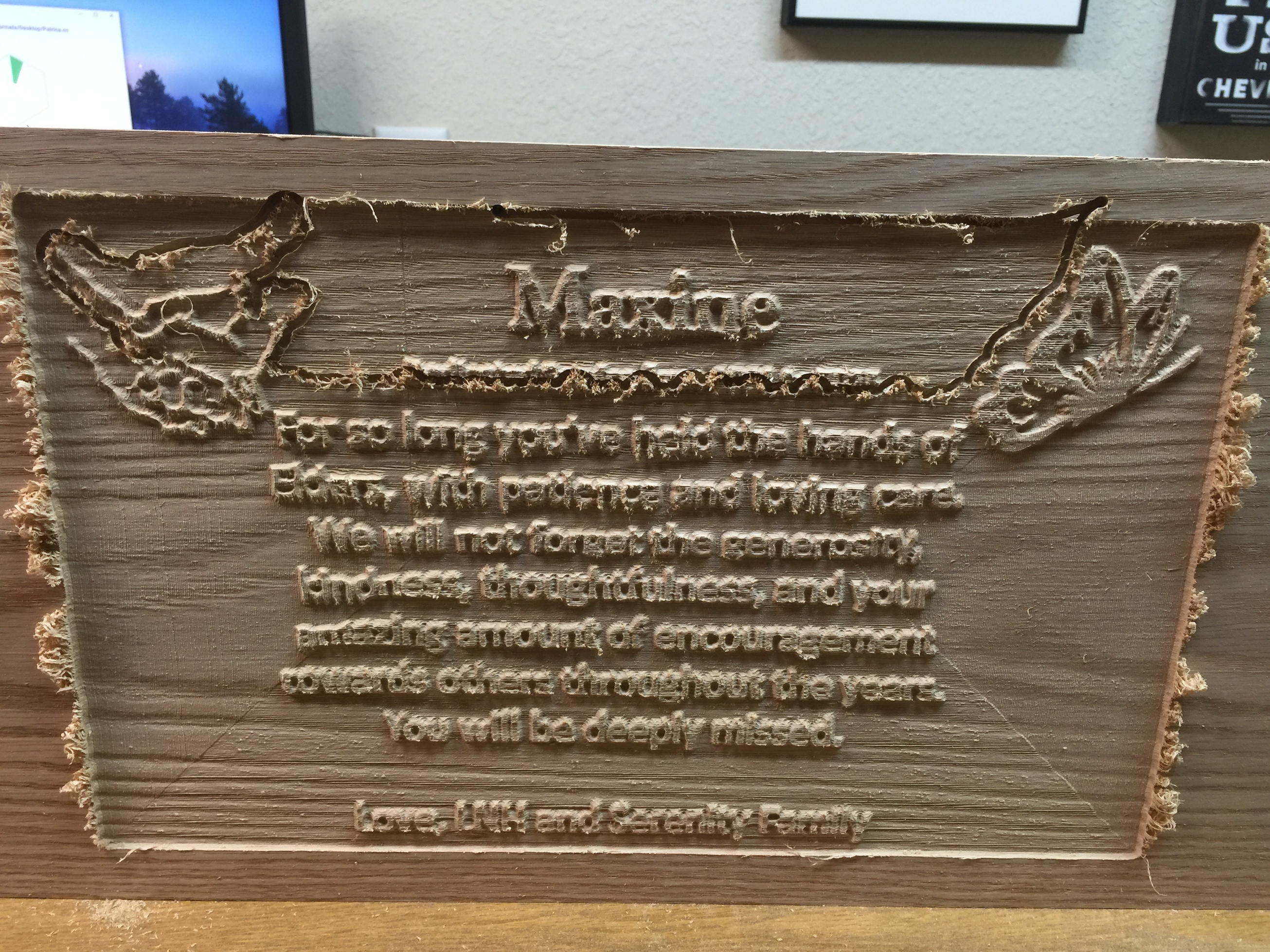
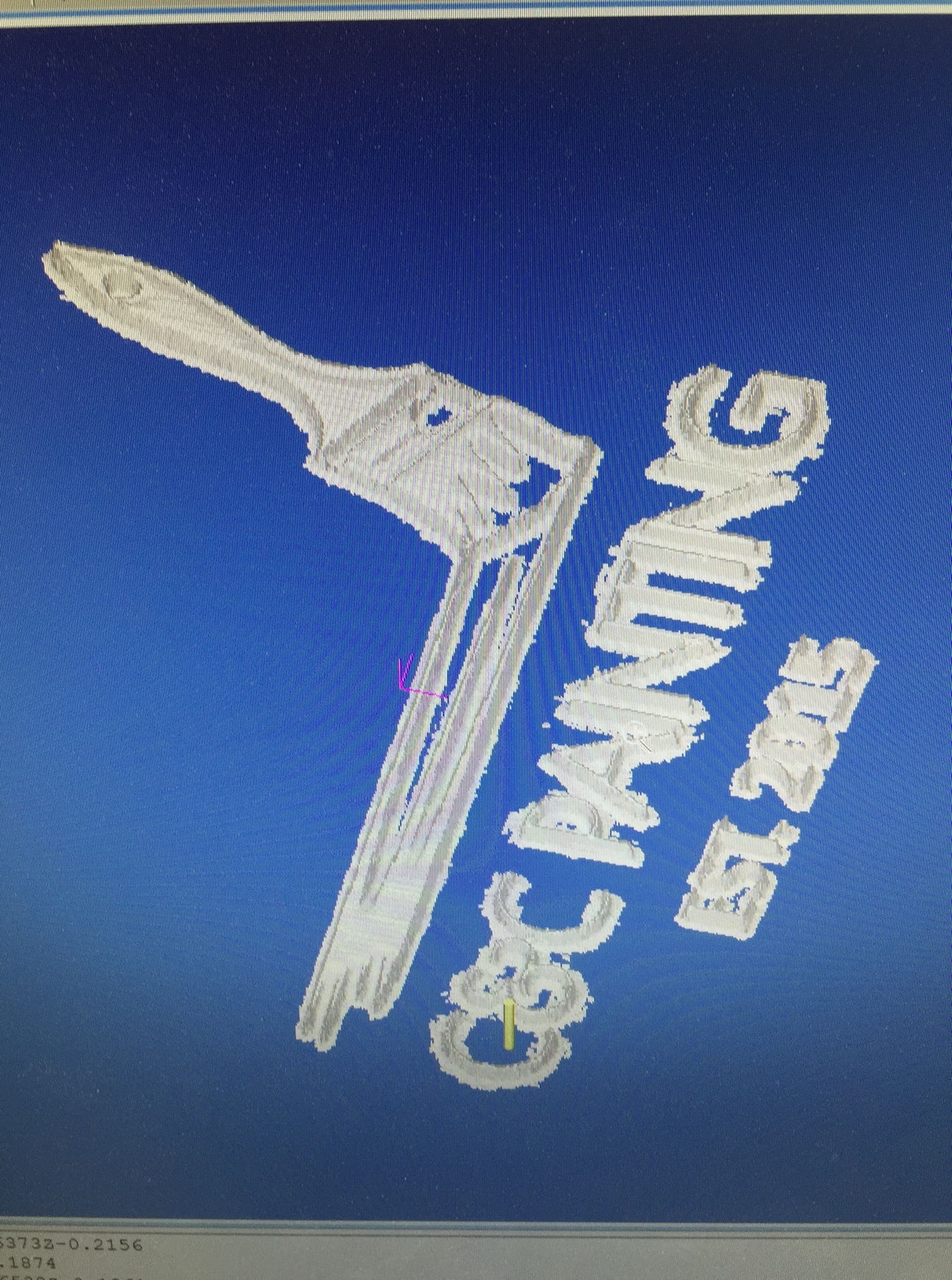
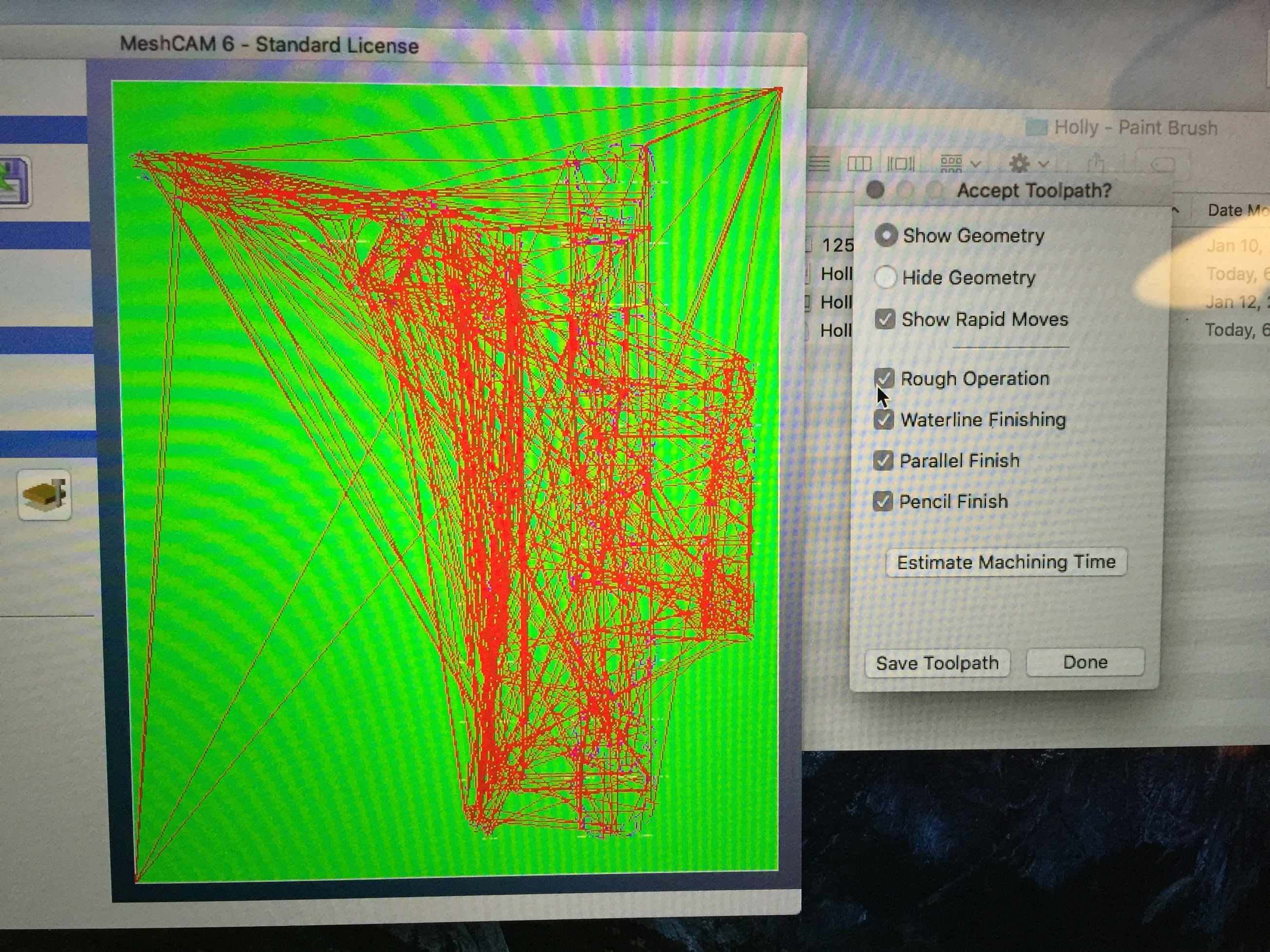
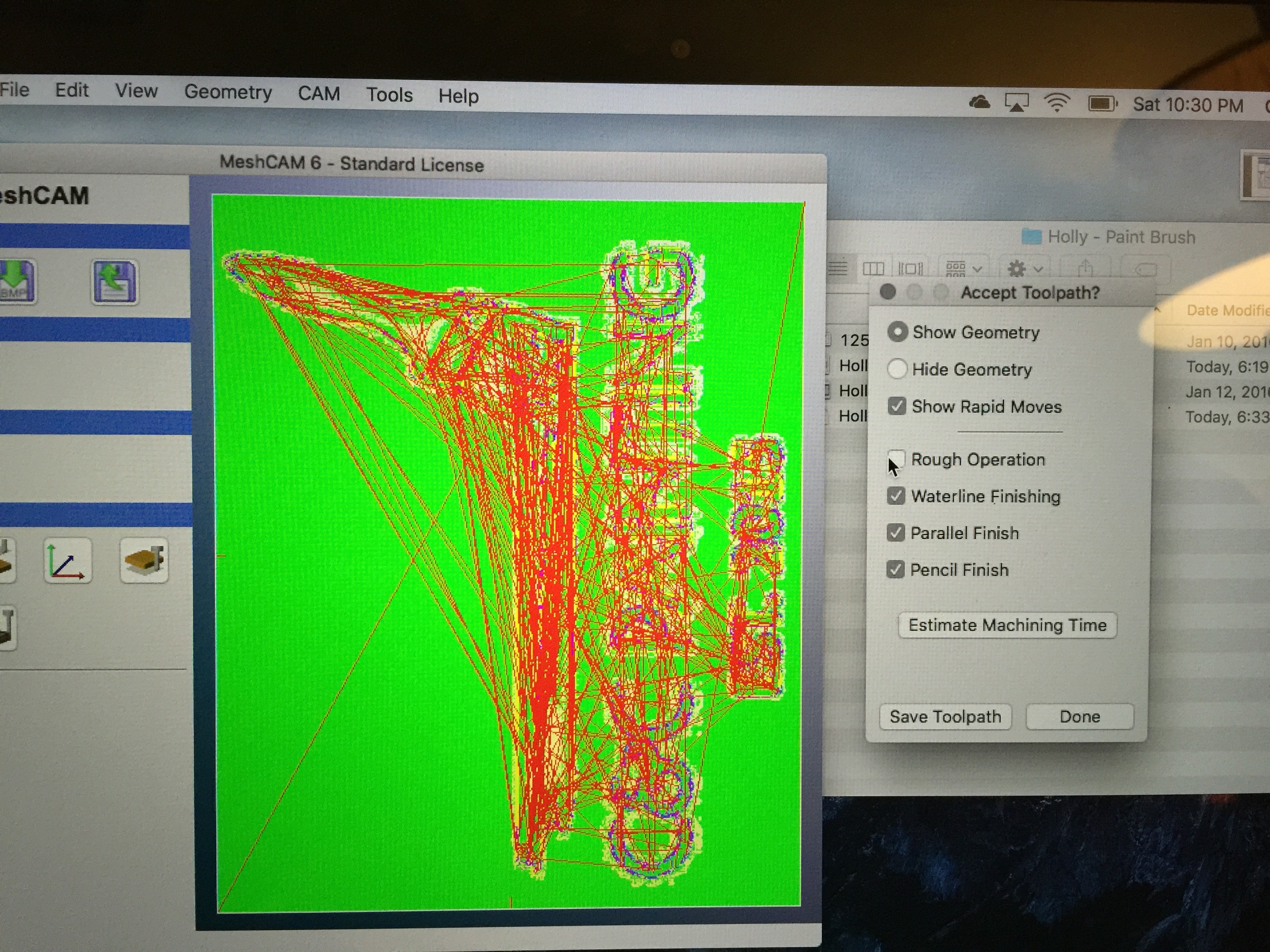
I’ve been having problem with my last few cuts and here’s how it goes. I import the image in MeshCam, create the g code and import into Cutview to ensure quality. Cutview shows everything looking correct and aligned with the image.
Basically the first pass is if one but the second pass is about a half inch off which throws off the rest of the image. A couple nights ago, it hit one of the clamps and all heck broke loose.
I’m wondering why Cutview is showing the correct cut but on the second pass there is a mis alignment. Anyone have the same problem?
I’m sure I’m doing it all wrong with the setting but it’s been working pretty well until four cuts again. Something happened and I just don’t know what to do to fix it.
