I do the groove last. Get the board done and make sure it has perfectly square corners. If the corners aren’t square then the board is effectively a parallelogram and the juice groove is a rectangle, and when you cut the groove it won’t be parallel to the edges of the board. I dimension cutting boards on my table saw because they are almost 2" thick. But you’re on the right track - if you can dimension it on the CNC and then cut the juice groove without removing the board, you’ll be assured that the board and juice groove line up perfectly.
As far as centering, I put a piece of tape in the middle of the board, then draw diagonals to mark dead center. Then I temporarily chuck a Vee bit and use it to zero X and Y. Then I chuck a 3/4" bowl bit and zero Z.
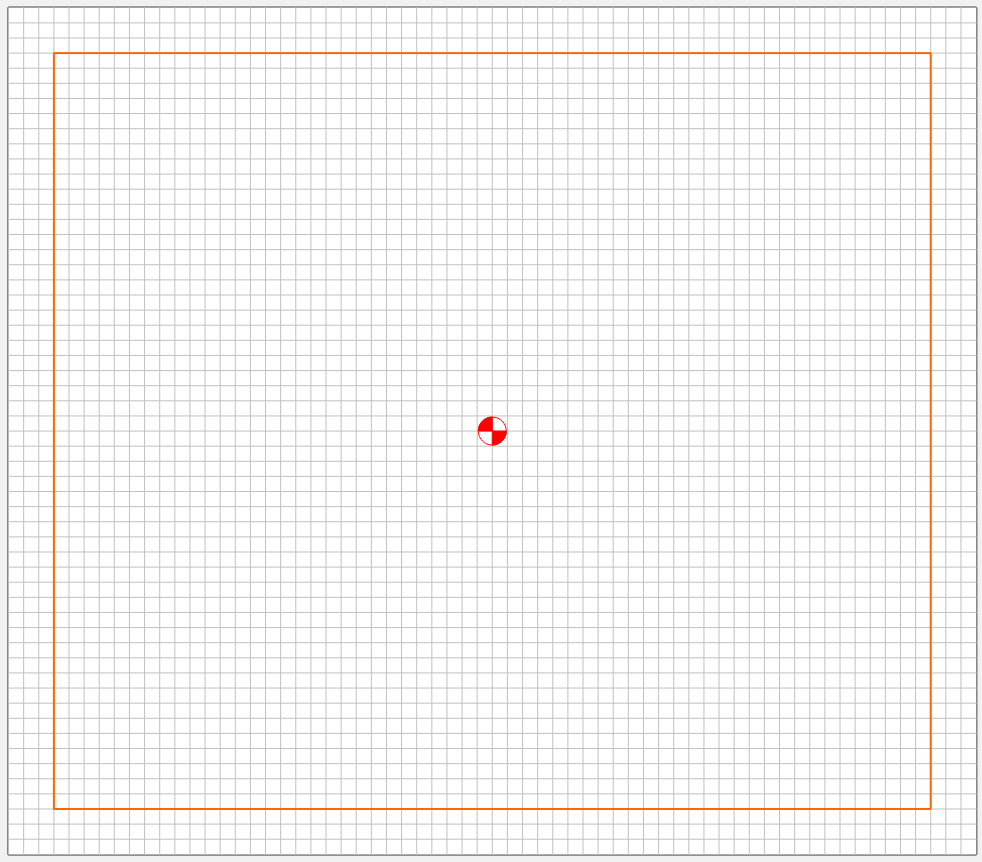
Draw a rectangle as a toolpath, centered on the board and 1.5" smaller than the board, leaving a toolpath 3/4" inside each edge:
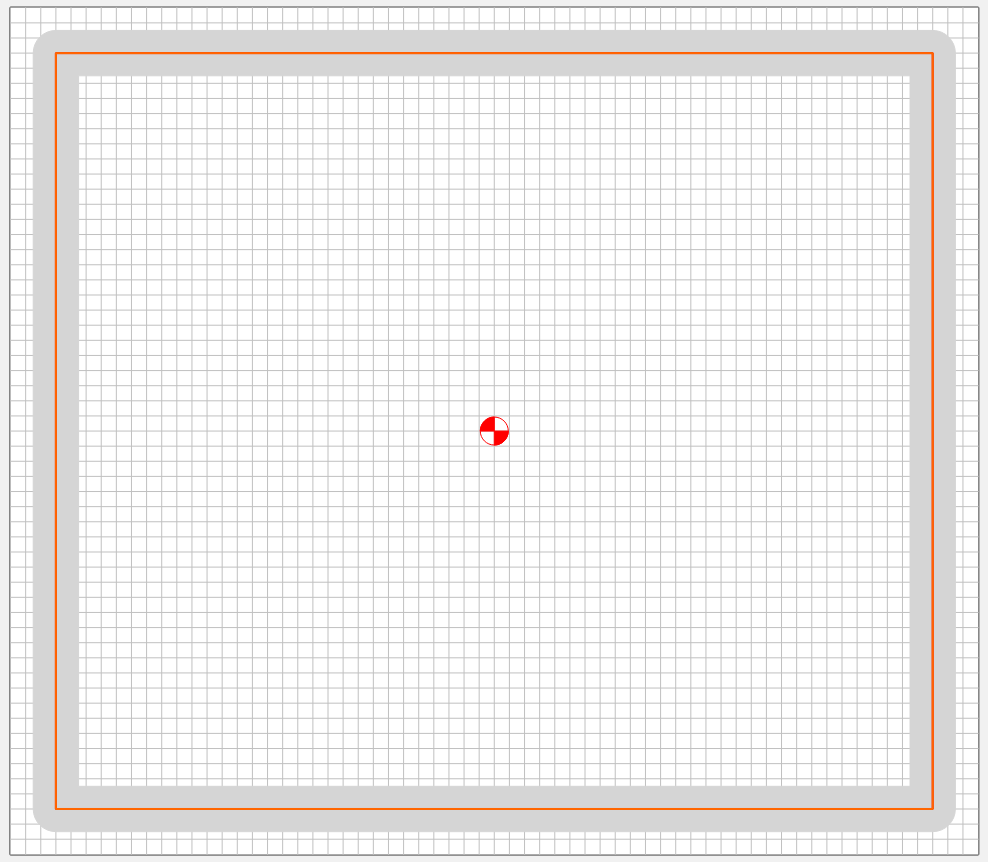
Then cut a contour (no offset) to follow the line:
The groove is 1/4" deep. End grain on hardwood is really “hard” so I used .02 DOC. Which means it makes 12 laps @.02 and a final lap/finishing pass at .01.
You need to make sure your board is held down in perfect alignment with X/Y of the machine (unless you do both the dimensioning and grooving on the CNC, in which case “close” alignment is good enough.)
I practiced the groove on some test/scrap endgrain that I made from cutoffs before I cranked up the nerve to do the real thing. Good thing too, because in my first test on the thick “test” board, my retract height was too high, the stock Z hit the top, lost steps and came down on a rampage, drilling for China. So for thick boards, make sure you don’t run afoul of this…