Need some help with my machine ,3xxl, and maybe the foundation it’s on. Had a accent line in a piece with a 60 degree vee bit to be just about an inch inside of the profile cutout. The line towards the back was noticeably deeper and wider and the contour cutout was much deeper in the back too. Very noticeable in the wasteboard that I have. Posted this and a resurface of the wasteboard was a common suggestion. So I went in to the shop to start with that.
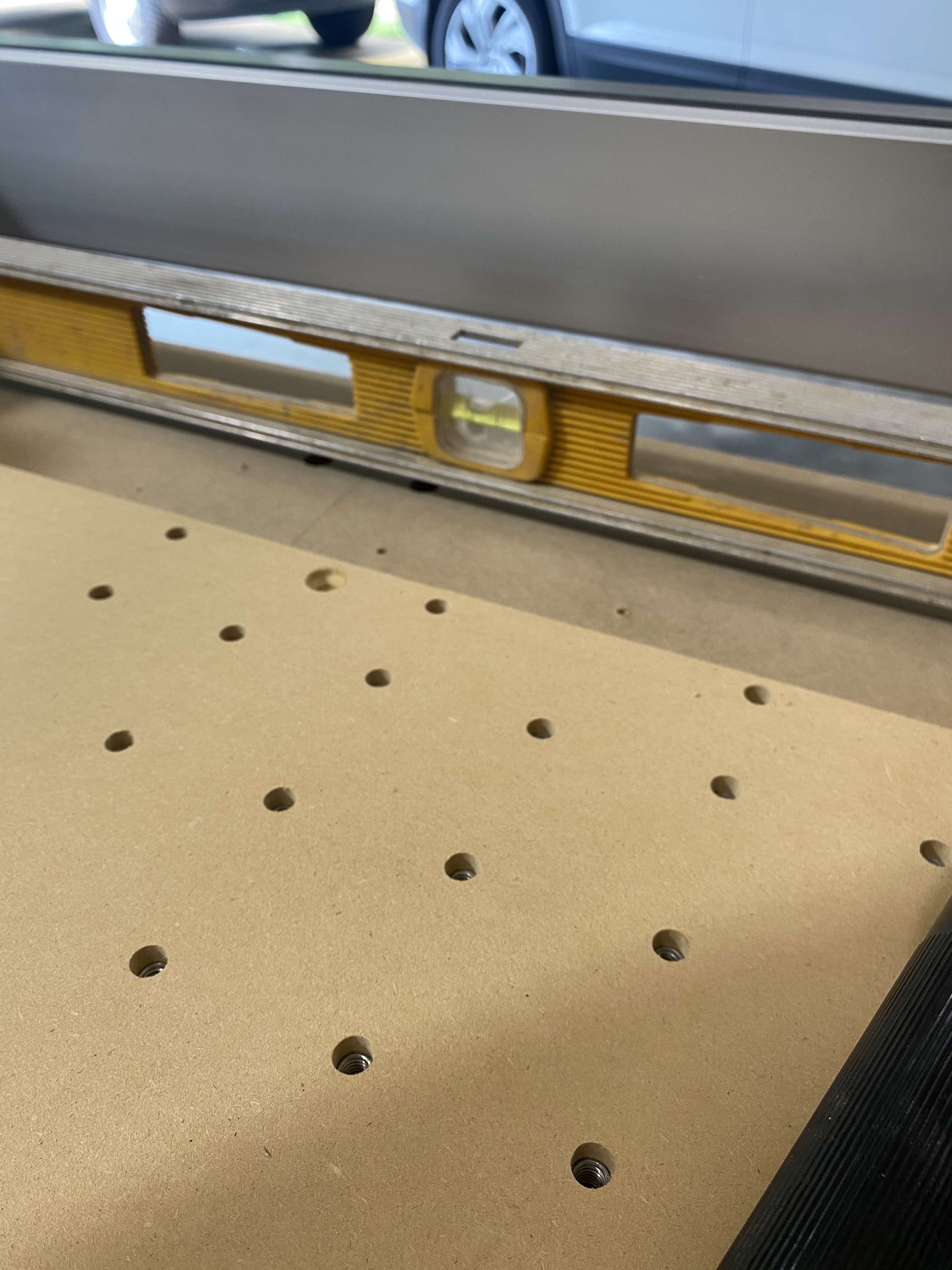
Before I started to resurface I checked a few things. The eccentric wheels on the y1 and y2 specifically the front ones were loose. Like free spin. So I tightened them up clockwise. Then I checked my tabletop level. Side to side level. Front to back the front of the table is low. Consistent low and same from left to right side. Figured that was ok because the re surfacing of the wasteboard should address that. The table top is 3/4 mdf and actually has a low spot/dip that was visible under the level. Placed a straight edge on the shapeoko base mdf with the waste board removed and the back corner has a low spot. Like ~1/8". The machine is on the pink 1" foam.
