I am working on 3D carving and want to do it as fast as possible. I know how to test this, but first, I would like to know if anyone else has done this.
So SO 5 Pro with VFD. First rough cut with a tolerance of 0.015. Then fine cut Spetool TBN W01007 1/4 shank and 1mm diameter. And here with poplar, I got up to 100 ipm / 50 plunge rate, and with 19500 rpm, it worked fine. I am pretty sure they can go higher, but I stopped there.
Now I am going to use hard maple. It is definitely harder, but may someone have tested this combination?
That makes Hard Maple almost 3 times as hard as Poplar. It is hard to correlate F&S between the two but the highest on the scale is 4380 so by that comparison Poplar and Hard Maple are not that far apart. So if you have some scrap Hard Maple do a test with double the poplar settings and see what happens.
Setting F&S is always a trial and error type of experiment. I know from personal experience hard maple cuts very nicely with sharp tools. You can always increase up to 100% in CM while cutting your scrap to get to the edge and then back off maybe 20%.
Using a small bit like that on small features in hard maple, issues I found were;
Machining Maple makes me want pancakes
The resin can build up quite quickly on the cutter, I had to clean the bit with a tool cleaner fairly frequently to avoid it gumming up, heating and going blunt
Small features on the maple can be a bit brittle and I had to reduce the depth of cut in a few places to avoid chipping out the wood
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
I didn’t write that one and while it does work there are a lot of caveats with it. You can use this method for an inexact number where the grain structure, mineral content, etc. are similar.
If you are running into this then you are either using very wrong geometry tooling or more likely cutting way too slow for the geometry. We see the way too slow a lot. Keep in mind that to actually get the feed up you may have to reduce the pass depth depending on cutting forces, deflection etc. That makes it in some cases a trade off but is almost always worth it.
To the original question, it’s possible that none of this matters as much as it normally would as I’m assuming your stepover is 10% or under (typical for 3d carving). This is because when taking less than half the tool diameter as a stepover you run into chip thinning where you are actually taking less than the chipload you think you are. e.g. at 10% you need to cut around 1.66x and at 8% around 1.84x your intended feed to actually cut the chipload for your original feed.
So if we take a rule of thumb number for soft material like a 0.002" (0.051mm) chipload, at your 19500RPM, with a 2 flute cutter, that works out to 78IPM (1981mm/m). If we are then cutting at say the 8% stepover we should be cutting instead at 144IPM (3658mm/m) to actually cut that 0.002" (0.051mm) chip. That can often make it where you are limited by something other than the material with a decent tool. Again, that’s a rule of thumb number just to give an example.
Hope that’s useful. Let me know if there’s something I can help with.
Yeap. 3D carving with an 8% stepover
Could you please elaborate on coefficients 1.66 and 1.84?
Are these adjusted chiploads based on the formula I see in the “Shapeoko CNC A to C” book?
They come from a chip thinning calculation. I just used our calculator for it but you can find a lot of calculators, spreadsheets, and formulas for it online.
I would have to look at it again but I don’t believe that the Shapeoko book is accounting for it. Most guides don’t or address it as a separate issue. Will or Julien would know. (it is see below)
The real issue here is that all feeds and speeds are ultimately trying to get to chipload, it’s by far the most important cutting factor. This is due to multiple critical issues tied to it like heat, cutting forces, and minimum material chipload (cutting instead of rubbing, thinnest supported chip). Most guides for chipload end up addressing it without chip thinning for simplicity. The exceptions are usually unintentional and based on testing specific cutters and stepovers rather than hard chipload numbers.
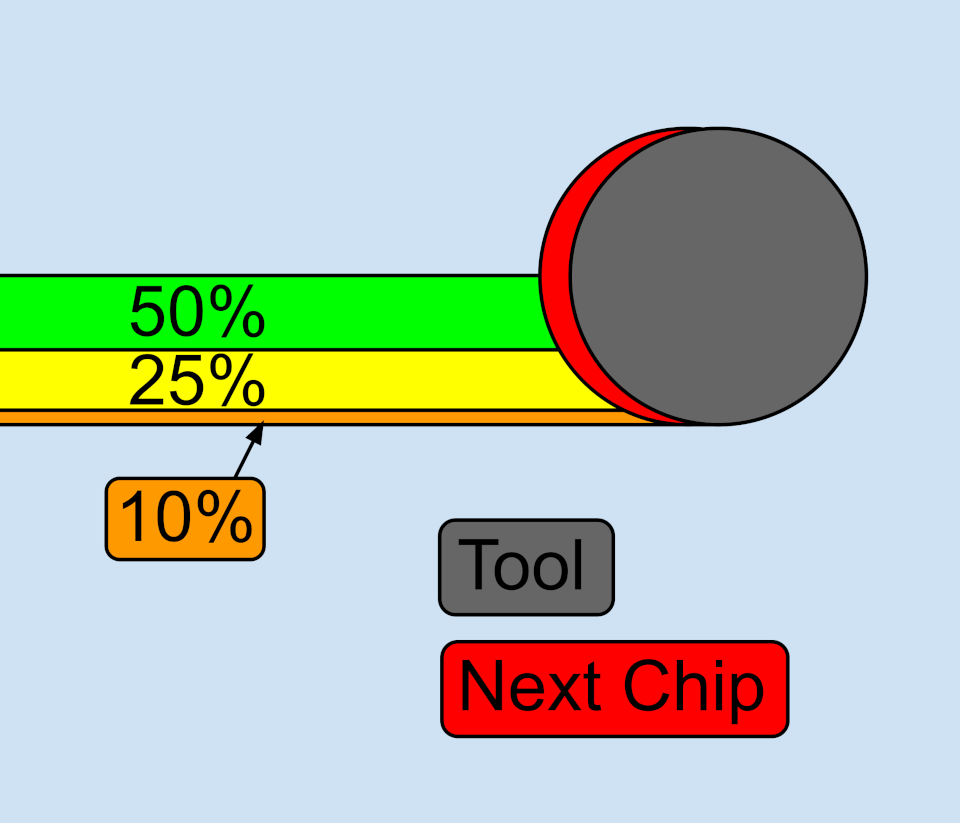
I quickly made the below to show the issue. Excuse the poor quality, I limit myself on these to a few minutes.
Short version, the grey circle is the tool looking down through it. The red is where the it will move in the next flute rotation, effectively your chipload. The colored bars are various stepover percentages. As you can see in the image the thickest part of the chip decreases in size the lower your stepover gets.
Hope that helps. If you want me to expanded on something here or go more into the deep dark hole of chipload, tool geometry, and/or how the cutting physically works let me know. Otherwise, I’m going to leave it here for now to prevent too much of a text wall.
I original took this as are the adjusted numbers I’m giving accounted for in the general chipload calculations in the book. The book has it’s own section with one of the calculations for chip thinning and an example of use. That’s a valid way of getting there… Although, I disagree with the minimum chipload listed under “Shapeoko chiploads guideline”. Unless you are using really small mills, extremely aggressive tools, or cutting metal I’d double that.