Hello - I have great expectations on the accuracy of the Nomad 3 after having seen quite a few of Winstons video.
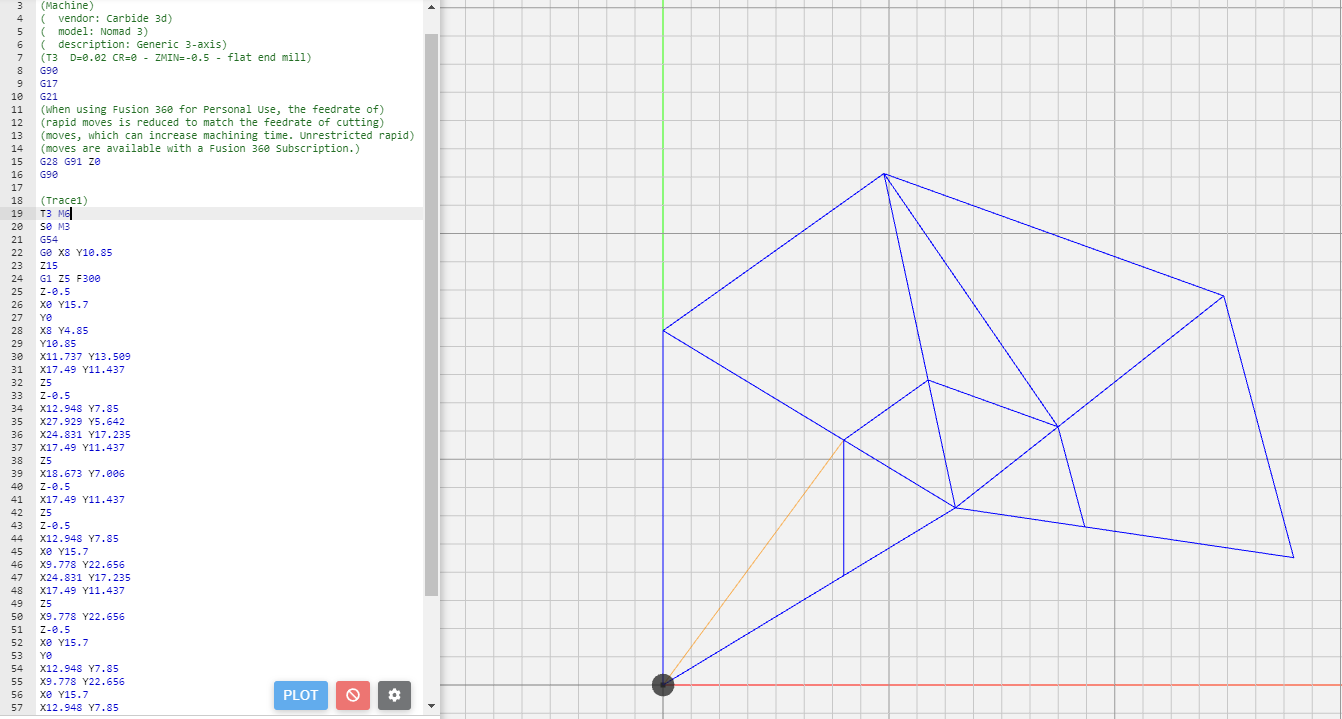
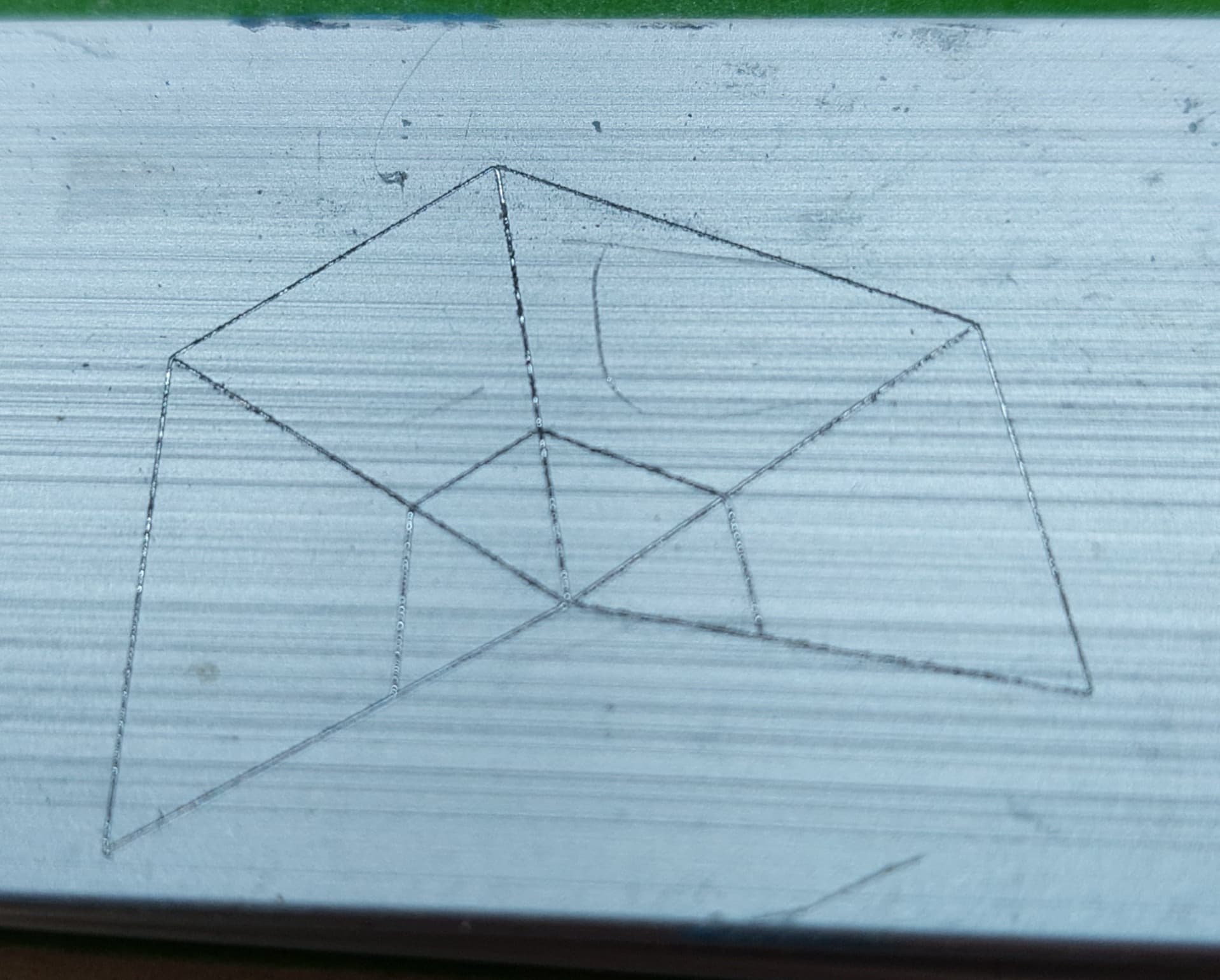
I am trying to engrave a using a Dragbit and F360 (although similar issues with VCarve) to trace the path of a sketch (or DXF in the case of VCarve). The dimensions are roughly 30mmx20mm, soft aluminium.