Hopefully that paints a picture that makes sense. How far into this do I go to correct. I made the table alone so it’s believable that it may not be 100% level and I like beer. Do I redo the top and then check as I go or just do another wasteboard and see? Looking for advice. The picture of a paper shows the wasteboard thickness at multiple spots.
A saggy / not-level wasteboard, which is standard on an XXL
The metal straps under the baseboard resting on a rigid foam to stop sagging
The machine on a table you made yourself which may not be level or flat (nothing is, just a question of how far off of course)
Fixed the loose V Wheels and checked the other moving parts
I’d suggest, don’t worry about the table, if it’s close to flat and the XXL sits on it with good contact and the baseboard can’t sag or move then that’s OK
Make sure the steel frame is square corner to corner
Make sure the left and right Y rails are level with each other (coplanar), this is easier if you make them level and then just use a long level front to back and rail to rail
Let the machine level the spoilboard until it is an offset plane from the plane you established with the Y rails
It doesn’t matter what thickness the spoilboard is anywere, only that the top of it is flat and that the Z axis moves in a single flat plane a constant distance above the spoilboard.
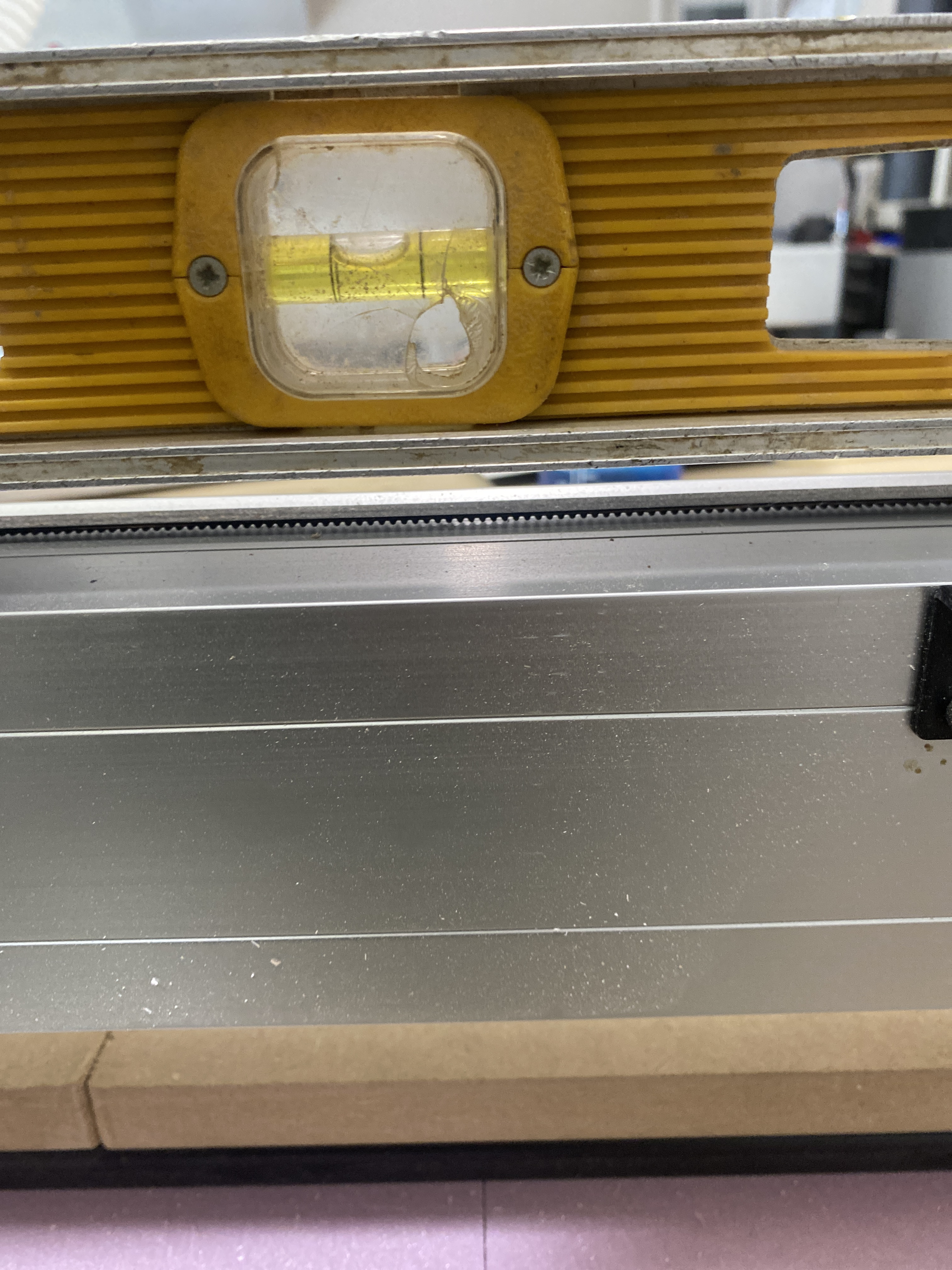
Thanks for the reply. The metal frame is square. Both corner to corner measurements are equal. 4’ level across y1 and y2 shows level front and back. The same level on the y1 front to back and y2 front to back shows the same level as the table, a little low in front. That is consistent on each side.
