Hi, I am trying to machine some soft iron/ soft magnetic alloys as core for electromagnets. Does anyone have experience with this on the Nomad3 or any recommendations on setting and cutter? I know it will be difficult but I am wondering if it can be done!
Could be possible? This was shown on the previous gen Nomad (883 pro), so new Nomad should be doubly capable (higher rpm).

Reading this blog:
Cast iron is typically much easier to machine than steel . The graphite structure in cast iron breaks away more easily, and in a more uniform manner. Harder irons, such as white iron , are much more difficult to machine due to their brittleness.
So…maybe? @RichCournoyer might be able to offer some insight as well?
3 Likes
Yes, cast iron cuts a little easier than steel (Soft Cast Iron…there some HARD stuff out there)…Always follows the SFM limits of your cutter…or the cutter will last minutes…rather than hours (or days).
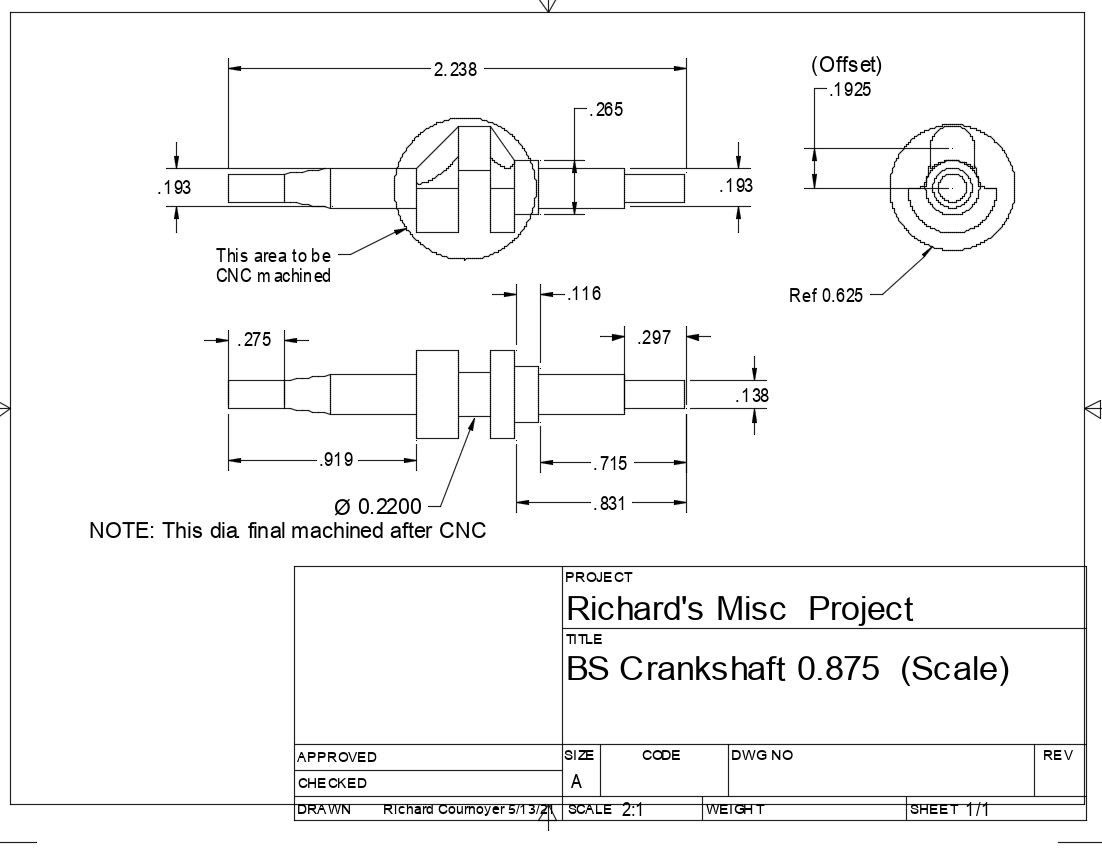
Right now I am making some 1/5th scale crankshafts out of O1 Tool steel. Cuts nice, but I need long cutters and the ones I have are too large…which means I am outside of the cutter’s SFM recommendations. So it eats a cutter (doesn’t matter if its a $25 or $2 cutter) each 1/2 part… They (crankshafts) will be finish turned on a lathe.
BUT I built an end mill sharpener several years ago, so I just resharpen the end mill, and it’s as good as new…
Pre and Post rough (It’s still needs one more roughing oper, milling the slot between the balance weights)

The infamous End Mill (BIT) Sharpener:

The Sketch:
5 Likes
Cast Iron dust is some REALLY messy stuff! (And is quite abrasive to the machine, so clean clean clean)
4 Likes
Thanks for all the great comments! So I am guessing I will have to install some kind of vacuum system to get all the dust out. Otherwise what are the cutters you are using on the nomad? Are the coated ones from Carbide3D just fine? Also coolant is obviously not really possible buy I read some post recommending it and others not. Any advice?
The Carbide3D cutters are ZrN coated, which is primarily intended for nonferrous metals. For iron you want AlTiN, TiCN, TiN or TiAlN. Or just plain uncoated carbide.
I actually recall seeing someone who made a little dish on the bed so the part could be submerged, can’t find it right now though…
And even if flood isn’t possible, there are other ways.
2 Likes
No to the vacuum system. Just do a thorough cleaning and wipe down when you are done. (and no air blast).
Cutters: Coatings are not necessary for cast iron, and in fact will not help. (I like these for cutting Steels): HQMaster CNC Router Bits 3.175 Router Bit 1/8 End Mill from Amazon (Jungle Place) at $1.50 Ea.(Yes, you read that correctly) in a pack of 10. In steels, they cut just as well as the Carbide3D #102Z cutter. IF your design allows for a 1/8" cutter.
Coolant: I do recommend the WD40 (or similar) drip can system. I am using Sta-Lube SL2512 Soluble Oil (From the Jungle Place) at a 10:1 ration, in the WD40 Drip can for cutting steels (any). Cool cutters last longer (fact)
3 Likes
I think this was a youtube video for machining copper breadboards
@RichCournoyer has some posts here from, I believe a few years ago, showing how to set up a bath for milling.
Search for the Stainless Steel Watch. Thanks Griff
3 Likes
Yep it was this video. He submerges the pcb in an oil bath. Pretty clever.
He explains the fixture at ~15:30

3 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.