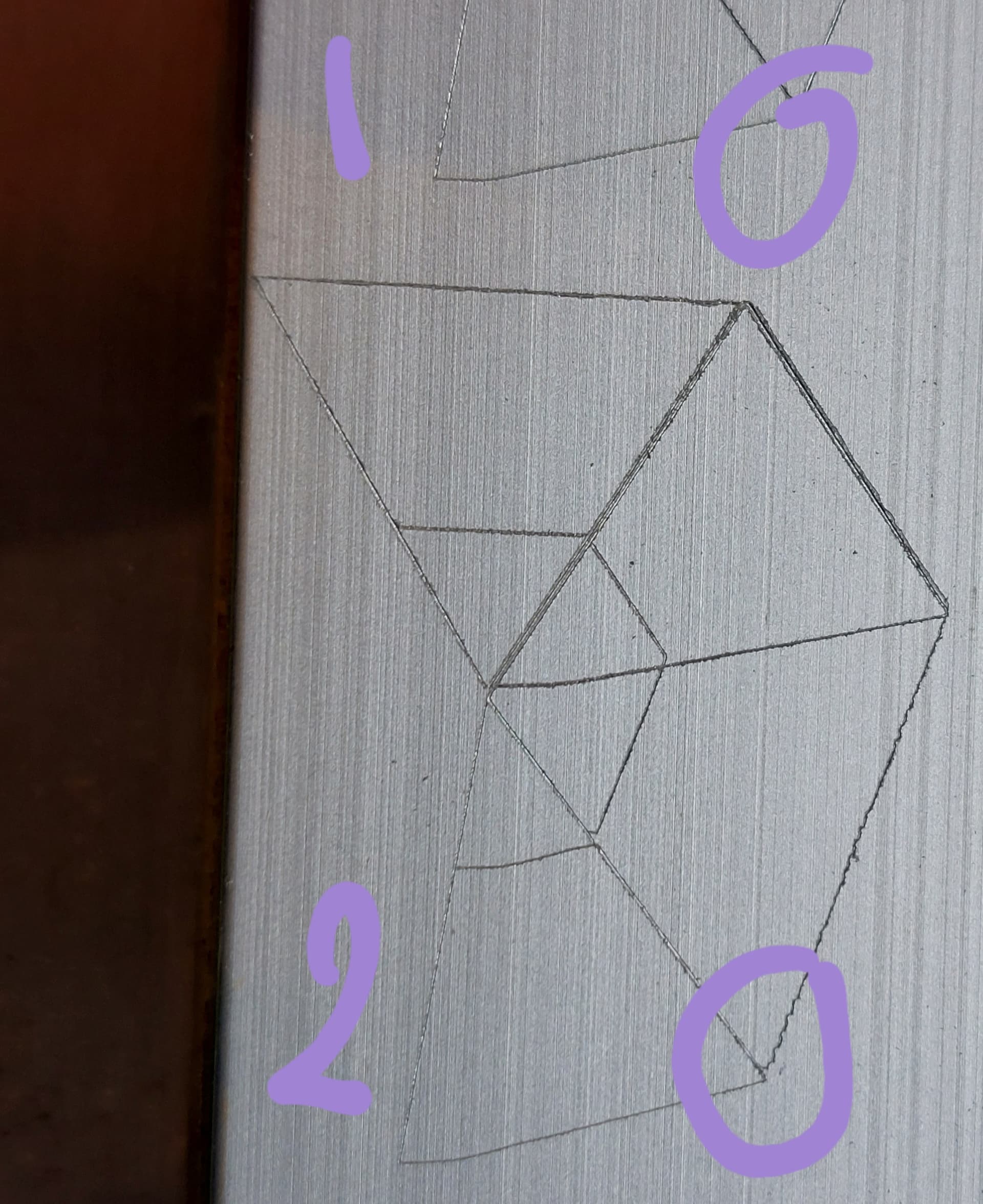
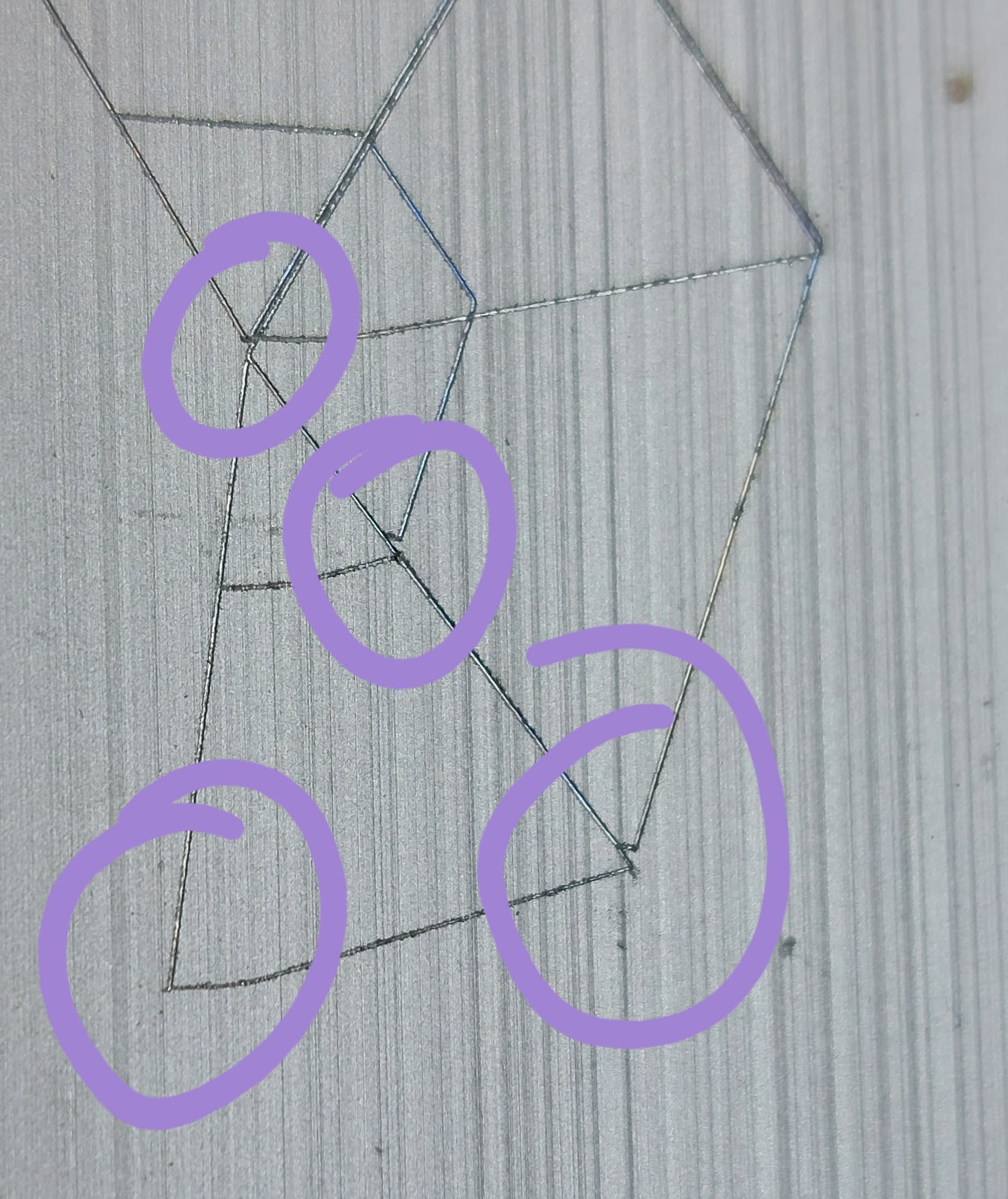
In the picture above (by way of example of many I have) I have stepped the “feedrate” down to 100 mm/min (in case I was getting whiplash). Why am I getting lines that do not join (see circles) and why do I get a line that wavers (purple circle).
I have had this issue for a while but have suffered it thus - but now I am getting frustrated.
Very un-Nomad-y pictures indeed…
Do you feel any slop in either the moving part of the drag bit itself, or the spindle ?
Do you get the same defects when using a vbit on the surface of wood ?
When I waggle the collet but I hear a rattle. I’ll video it in a bit.
The test run have run the bit differently so I would expect the deviations to be in different places if it was a wobble in the spindle as the bit gets dragged along.
I have just run the same carbide create file (except with GRBL post processor) on a bigger machine that I have (48" x 32"). Nice and sharp. What can I do to make the Nomad 3 work as I think it should?