It’s also possible, of course, that the stock wasn’t even thickness and you might need to flatten the stock, either in the CNC or a planer, in order to have a top surface level with the Shapeoko.
I now do this whenever I need to run a vcarve op, unless I really cannot mill the top surface. The peace of mind from knowing that the vcarve depths will come out perfectly even across the piece, is absolutely worth the extra effort.
The straps on my machine are arched in the positive Z-Direction, essentially preloaded. So works out that the corners/edges are low. I was told this was intentional to compensate for sagging. Not a fan of the bed.
I use a pad under machine. However, I still get constant deviation. I believe this is primarily because I use tape and glue for work holding. When I remove large pieces, it can take some effort. This deflects the bed, and the bed does not necessarily return to original rest position. Same goes for weighting and unweighting it.
Short of spending money on the machine, there are a couple things that have helped me make use of the machine for my purposes. First - I regularly check tension on the hardware that attaches the base material to the frame, as well as the hardware that attaches the spoil board to the baseboard. Do to expansion and contraction of the material, particularly if you are using MDF, these can become loose. Second - I made up a few secondary spoil boards out of thick HDPE, these are fabricated at various dimensions that accommodate the things I cut regularly, but don’t waste too much of the expensive HDPE. I attach them to primary HDPE spoil board as needed, and then surfaced before every job. The primary spoil board is surfaced when I have something large that requires tiling or critical control over DOC.
