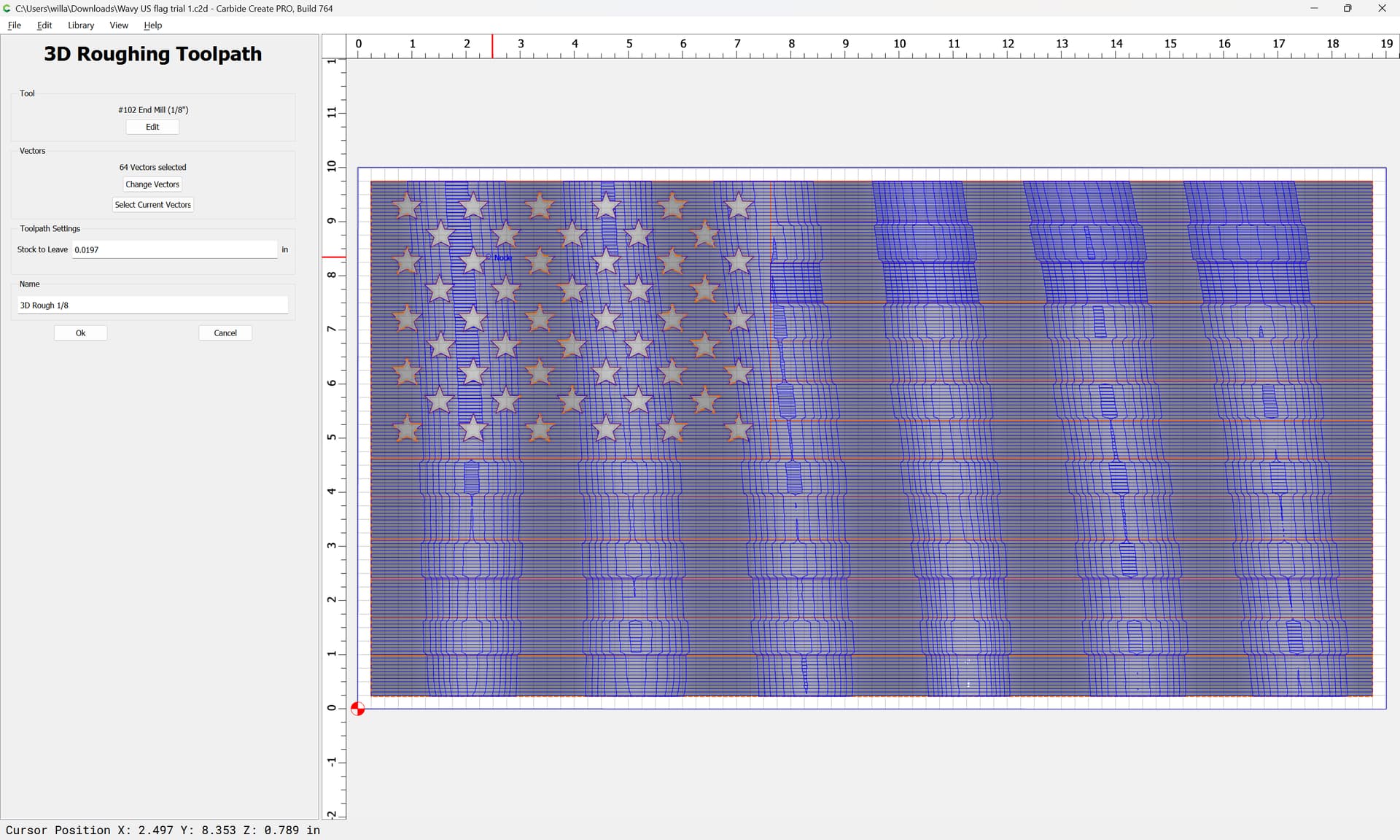
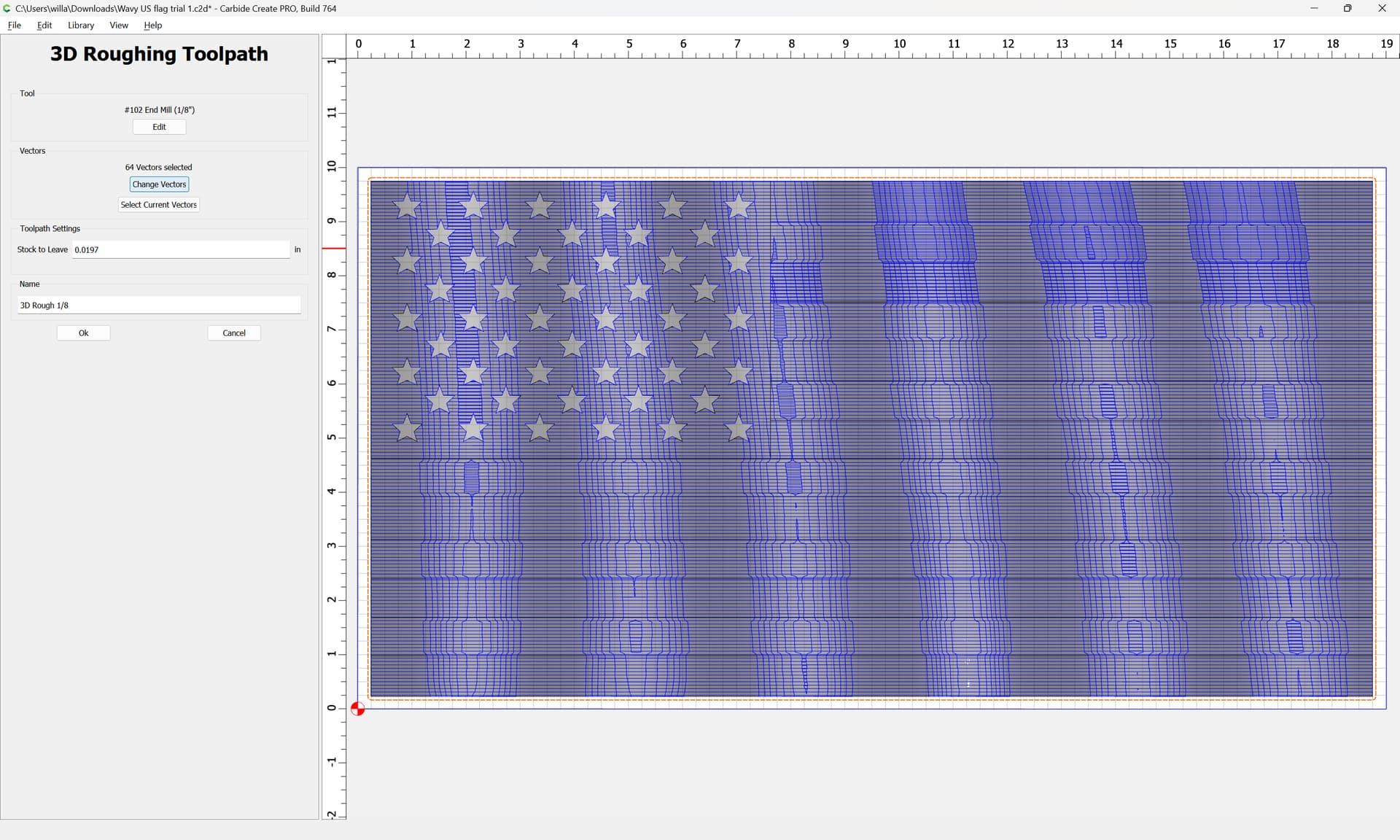
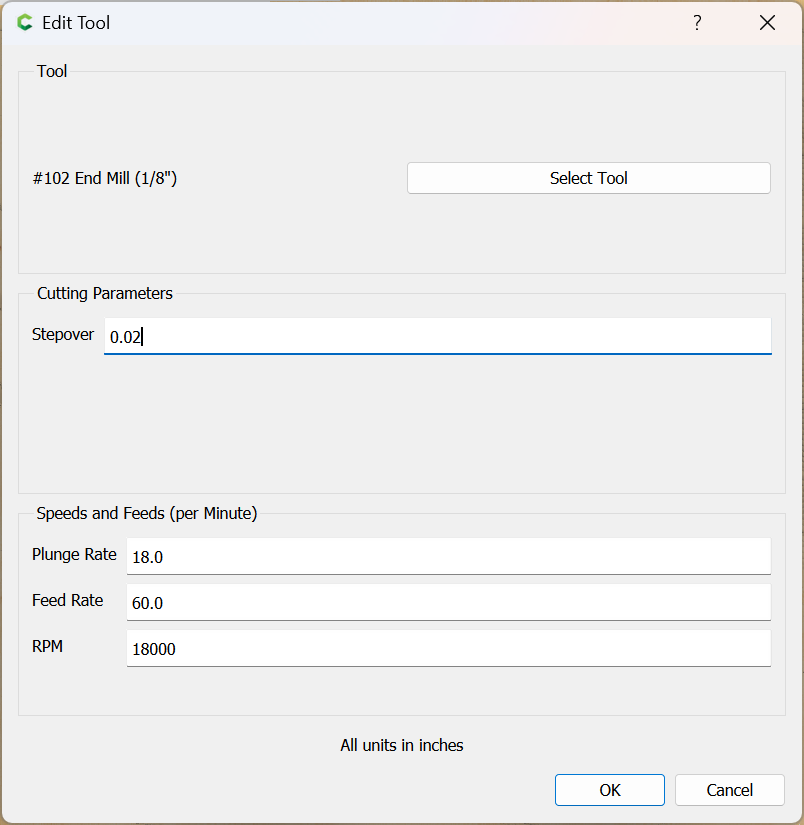
You may want to consider using a smaller