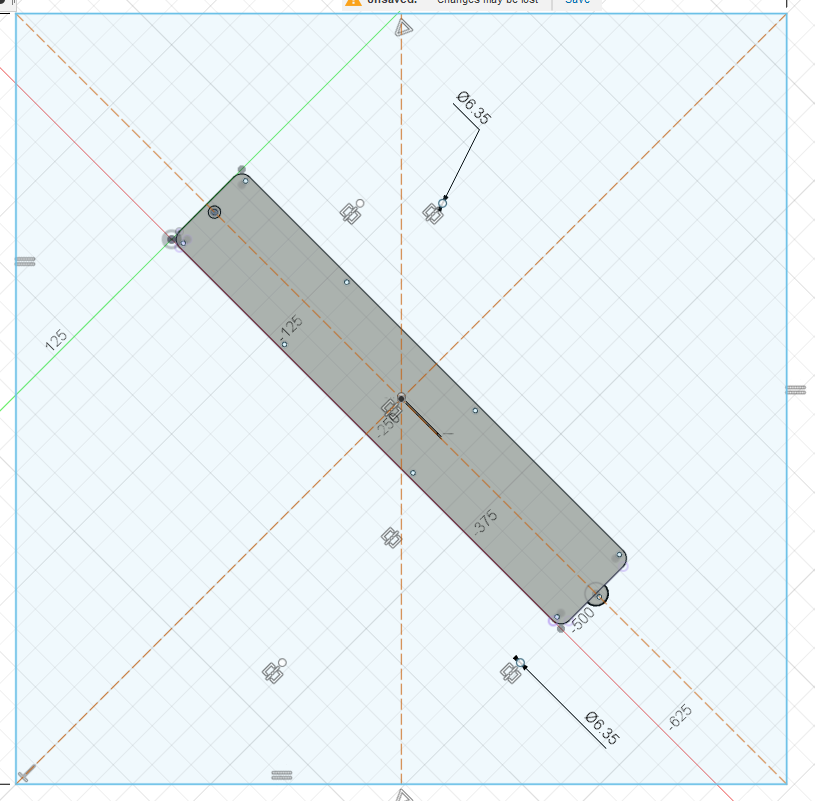
For my second project, I’ve decided to make new zero-clearance throat plates for my Inca 2100 tablesaw. I’ve mocked up a version in Fusion, but I’ve got (at least) two problems.