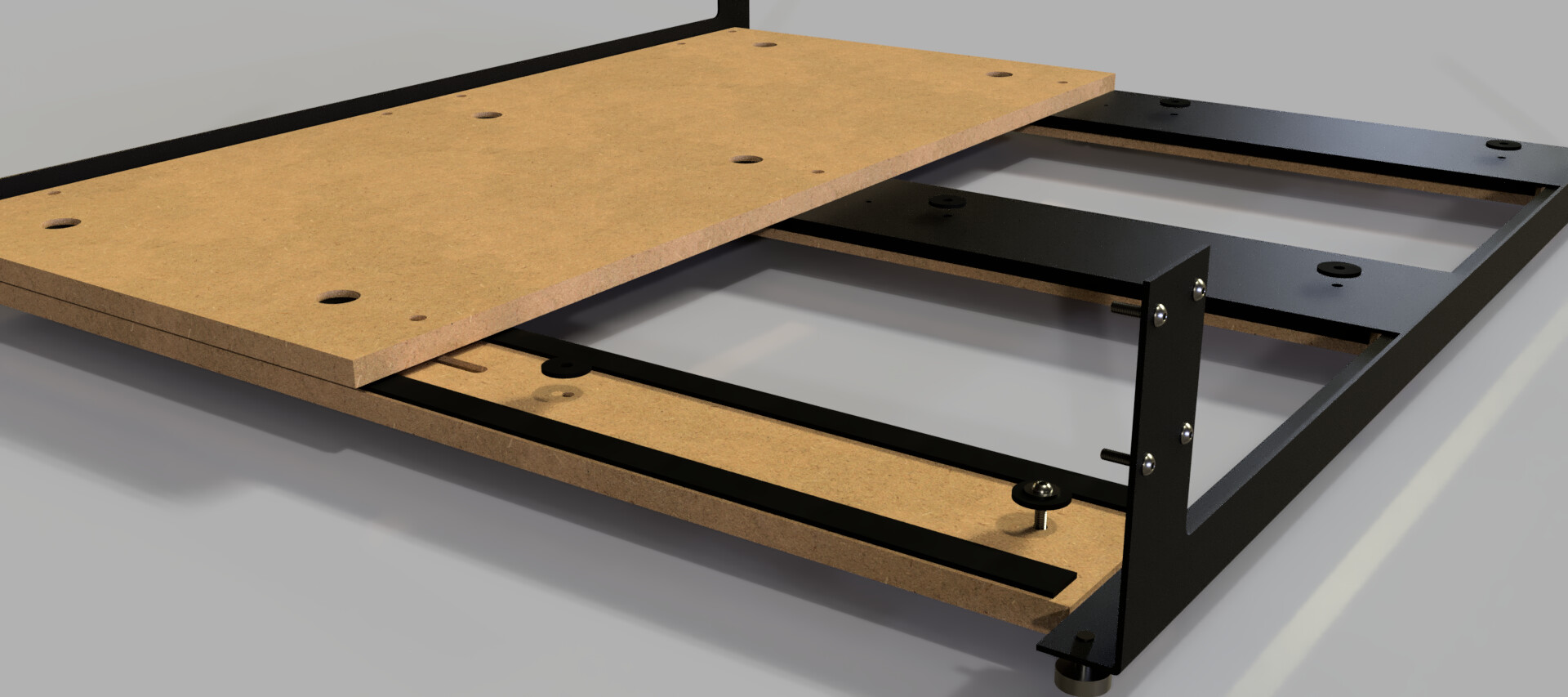
I decided the easiest thing to do was to just put filler strips of MDF under the steel straps and bolt through the whole lot into the top of the table.
I added 2mm thick strips of rubber between the MDF and the steel straps to allow for a little uneveness and vibration damping.
This method also means once you have the machine square, it stays that way.
Liam, that looks like a excellent and economical solution. Thank you for sharing. I collected some steel box, and was planning to weld up a frame and stand, hardly as practical as your excellent solution. Attach my HDZ. Lots of to do’s, that never seem to get done. Story of my life.
If you were to go to the trouble of a steel frame it would be worth looking at the way the Shapeoko Pro makes use of it’s stronger base with things like supports for the Y rails in the middle too.
I wouldn’t do anything to the included baseboard MDF that comes with the machine.
As for the wasteboard / spoilboard you put on top, I’d recommend to make sure that’s all within the cutting area of the machine and just level it flat as the first job after bolting it down.
You’ll periodically re-flatten the spoilboard as you scuff up the surface with cut-through etc. just taking a skim off each time until it’s too thin and you put a new sheet on and go through the whole drill it and move all the inserts over game.
Here is a doc I wtote about making an optomized waste board.
The first one is about making an optimized waste board. The second one is about making a torsion box but the second half is about leveling the waste board.