So not forgotten pro tram request above - will do it next, but this afternoon i had a day of getting into a Engineering mindset.
By that i mean, no longer is it ok for me to be wasting time of things that can be avoided, and one such bugbear is tool libraries in Fusion 360 and Gwiz - (CncCoockbook Feeds and speed calculator)
I have a laptop / desk PC/ Shapeoko3 PC / office PC. Up until a few hours ago they all had different versions of my tools on them, and it was driving me mad, so i did some research on how best to avoid this, without any addins / special software i now have everything in one place.
So now i have a central Fusion360 Tool Library that now feeds Gwiz and all machines are exactly the same. If you don’t use F360 / Gwiz this will be noise to you so sorry about that come back in a bit for the Pro Tram Guide 
For the rest of you welcome to the Class of 2020 Sherpa’s central tool library cloud based Gwiz wiz bang course (course name under review)
OK so first we need to start up Fusion 360 and enable cloud library. you should be greeted with (below) once loaded.
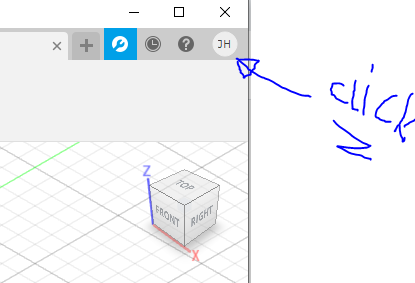
then click you name initials in the bubble and select preferences.
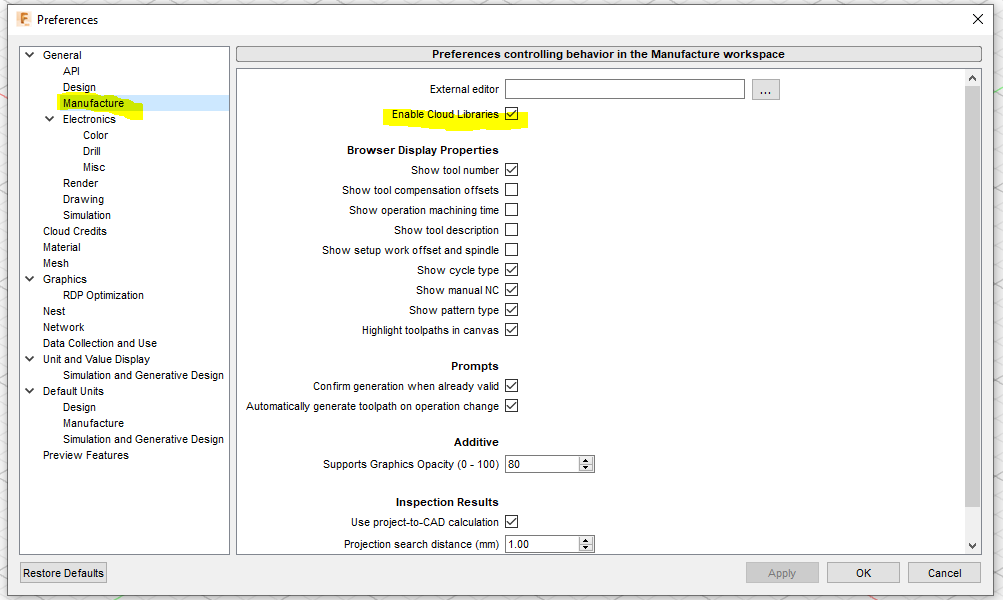
Within preferences click “Manufacturing” then find “Enable Cloud Libraries”
Congratulations you are now halfway through the process and have cloud capabilities - for those who are like cloud what? just think of the cloud as a personal servant who carries the toolbox virtually everywhere you go with Fusion 360!
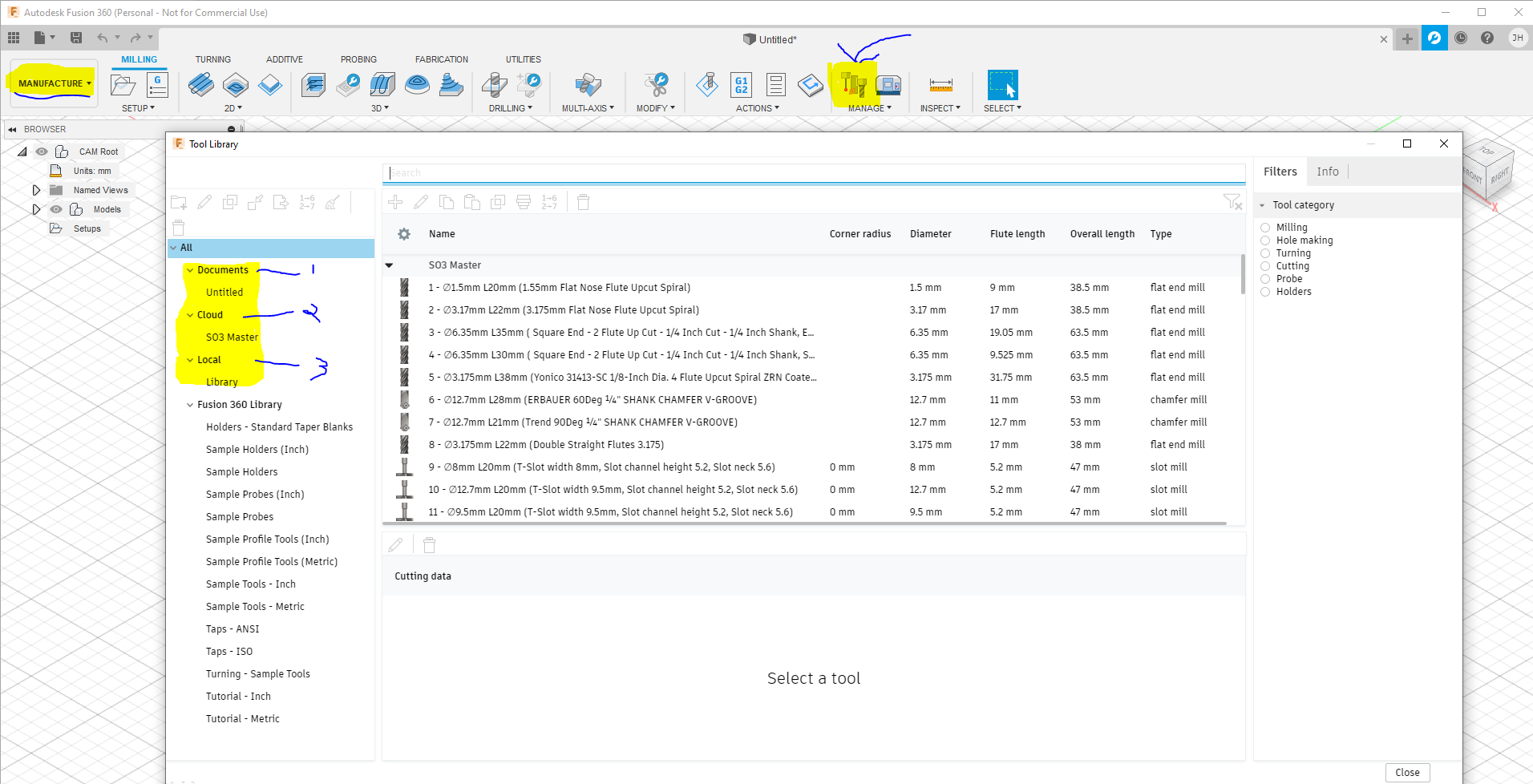
So now head over the the manufacturing area, select the manage tool library from the ribbon, and you will get your tool library up, but now you will notice something new.
-
This is the End Mils you have added to the document (these are added when you add the toolpaths in CAM / Manufacturing)
-
NEW and shiny Cloud Tool Library - i have one already setup SO3 Master this would be blank for you
-
Local - this is the tool library that you have local to that machine / laptop etc. NOT Shared in Fusion 360
So if you have a tool library set up on your local machine that you wish to use as the master then it is simple to import export, or you can start a new one.
In this example mine is C3D test. First I export it, to do so simply right click the library you want then export to desktop for ease of access, enter the name to export it as and save.
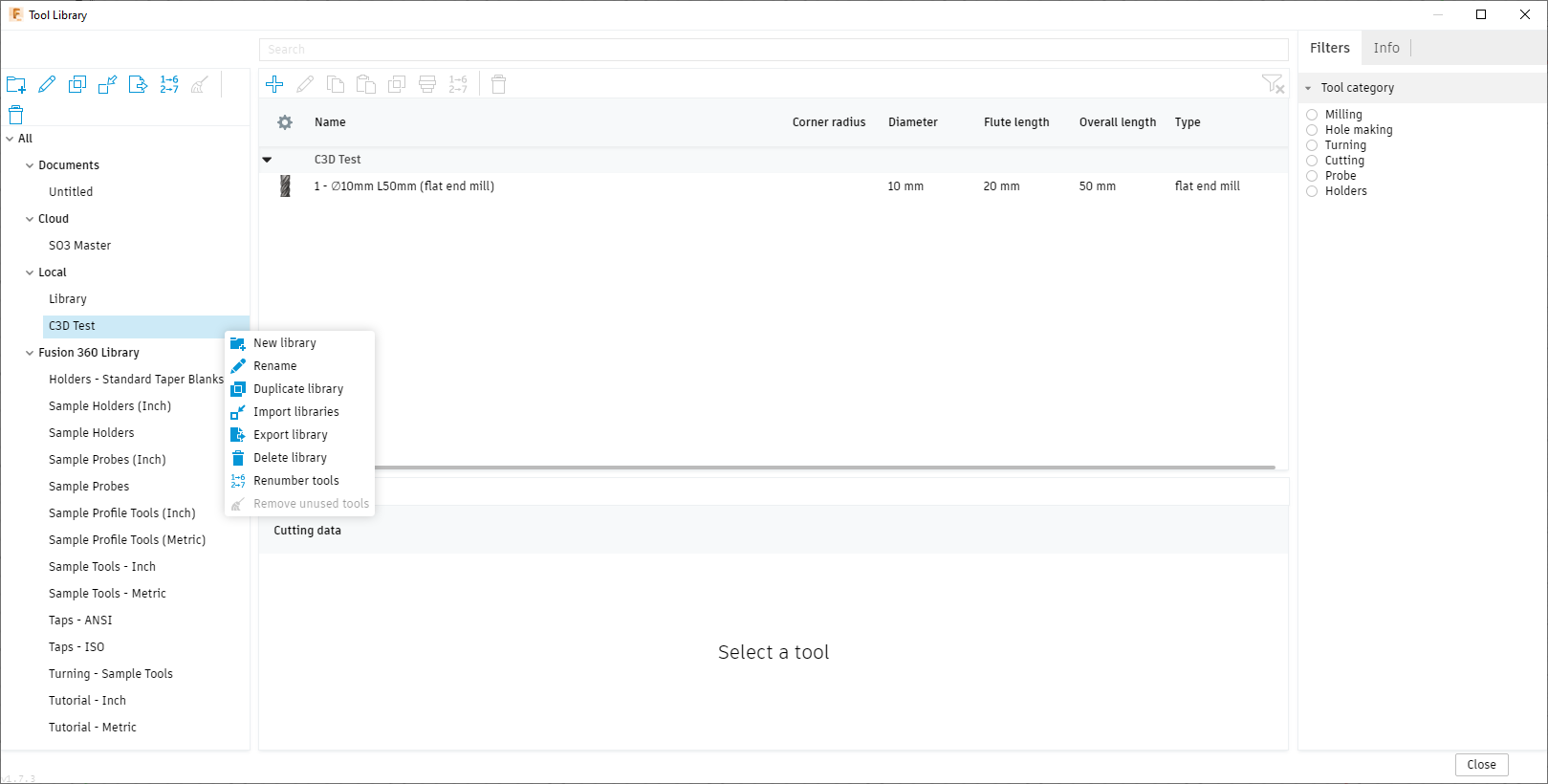
Then to enable this as a cloud Library simply do the same but import, again right click on cloud browse to where you saved the file and import and you will then see your new Cloud Library
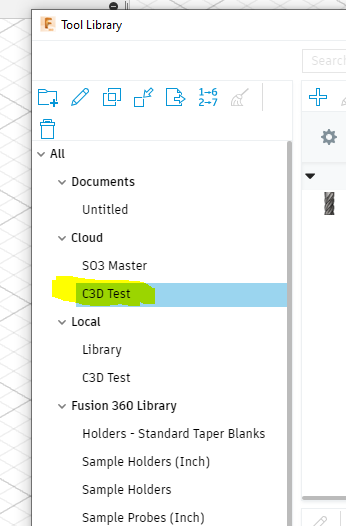
and you are good to go, every time you log into Fusion 360 you will have access to this cloud library on any machine anywhere!! - pretty cool!
Now the best bit (for me at least) is how do we unify this so that Gwiz has same library (tool crib), and that is dead simple too. Once you have completed and signed off the new cloud library as being final, you can then export from Fusion and import as a tool crib in Gwiz.
to do this, again right click on the cloud library you wish to use, then export. IMPORTANT you must make sure to select *.TSV in the file type drop down list

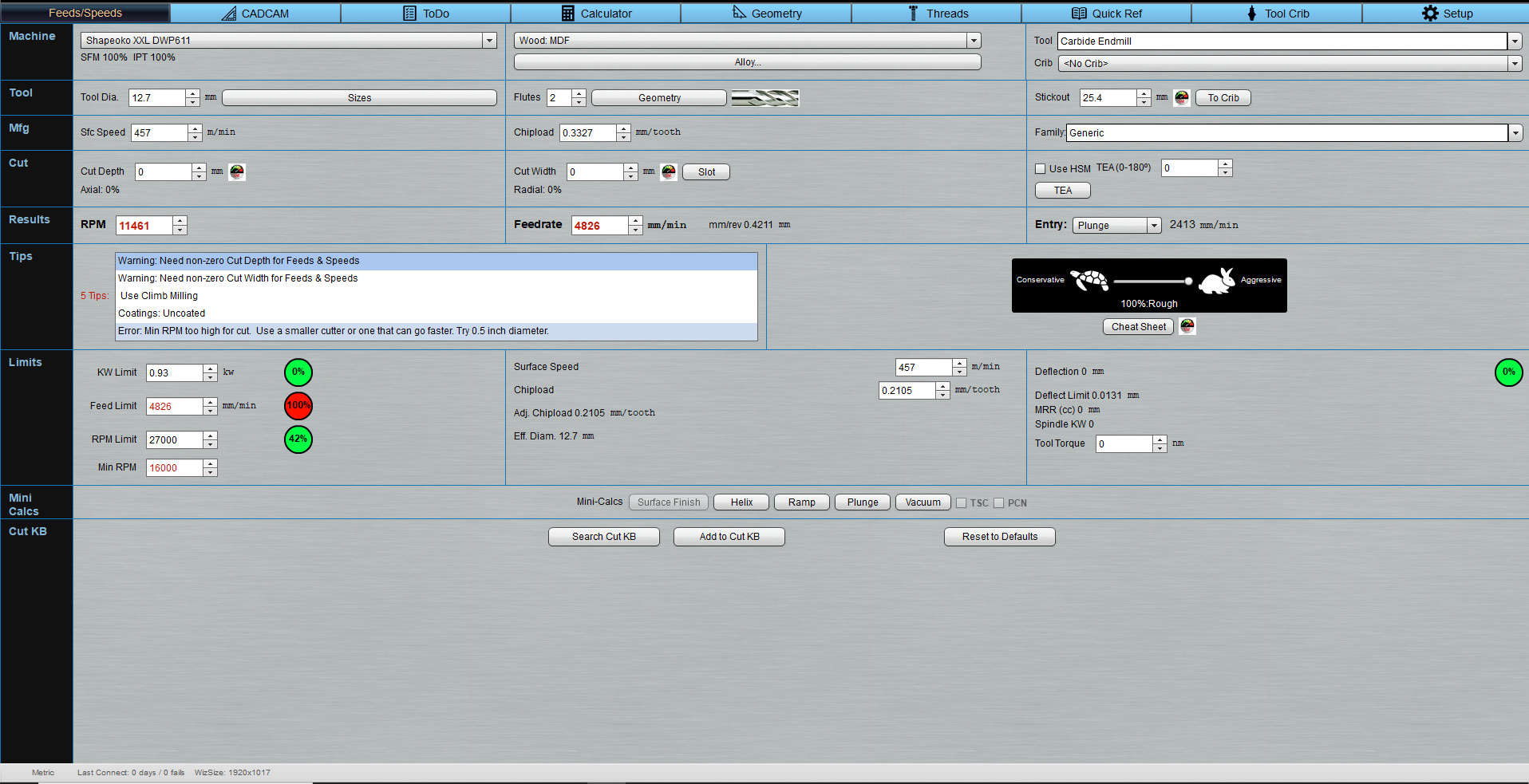
then over to Gwiz - load it up
Then go to tool crib tab - and select import - and select the Fusion360 import option
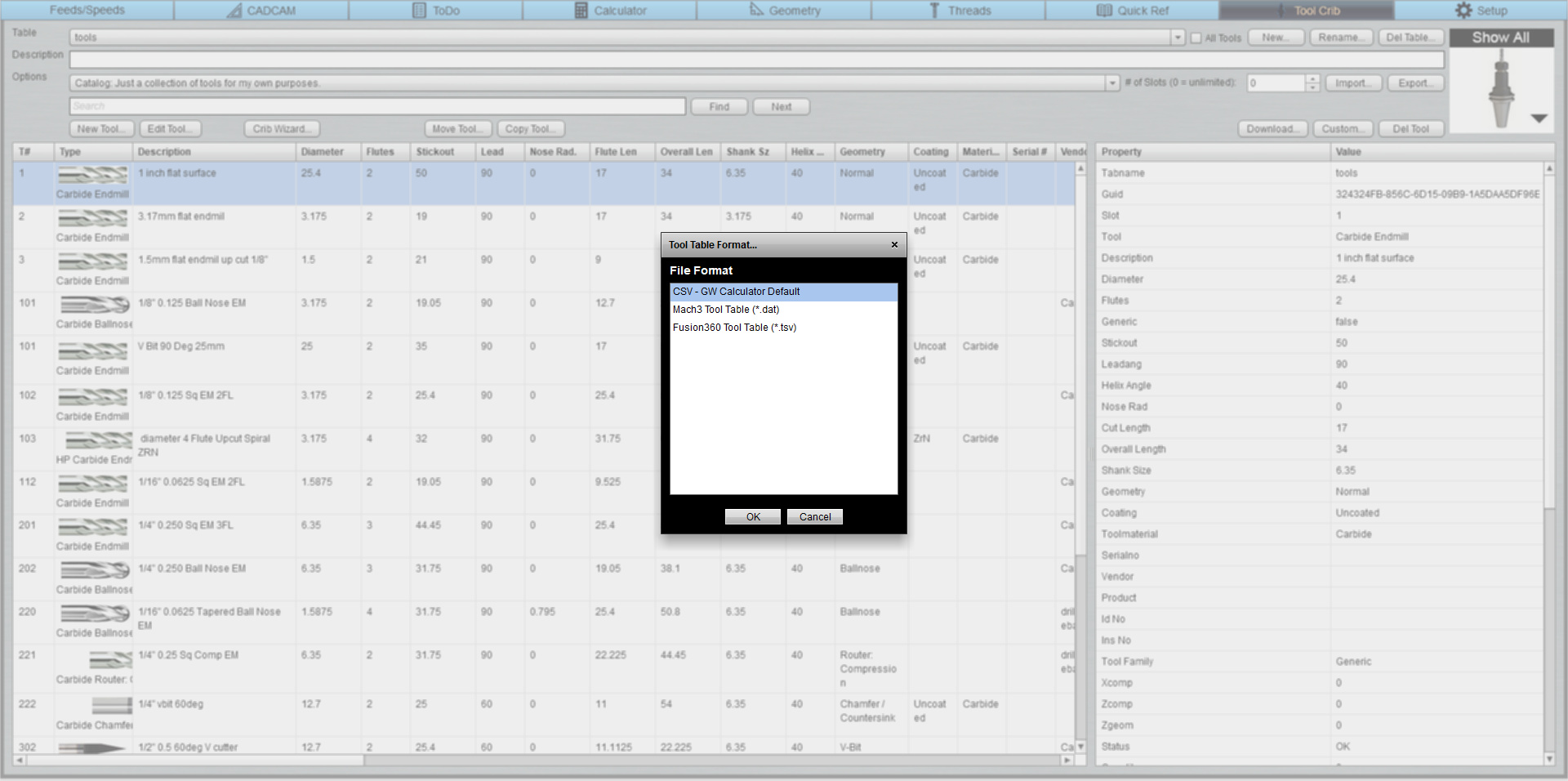
once it has finished all being well you should see something similar to this
now when you go to toolcrib you will see our master file, make a coffee and respect your now centralised awesomeness !!

Hope you all find this useful !! as always hit me with any questions / queries
Jon