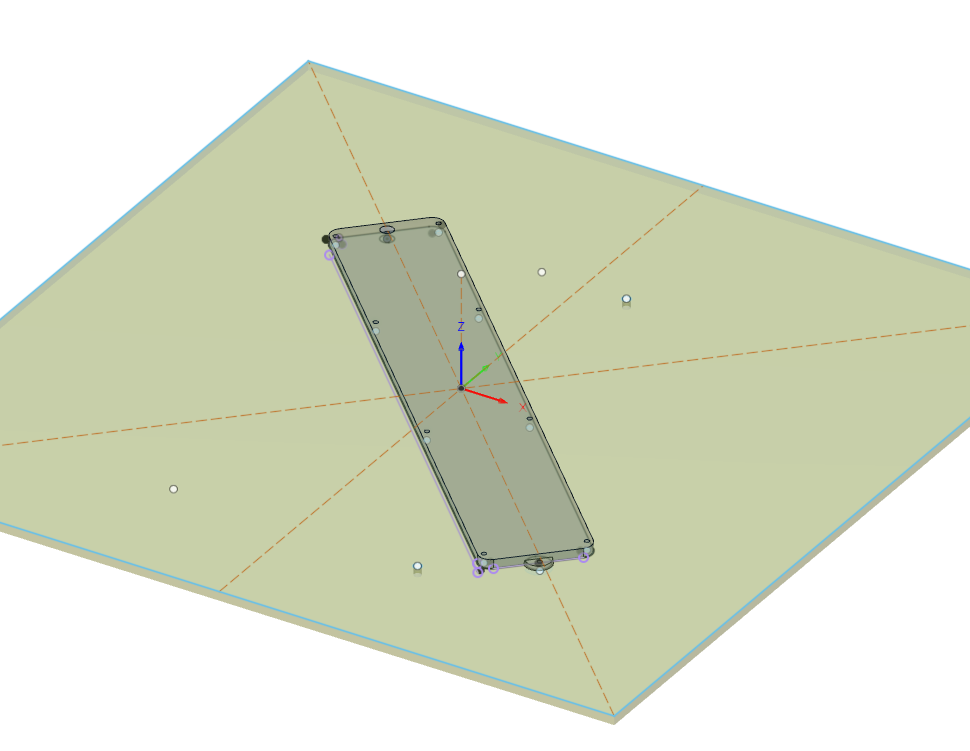
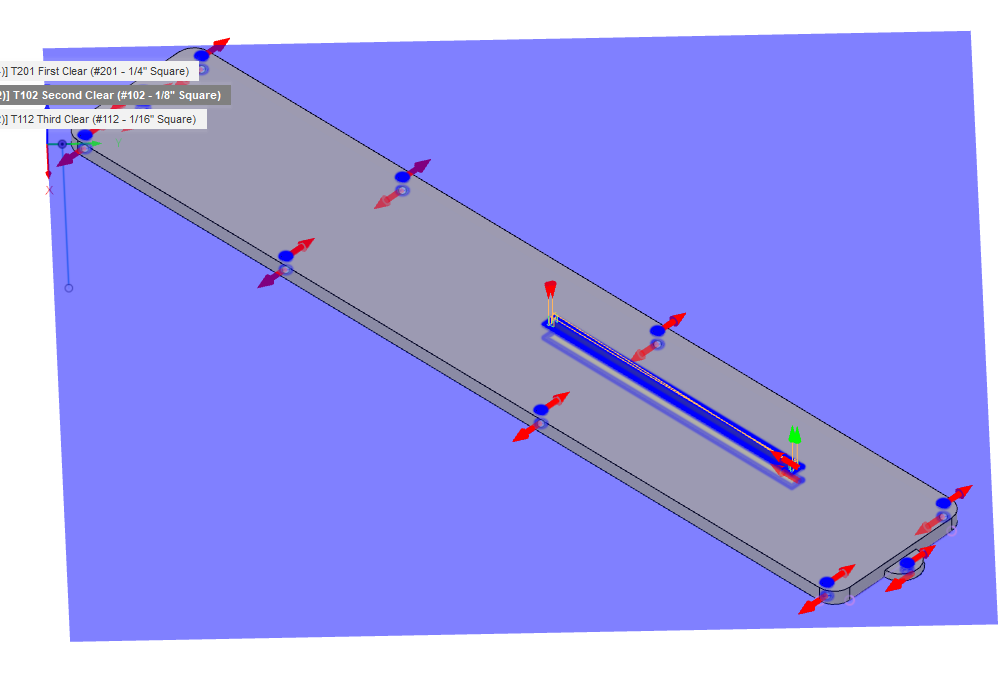
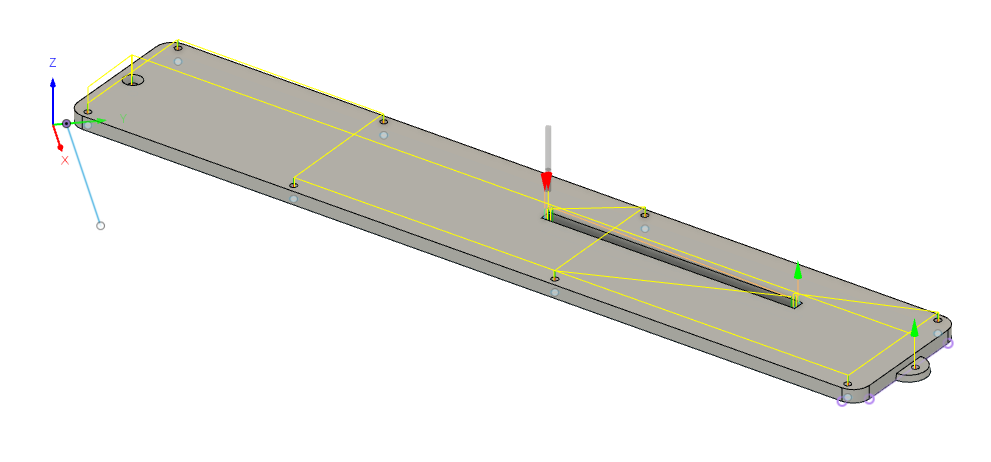
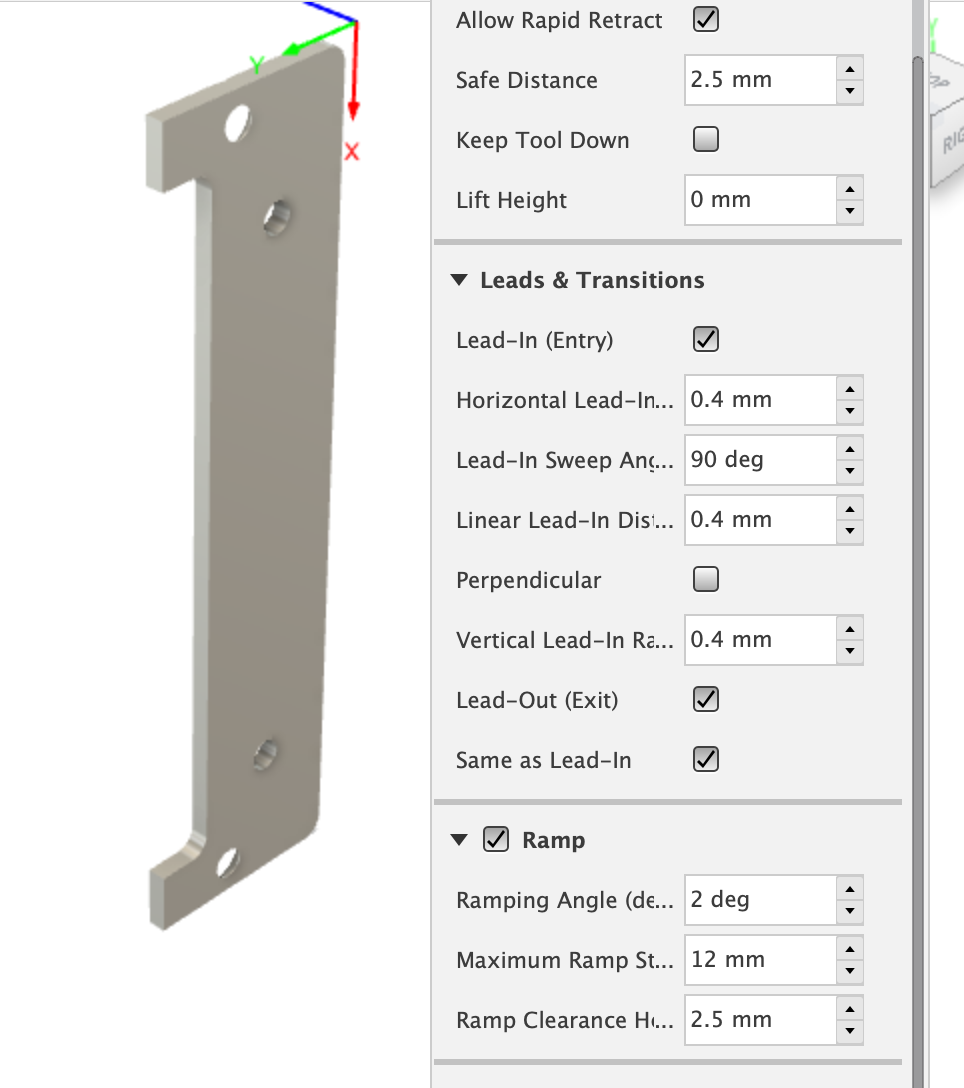
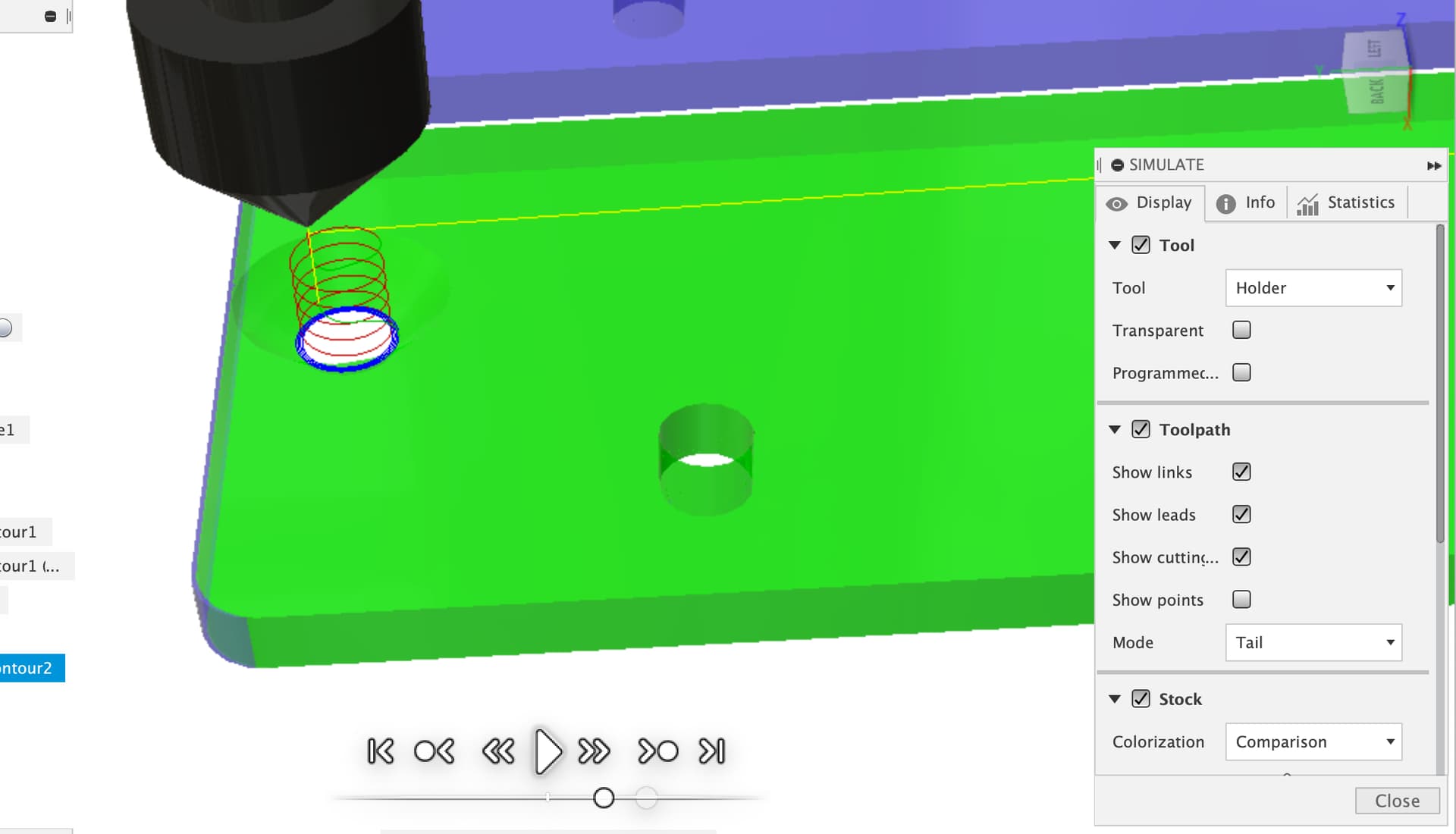
What I think is the easy one first: I have to mill