I need to think on this a bit but clearly there are questionable settings. I’ll point out some things now and fill in more as I have some time to think.
A) Your Tolerance should be 0.0001".
Yes, this take longer to compute but results in better G code.
B) One usually roughs with a square end end mill.
C) Your roughing stepover is much smaller than it needs to be. use 0.0625"
D) Your plunges are WAY TOO FAST.
In general they are ~1/4 of the feed rate. End mills are generally 4 times less efficient plunging than cutting.
E) If you roughing rate is 75 IPM, your finish rates should be SLOWER not faster.
I would finish at 35 IPM or slower. Plunge of 10 IPM.
F) The 150 IPM faster than the Nomad likes to go. I try to keep it less than 100 IPM.
I guess I should have mentioned I have Shapeoko 3. Still the same settings?
AH! That is important.
Much of what I said is still true - tolerance, stepover, much too fast plunges, square end end mill, feeds for finish are too fast.
Over stepping the machine or pushing it too hard into the material is one potential reason for what you’re seeing.
The G code itself would be correctly generated and so Cutview will look correct… but the physics of the real world would not work out right. If the steppers loose there place, all bets are off…
While there are issues with your settings, if you’ve got a new build there may be SO3 specific initialization settings that aren’t quite right.
Remember, these low end machines have no sensors — they don’t know where they are, they work by being very conservative about feed rates so that they have a high confidence of a given stepper rotation resulting in a given movement (imagine a blind man walking who doesn’t notice that there’s a headwind and winds up short of the doorway he expected to be at).
@CopperTopWoodShop, I’ll add that your roughing depth seems very large. You are using a .125" cutter with a .100" stepdown. The first path around each successive roughing level, you are making a full-width cut with a depth almost equal to the diameter of the cutter. That might be causing you to lose steps on the X or Y axis.
Thanks @Randy! I was so busy with the other settings I missed that.
In general, the depth per pass should be no more than the end mill diameter divided by 2 (D/2). Yes, certain exceptions apply (soft materials (e.g. wax)).
The Nomad is a bit low of horsepower and torque so with hardwood I would recommend a depth per pass of 0.04" @75 IPM for roughing.
Remember to keep your plunge rates to ~1/4 the feed rate.