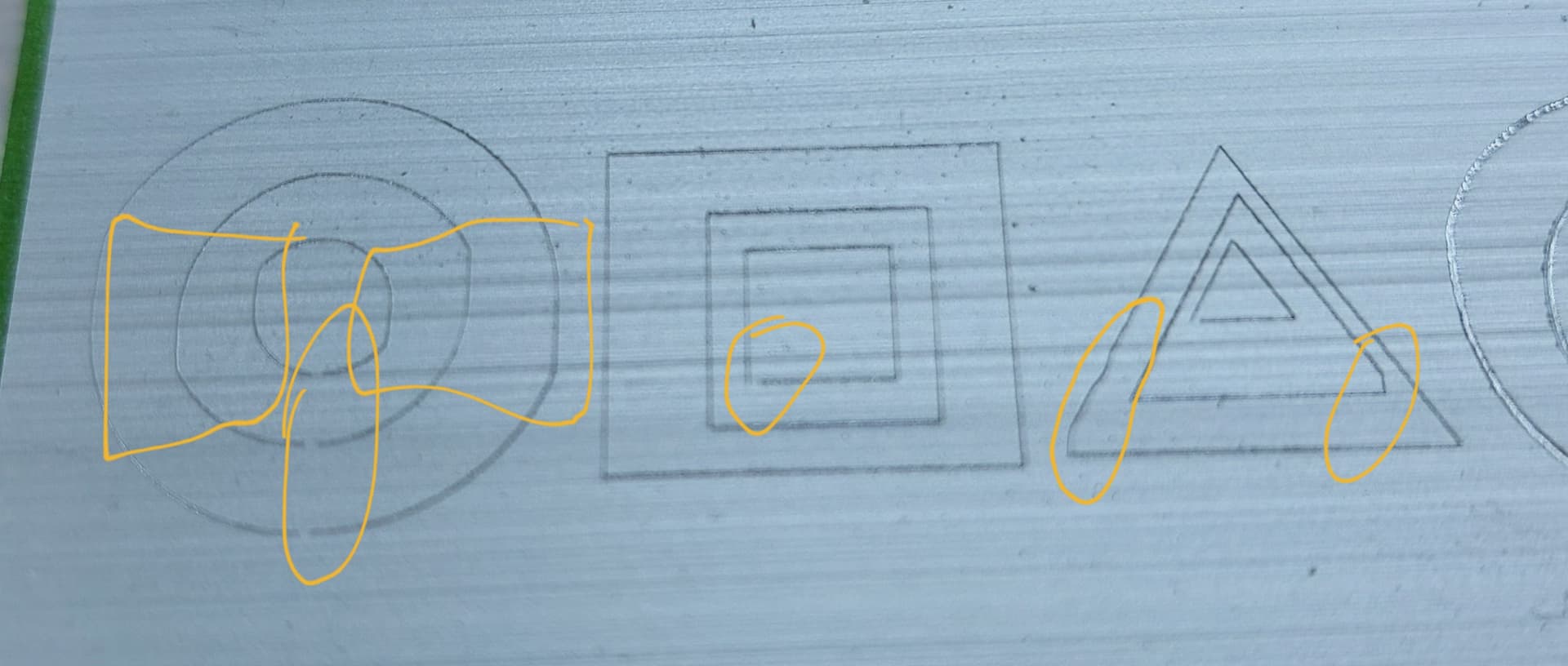
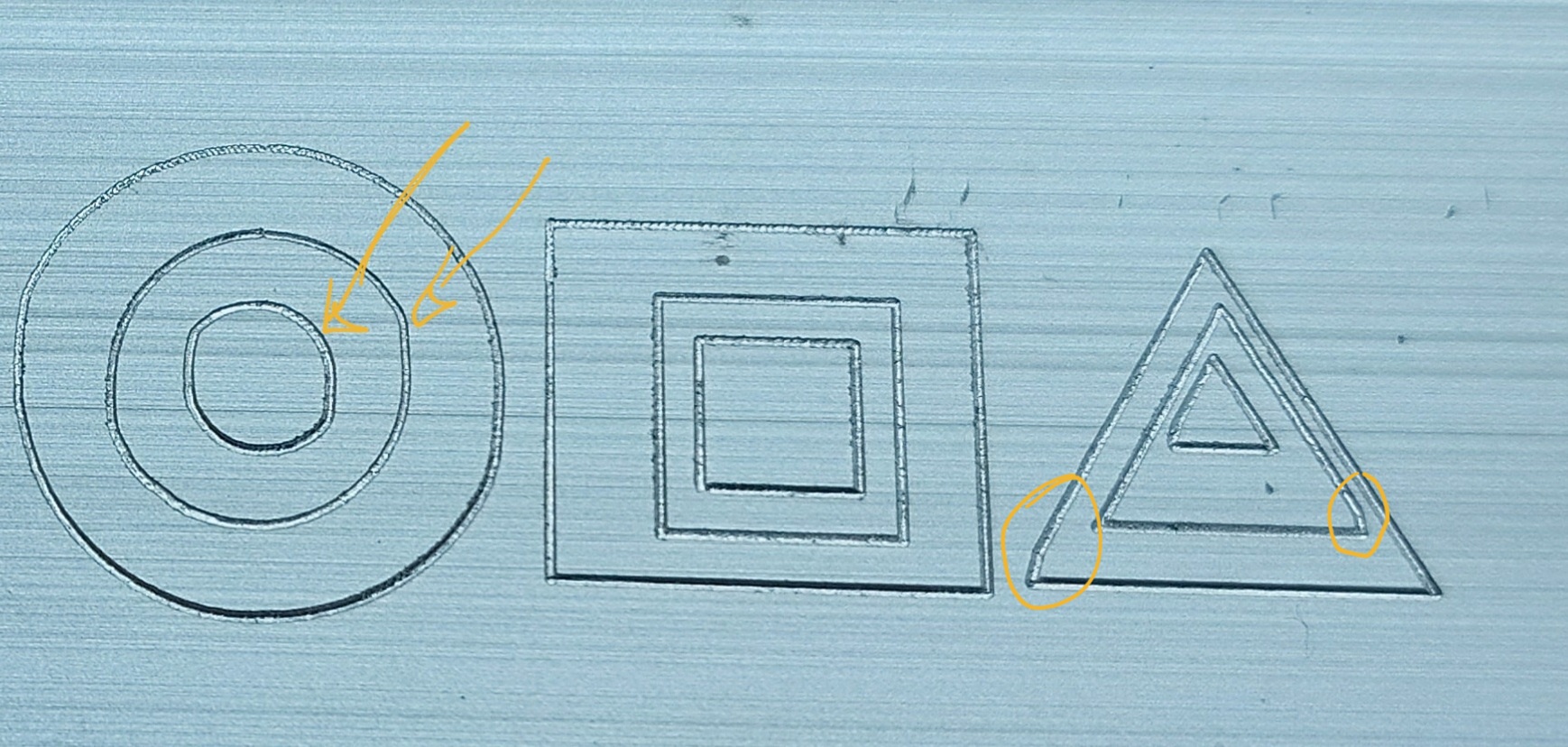
@Julien as suggested nomad with MC Etcher and 501 engraver across simple circles, squares and triangles.For scale diameter of largest circle is 16mm so not much distance over which to deviate. Issue areas are marker on photos:
I don’t have a Nomad to compare but I would not expect it to do that (thing from the video)
Does the body of the spindle itself have any wiggle ?
Just thinking out loud about tests you could do to confirm that it’s something wrong with the spindle/bearings: if you had a way to attach a precision pen to the spindle casing, and repeat those tests, and they turned out ok, it would definitely incriminate the spindle bearings. It’s not a super easy test to do correctly (i.e. without any play in the pen attachement itself…) but maybe worth trying while you wait for the answer from support.
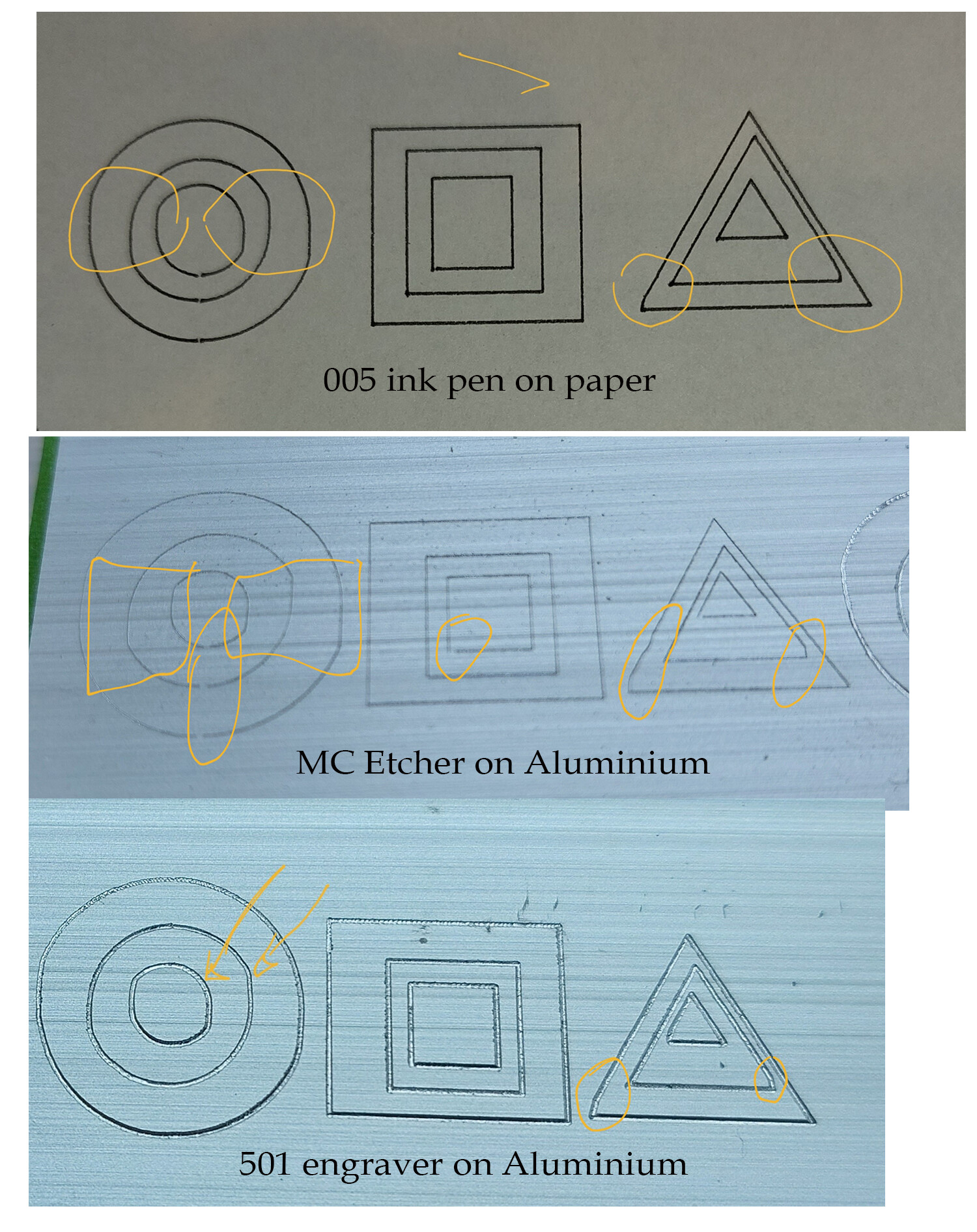
