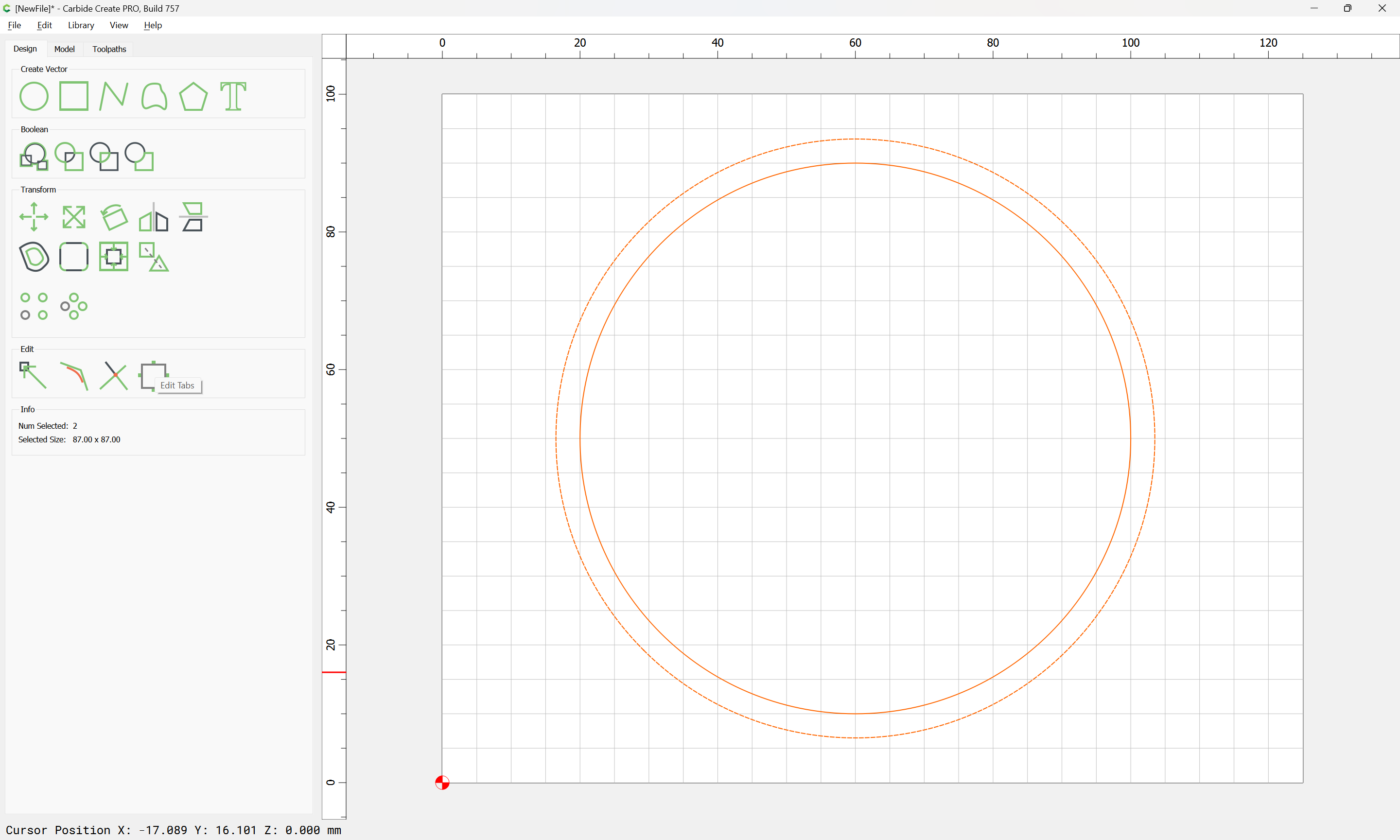
and go back and add tabs:
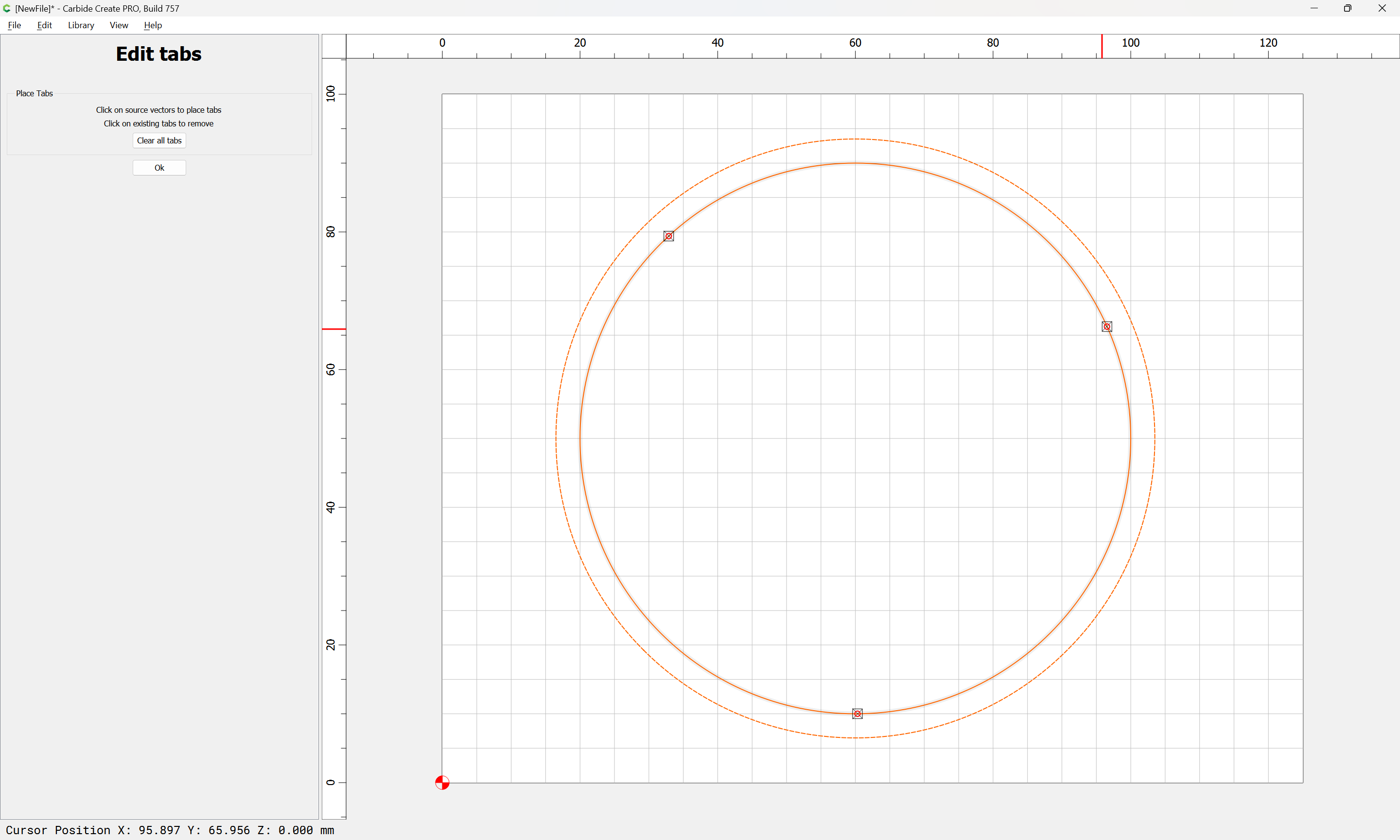
which previews as: