I’m about to do a large 2’x4’ 3d cut & of a wavy flag and am curious if I am doing something wrong or do I really need to commit 50 hours to cutting? The depth of cut on waves is 1/2". Most other items shown are 1-2 mm.
Question1. Sooo can I hog out a lot of material with a mcfly 1" cutter first before 1/4" ball nose end-mill?
Question 2. How much quicker would this be with a spindle? This may be enough to convince me to buy a spindle real soon!
Thoughts? ![]()


The McFly is intended for surfacing, not bulk material removal.
The feeds and speeds in Carbide Create are quite conservative — see:
for a bit on adjusting them for quicker cutting.
Thanks! I did adjust the speeds some beforehand, but probably still a bit conservative. I’ll give this an in depth read and reengage, but still, almost 2 days of cutting nonstop? Is that right?
I would disable the stars & logo & cut the waves with the largest ball mill I have (3/4", 1")
Then come back & finish the details with a smaller ball mill.
1 Like
Dang Todd! I didn’t even think of that. but the logo has to track with the waves… And when I did just the waves it still takes 45+ hours.
If the features are modeled separately, you can disable the stars & logo to cut the waves.
You need to save the G-code before you enable the details. When you enable them, the wave path will recalculate. With a larger ball mill, you can go faster, with much larger stepovers so the time should reduce quite a bit.
Then use the vectors for the stars & logo to limit where the 3D finish cuts, so it’s only cutting those features & not the whole part.
If you want to share the file & let us know which tools you will use, we can help you get the time down.
That kind of makes sense, but is over my head. I tried to attach the file originally, but I think the file is too large. I think 1/4 is largest endmill I have. aside from McFly.
disable all the toolpaths & then save it. It will be much smaller. ![]()
1 Like
Well Tod, this is just getting silly. I removed toolpaths but it’s still 10.9MB. I compressed it and it only went down to 10.8MB…
Okay, a .c2d file is made up of:
- Job Setup parameters — post a screen grab showing this dialog
- geometry — this can be exported as an SVG — to make this simpler, create a rectangle the size/shape of the Stock area before exporting using File | Export SVG …
- 3D model — this can be exported as a pixel image using File | Export PNG — it will be necessary to determine how thick the model is as its highest point in order to re-import it
- toolpaths — post screengrabs showing these
With the two exported files and various screengrabs it should be possible to re-create the file.
Ah, yes. The model is hogging up file size as well.
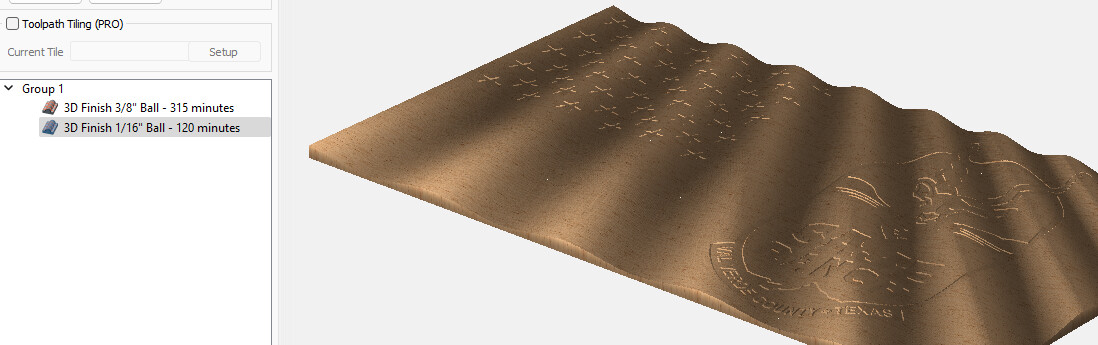
Here is an example, 24" x 45" (Std flag aspect) with the waves cut with a 1/2" ball because I included the stripes. And just the details (logo & stars) cut with a 1/16" ball.

Tod, Thank you, but I feel that cutout of the image by itself doesn’t help me as I want the image to flow with the waves. But I’m still a little new to how the Toolpaths work in conjunction with the 3d modeling.
I did find that I have a diablo 3/8" ball end-mill to use though. I just have to decipher the feeds and speeds correctly and add it to my tool library.
Will, Attached are screenshots, but I previously deleted the Toolpaths because they seemed excessively long.


Not sure what you mean by “flow with the waves” ?? The logo in my example is not flat. It’s the 2D logo modeled into the 3D model & cut with a 3D toolpath.

I just modeled the waves (& stripes in this example) and cut them with the larger tool. Then saved the toolpath. Then I modeled the stars & logo and subtracted them from the current 3D model. Then did a 3D finish on just the stars & logo.
Tod,
Well, I don’t know what my deal is then. My rough public math tells me if I used a 1/4" mill it should double the time you’re showing, but I’m still getting 20+ hours cut time.(Or less because I’m not cutting stripes - I’m using the natural lines of laminate wood panel I built.) I’m assuming it must have to do with my 3d detail somehow. Maybe because my depth of wave is 1/2"?
The stripes and depth of wave should have no, or very little impact on the time.
I removed the stripes, increased the depth of the wave, depth of stars & logo is 0.050
3/8" 0.030 stepover 120 IPM
1/16" 0.010 stepover 120 IPM
120 IPM- Is that doable using a Shapeoko router? I’m assuming that’s the feed rate.
I’ll have to look up how to cut and save toolpath for the next cut. I’m still a newbie at this stuff and haven’t done that yet.
I would think so. I’ve seen posts from others here going much faster. With a finish 3D path, you are only removing the width of the stepover. You could program it at 60 IPM & use the override to bump it up.
You can enable/disable model components & toolpaths. Enable only the wave component, and the 3/8" ball toolpath. Save the toolpath to a file. Then enable the logo & stars component(s) & and toolpath, and disable the wave toolpath. Save that off to another file.
Tod,
I appreciate the help. I went out of town for a week thinking maybe it will make sense when I got back, but it doesn’t. I don’t know why my times are so long still. I’m about ready to sell of my machine because it’s bugging me so much. I’d share the file, but it’s too big to post.
Do you have the gradient image you used for the wave? (without the stars, stripes & logo).