from both sides of the plate. That’s because I need to mill from the top to cut the rear protrusion that slides under the tablesaw top, and then mill the edges from the bottom since they have a taper. Here are some screenshots:

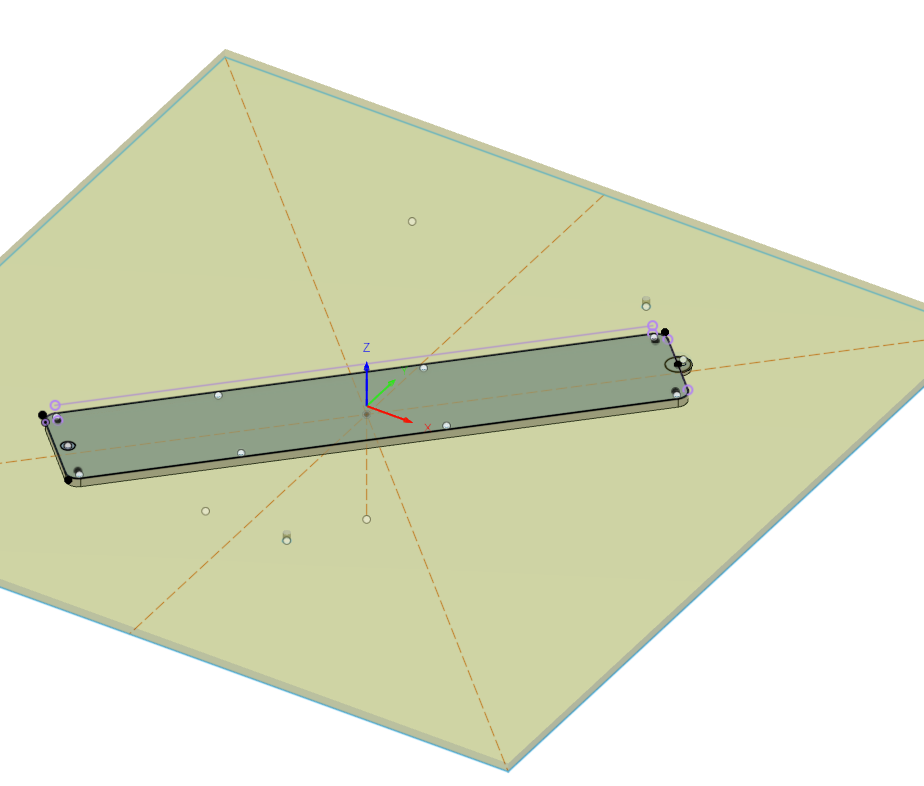
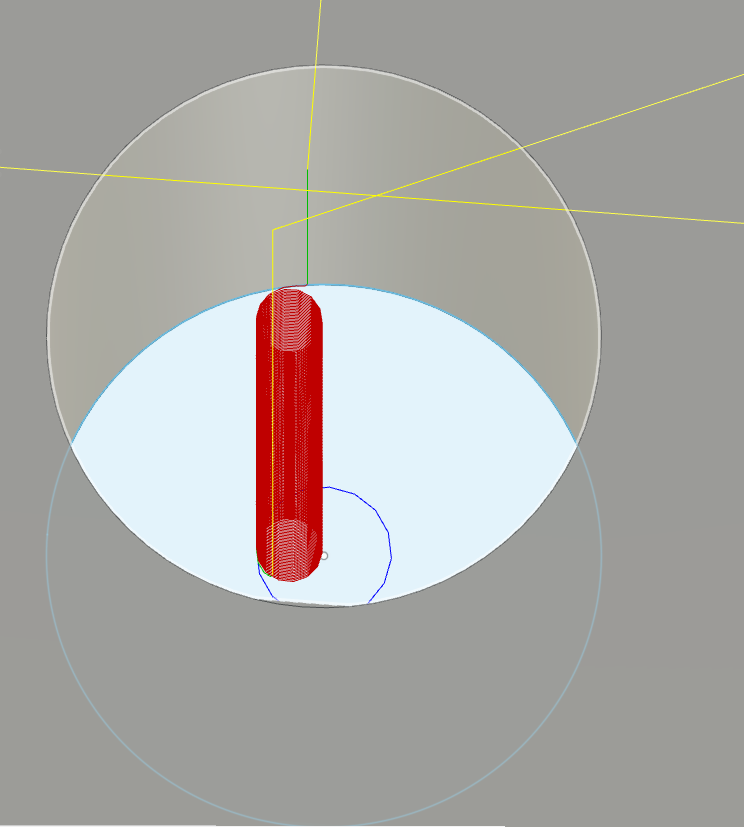
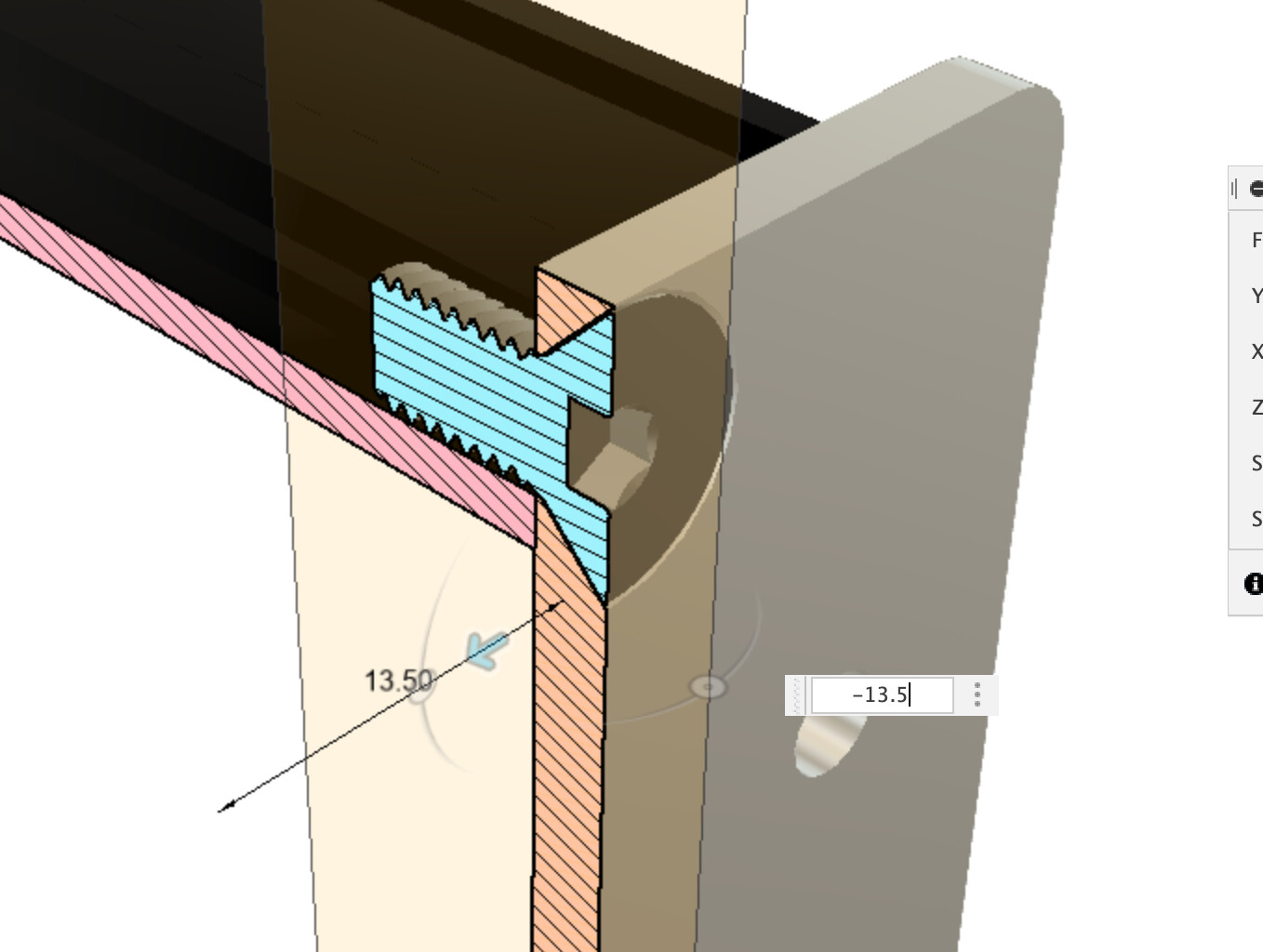
and a close up of the rear of the plate:
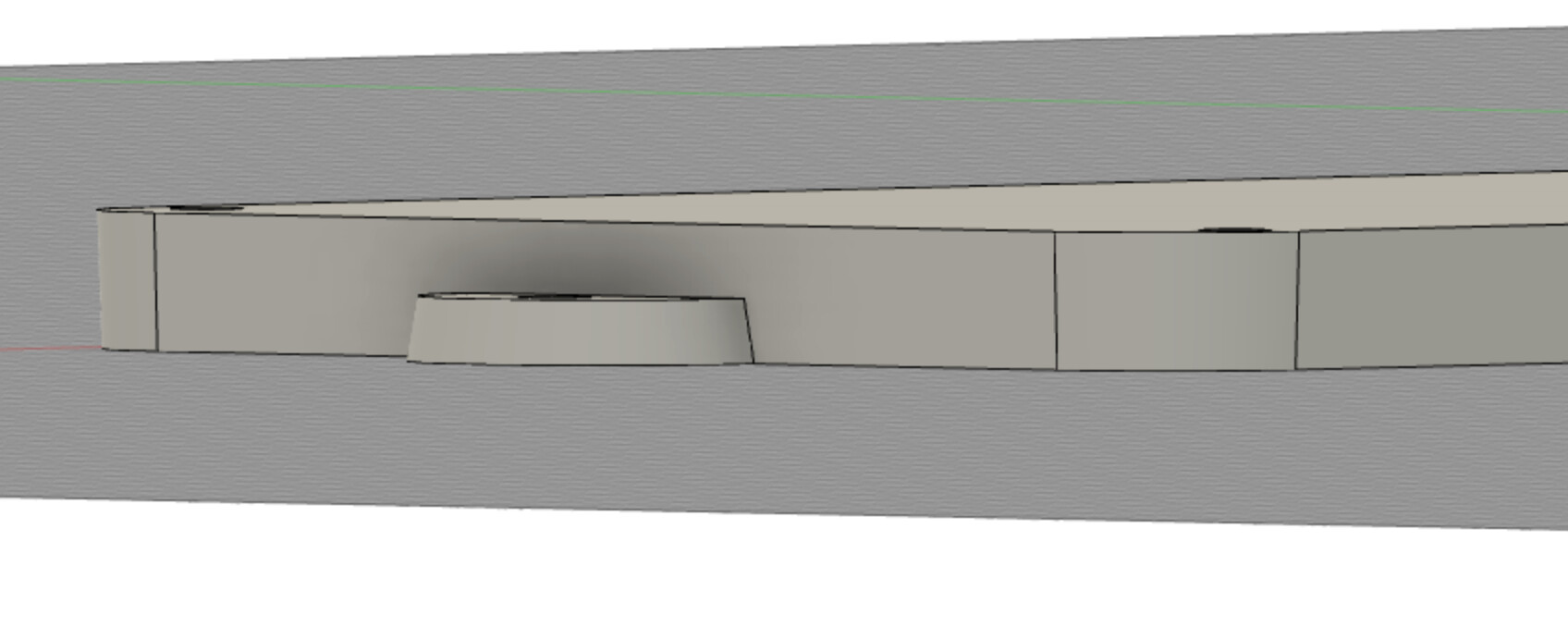
In the close up you can see the rear protrusion and also at the left edge you can see the 2.5 degree taper which affects all sides and the rounded corners. I suppose I could skip the taper and hand-sand the edges to fit if needed. But, let’s assume we keep the taper for now.
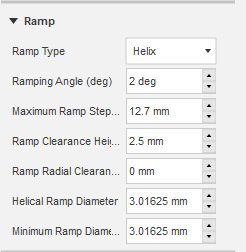
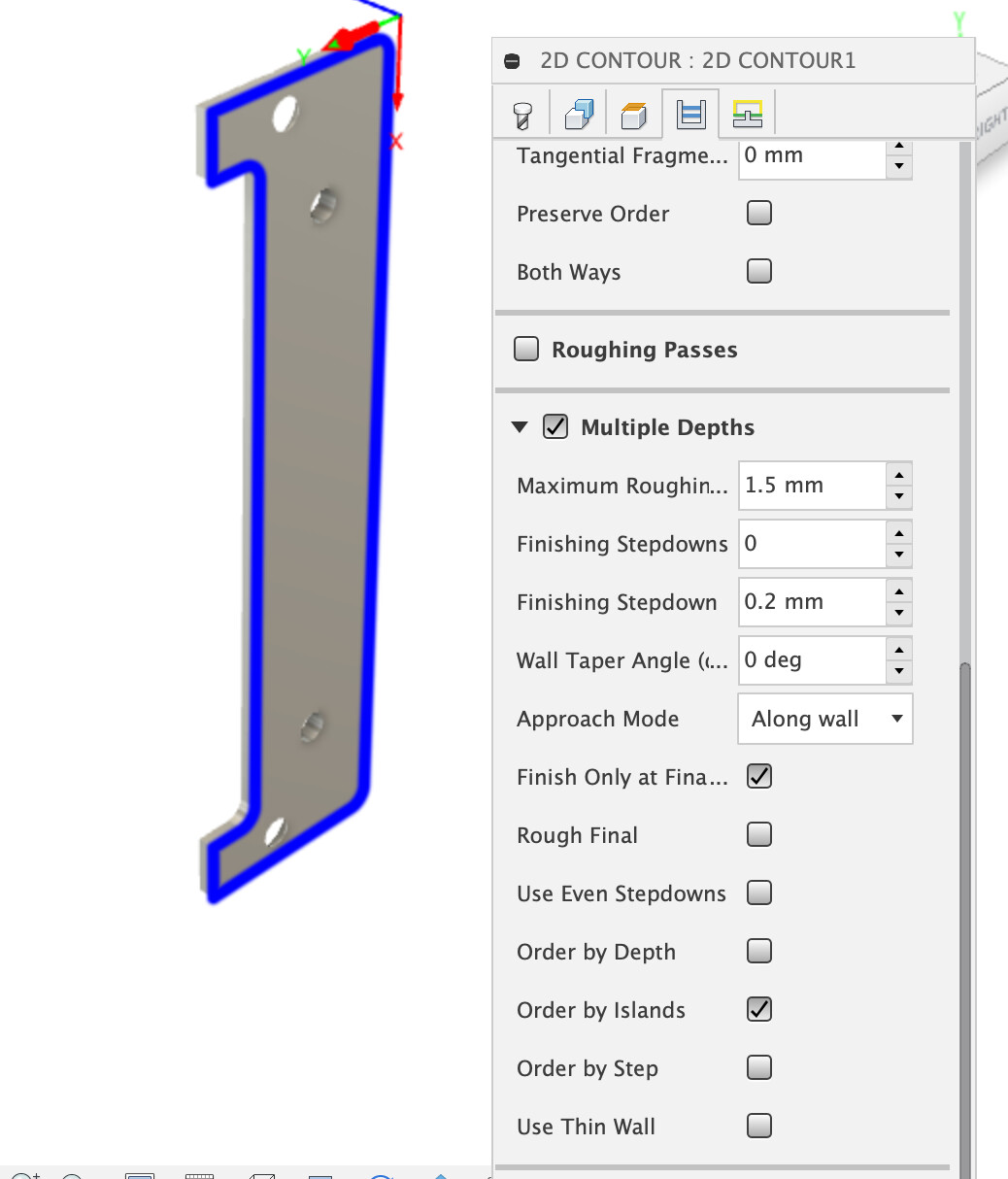
It seems pretty clear that I need some indexing on the spoilboard so I can mill from the top first, then flip and align and mill from the bottom for the tapered sides. So, how do I model this using Fusion’s toolpaths? One complication is that this plate is longer than my PRO Standard can handle except if I angle it, so I will be angling it on the bed. And, of course, the second operation mills the sides so unless my indexing using the holes cut in the first pass I’ll be cutting into the alignment boards. Either way seems problematic for any kind of production run.
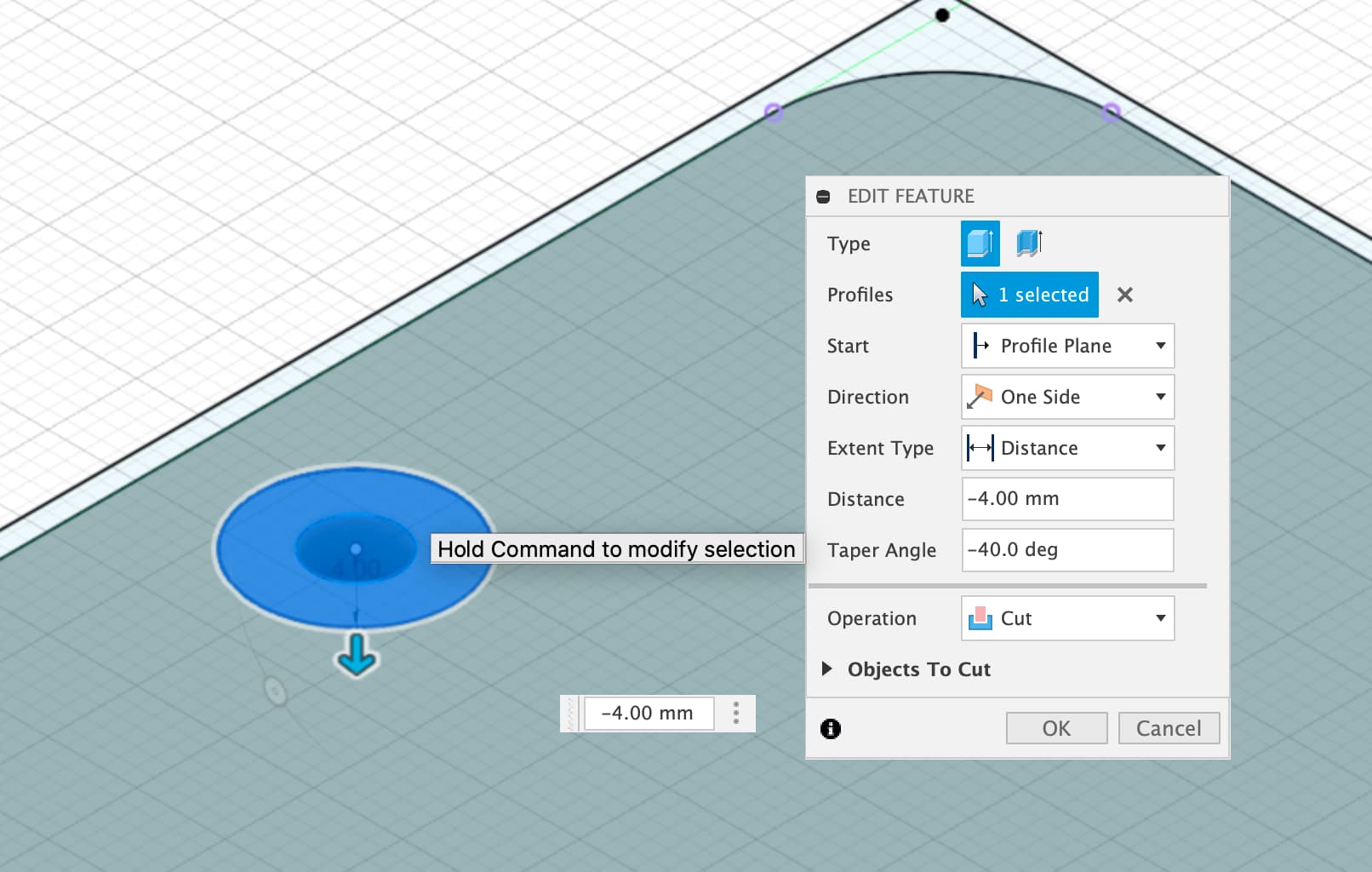
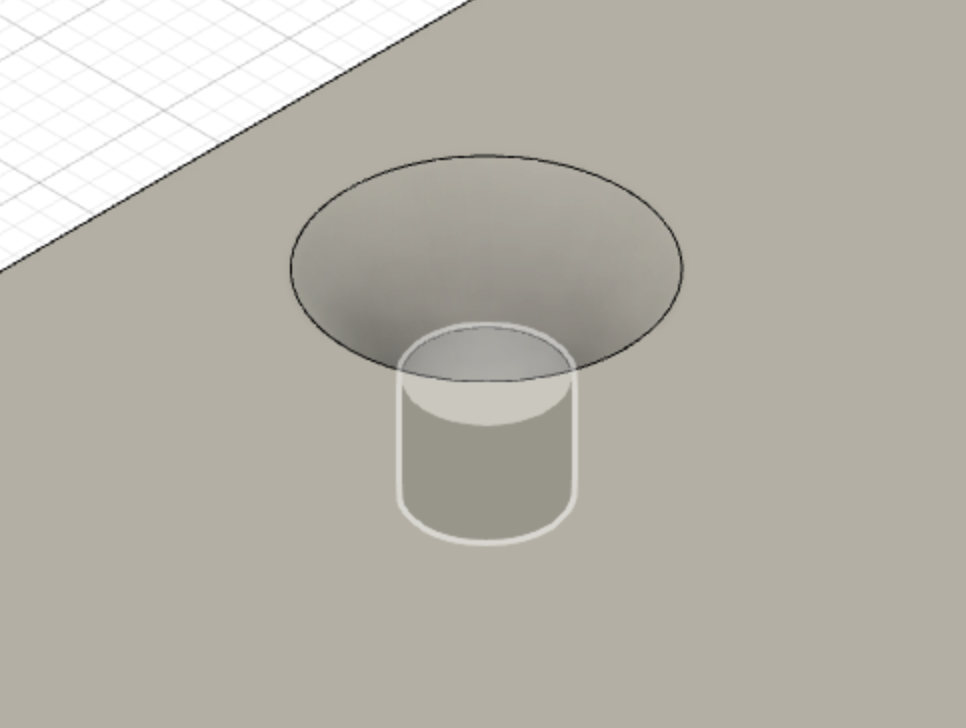
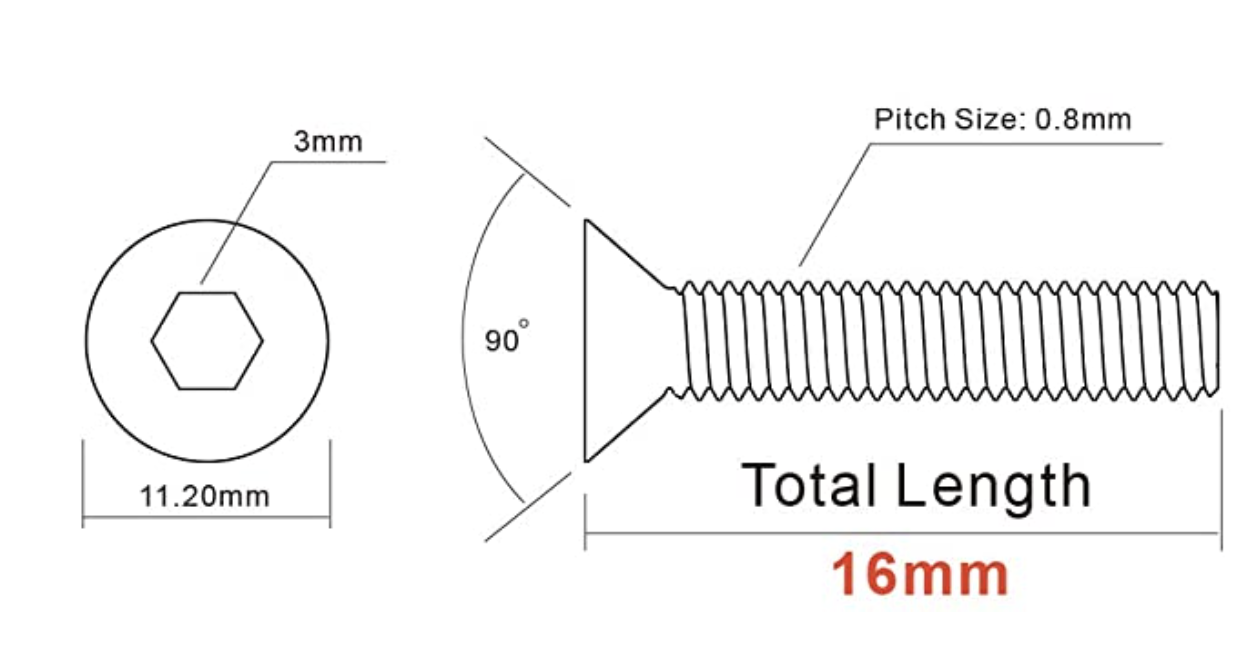