tool, (so long as you don’t over-run the cutting flute length) or possibly a tool with a geometry which matches the appearance which you wish to cut.
Note for the cutout profile that you don’t want to cut a slot as narrow as the tool but almost 8 times deeper than the diameter of the tool and almost twice as long as the cutting flutes on the tool.
Ideally you would use a tool which has 1" of cutting flute length.
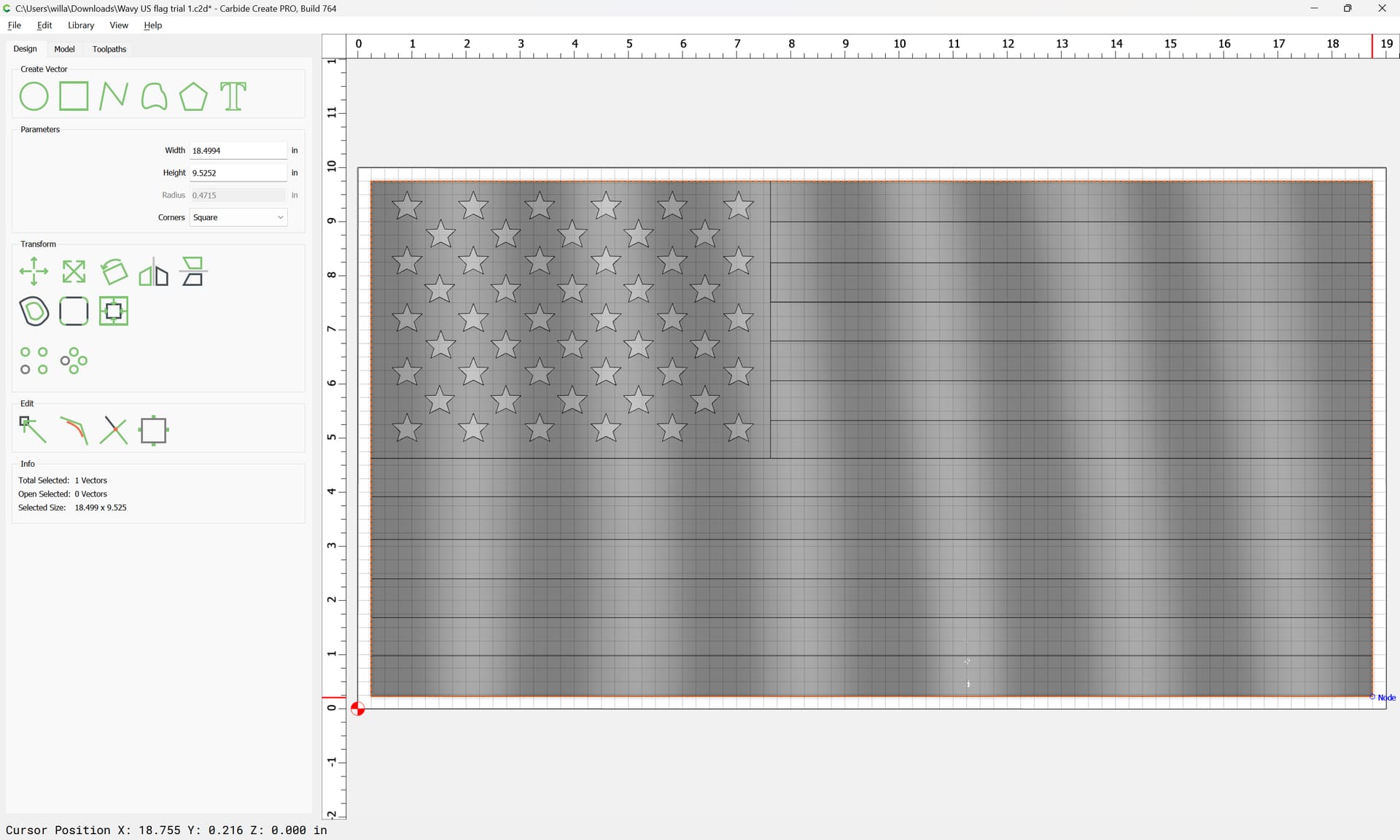
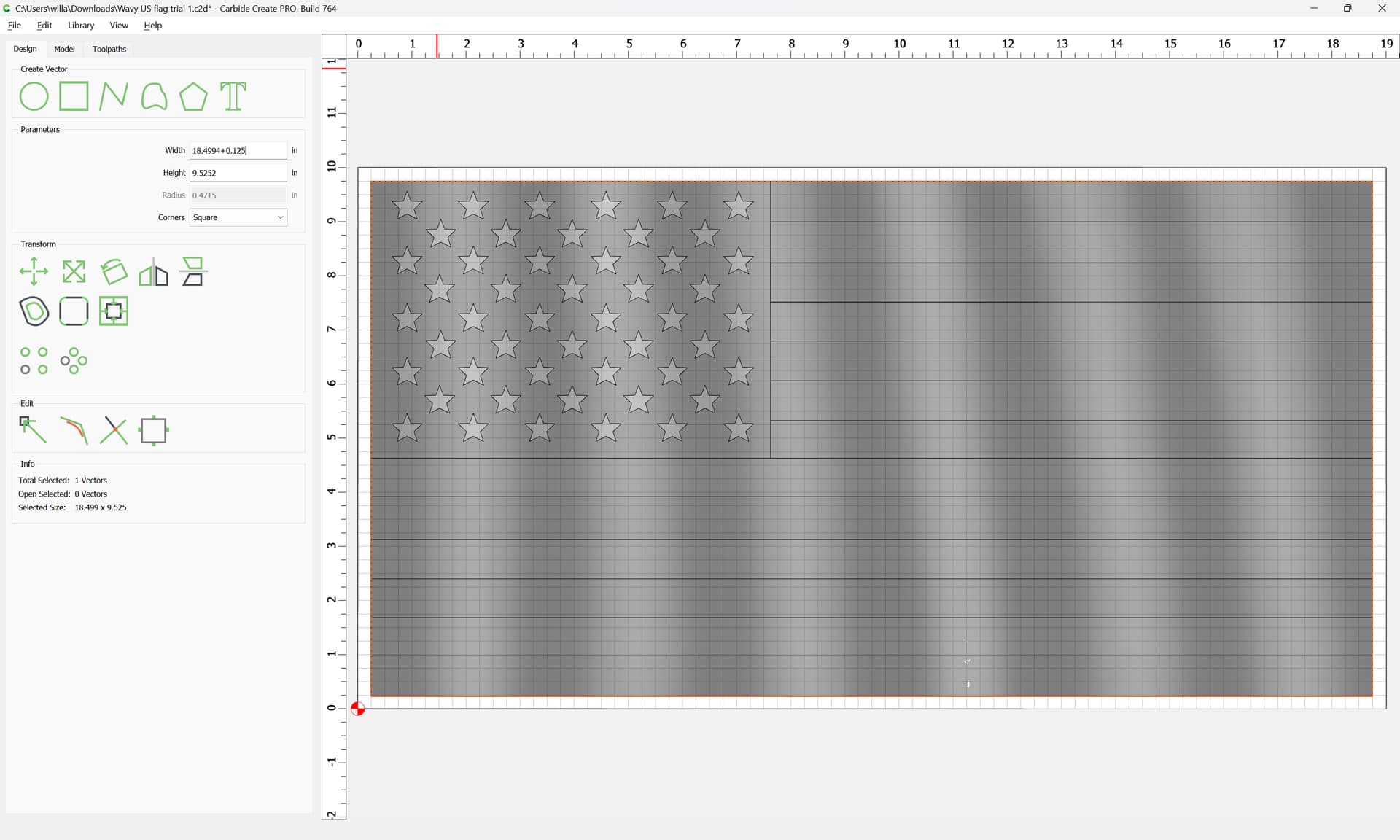
