Another Update for today!
It sounds like everyone is pretty interested (and pleasantly surprised) that the machines comes pre-sub-assembled.
We had a few emails over the weekend asking, out of curiosity more than anything, why. Figured this is as good a place as any to explain the decision, and talk about what it means for your kit.
It became clear to us over the last 12 months of shipping the standard machine that assembly was the most difficult part of getting up to speed with the machine.
As we worked through the design, looking at ways to make it easier to assemble, we kept making small modification, most of which involved preventing one from having to handle a nut and a screw at the same time. By the time we finished, almost every static hole had been filled with a PEM nut, and all of the M5 hex nuts had been removed from the design.
We changed the way the z-axis is tensioned, by slotting the bottom bearing, instead of the motor mount. This provides enough space for one to pull down on the belt assembly with the proper amount of weight (about 20lbs) to tension the belt perfectly.
Speaking of belts, we also changed the belt clip to be more like our original (unreleased design) that used a single M5 PEM nut instead of the 2x M3x16mm BHCS. The single screw design has proven to be SIGNIFICANTLY easier to manage than the old design - and we’re really happy we made the change - if you had to tension your belts the old way, you will be too!
By the time we finished with the revisions, we thought the carriages were so easy to assemble that we might as well assemble them before shipping. This way we could go the full distance and ensure that everything has been installed correctly, and no parts (fasteners) are missing from your kit. I
So what does this all mean?
Basically, your machine is getting delivered to you 90% assembled. You’re going to save your time and energy assembling, and instead get to apply it directly to using the machine.
We are really excited about the changes, and we can’t wait to hear from everyone about their experience putting the new designs together.
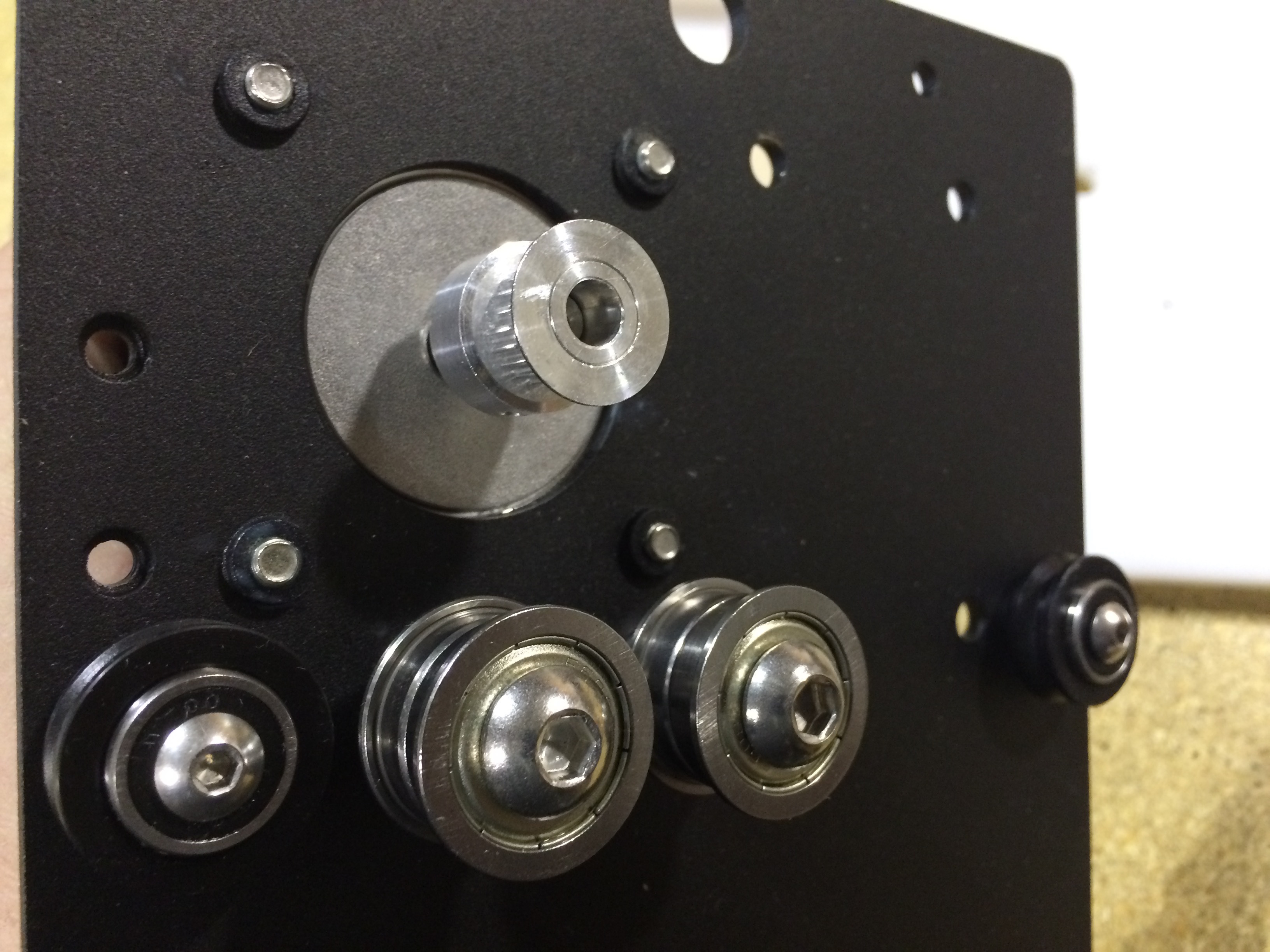
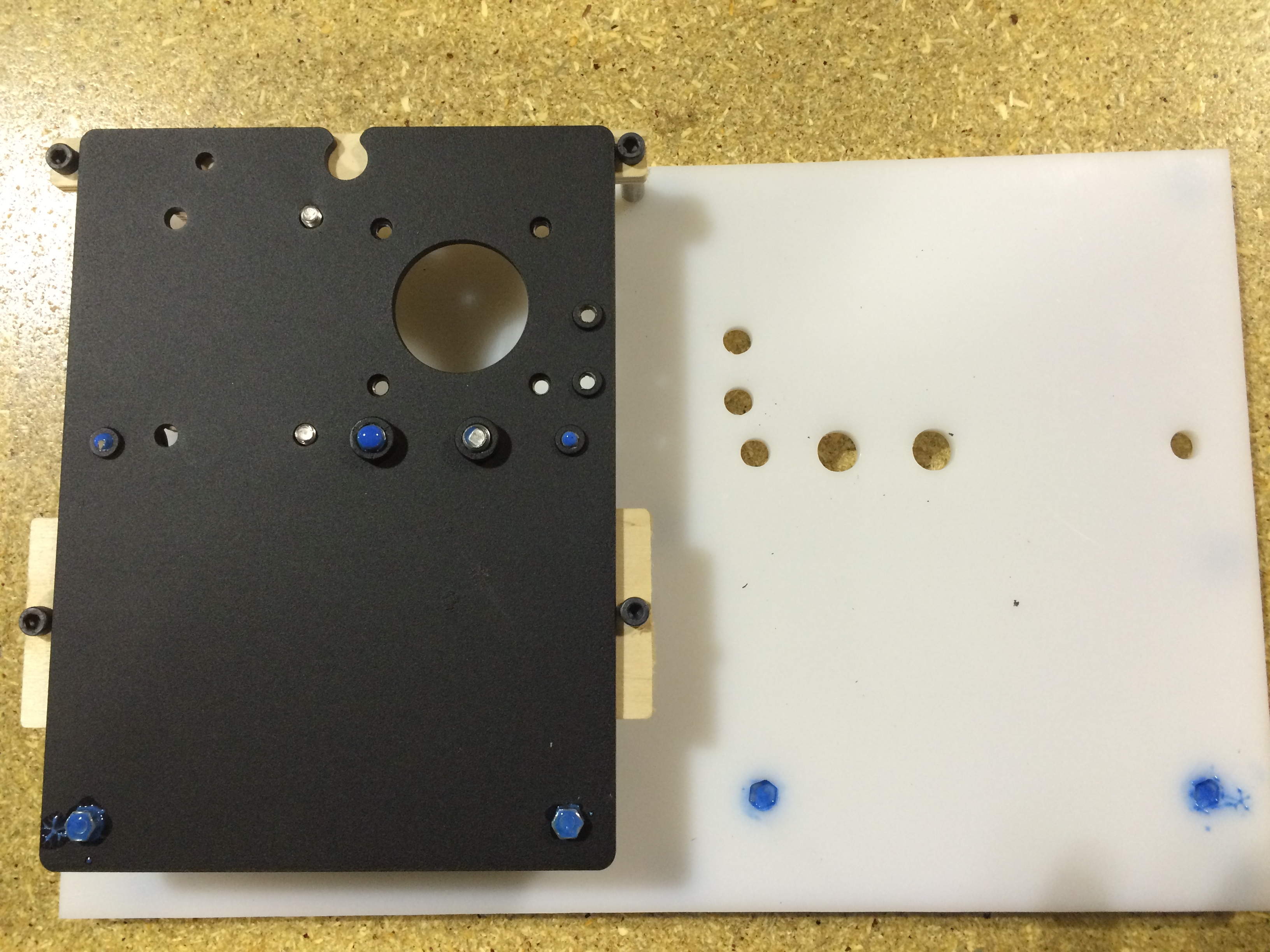
Here are a few more pictures of the pre-assembled plates, in their various stages of production:
(we install the pulley at exactly the right spacing to ensure its aligned with your pulleys)
(all of the hardware is threadlocked to prevent vibration from winning)
(we assemble the vwheels, then use a precision shim between the wheel and the plate, to ensure everything is in line)
I’ll post another update tomorrow. We should have some pictures of machines shipping!