I have done pen (005) on paper (regular photocopy paper). I hot glue gunned the pen to the spindle block. Everything else is the same as the Aluminium.
I have attached the paper output alongside the dragbit and 501 versions posted above.
Pen/Paper: square looks ok (but the aluminium versions weren’t far off) - bottom left lines not meeting (see smallest square). The circle continues to behave strangely on the “vertical” sections - sort of flattened, circles dont join up. Still have the wobble at the ends of the triangles.
Generally speaking, the circles/square/triangles don’t look as bad as the etch I was trying to do originally.
Overall performance is poorer than when I use my big CNC (example above) which is not right
Those circles do look ugly, so it’s not (or not just) the spindle. I’m out of ideas…
When manually jogging the machine around the work area, do you see/hear/feel anything not smooth in the axis movement ? Did you inspect the couplers on the ballscrews, looking for anything loose/any wiggle anywhere ?
Is there a service manual? I’m wary about uncoupling anything without instruction.
It has not been a heavily used machine for various reasons.
In hindsight, I think it may have always struggled. I was probably naive as to what to expect. It wasn’t until I got a much bigger machine that performed with greater accuracy that I became disappointed with my Nomad.
(1) tried to move the table back/forward by hand - no movement
(2) tried to move spindle left/right by had and had some play - see the video. Is this expected? I figure not as the table is solid. How do I correct? I’ve heard nothing from Carbide3d support since emailing them and getting the auto-message back 4 days ago. “…We will do our best to respond to your ticket within 3-4 hours M-F during business hours (7 am - 3:30 pm PST) and within 6-8 hours Saturday and Sunday.”