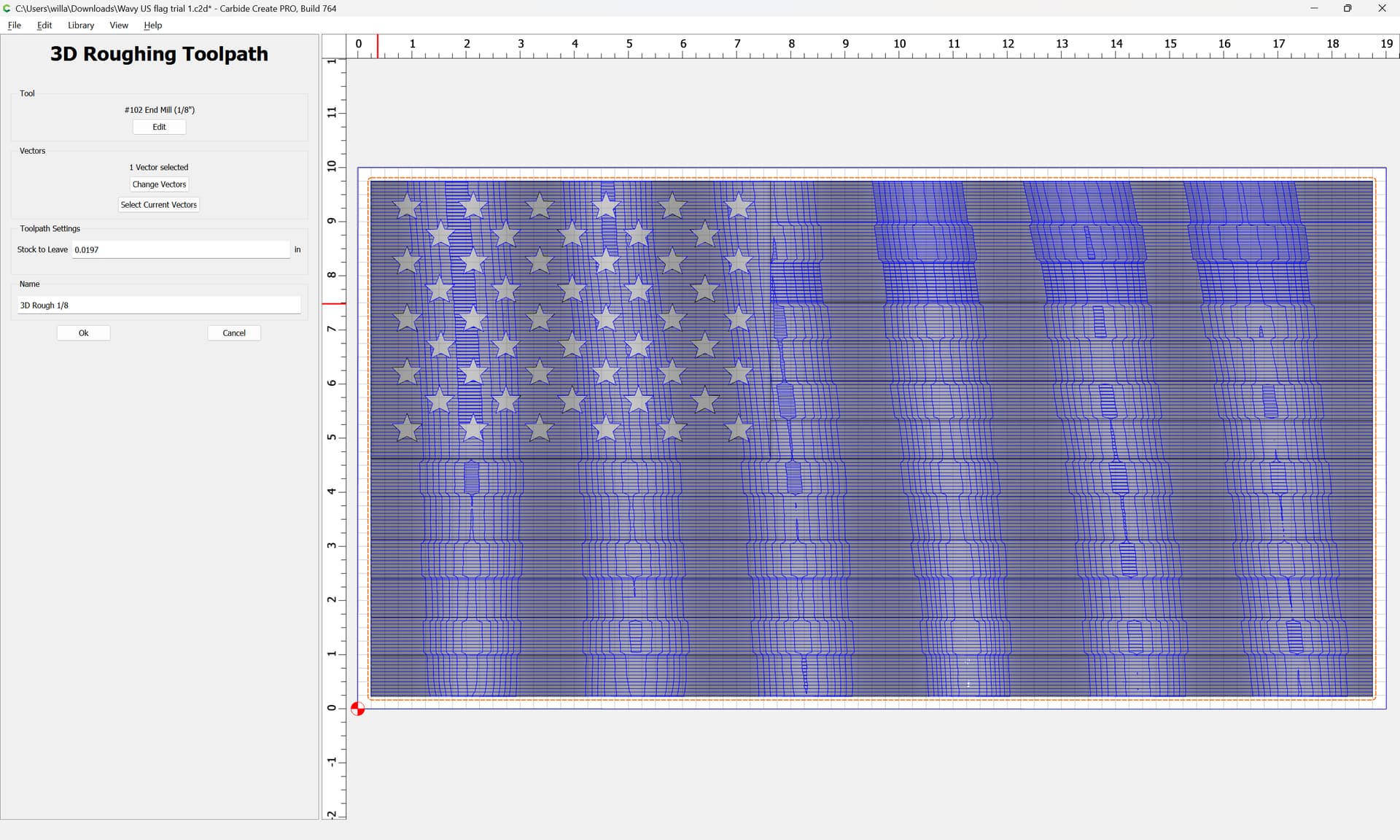
At a minimum you should offset by endmill diameter and cut as a pocket down to tab height or the penultimate pass.
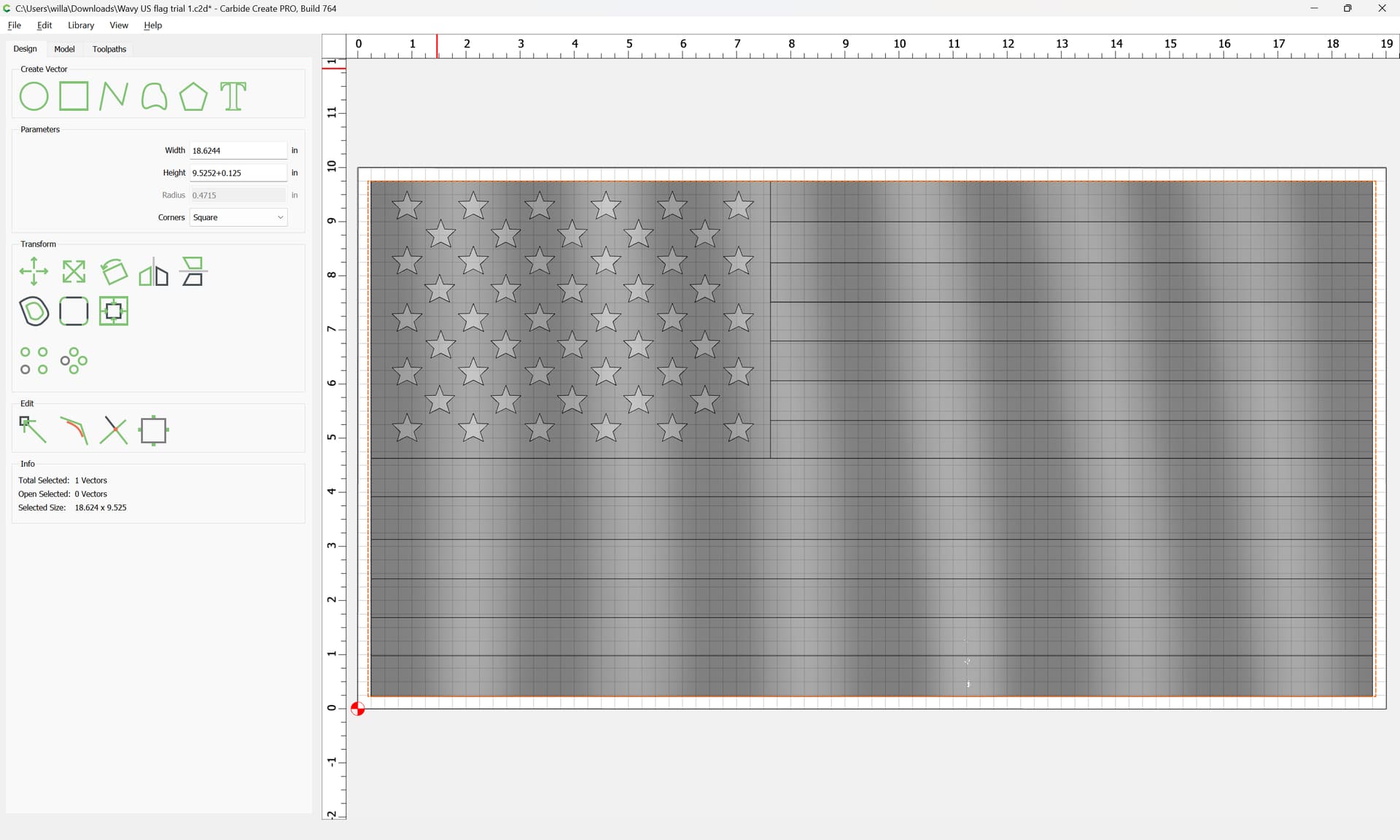
Where possible avoid slotting and add geometry and cut as a pocket
and/or
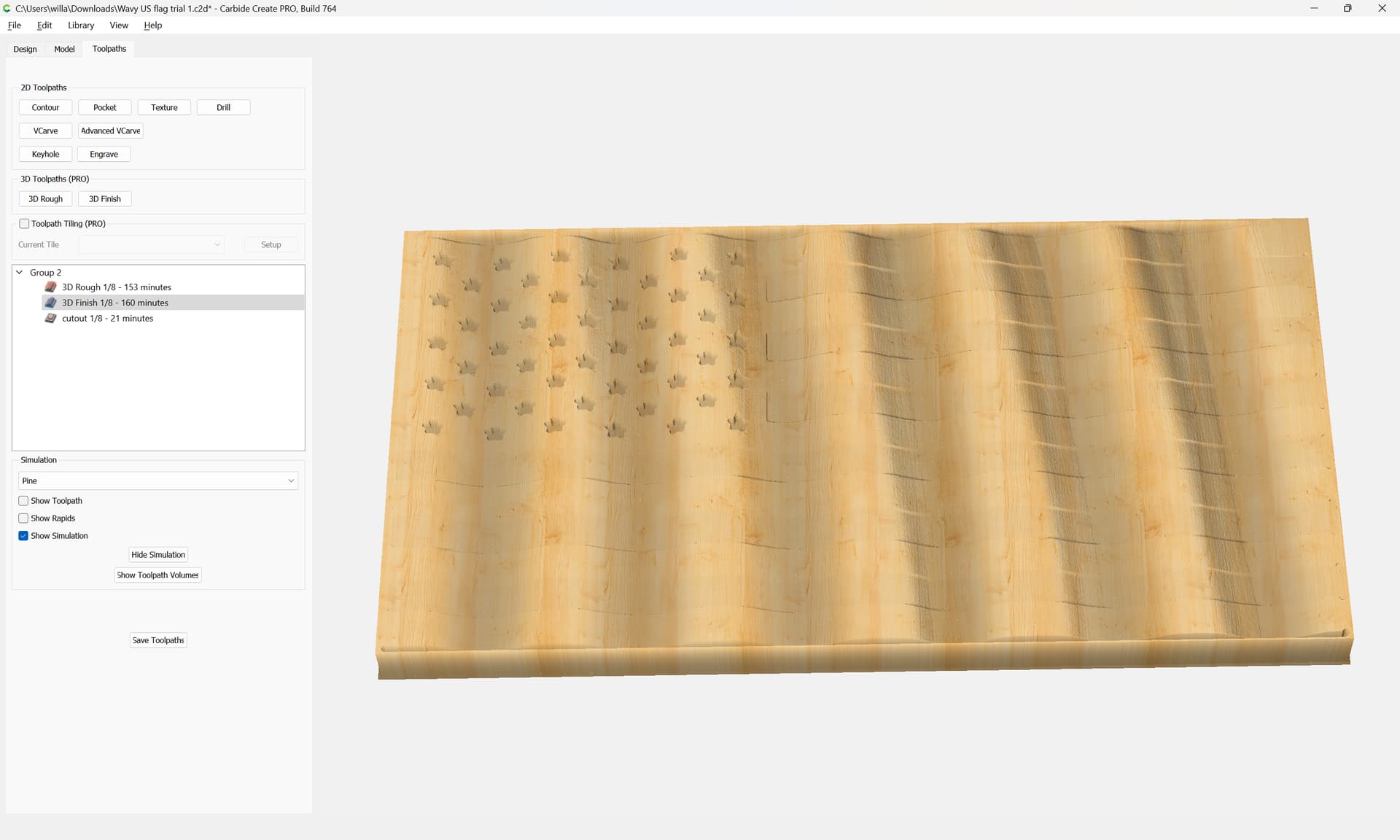
and consider leaving a roughing clearance and taking a finishing pass.