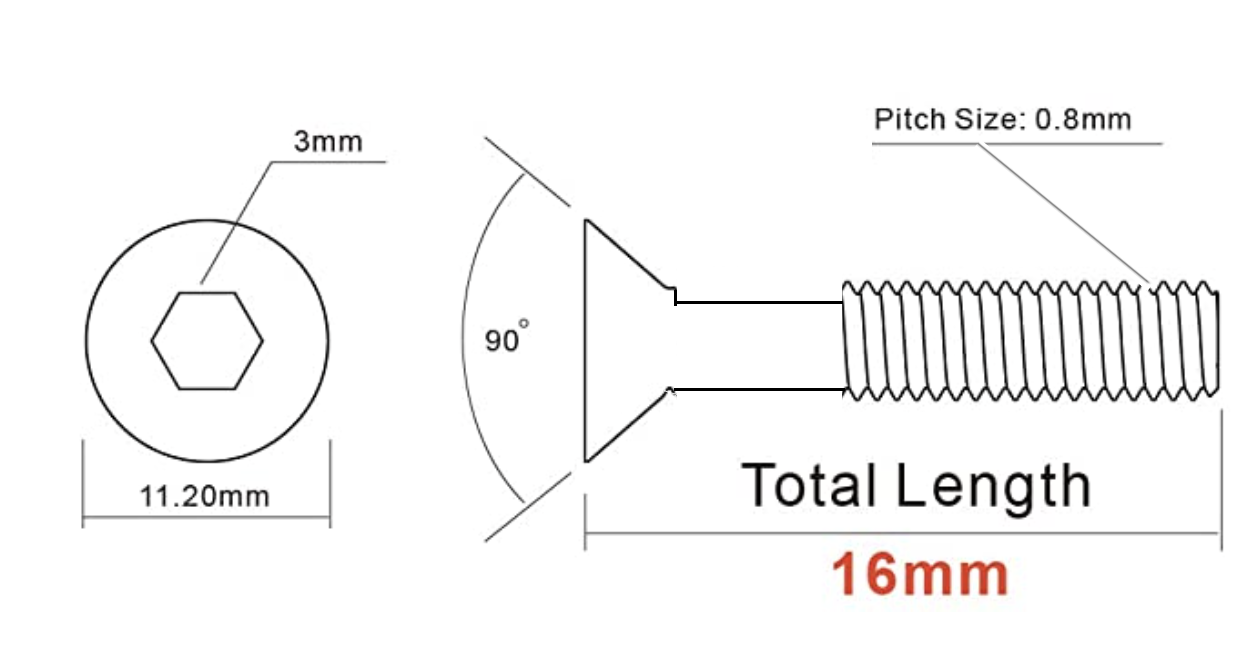
The second complication is that while I’ve drawn this as a flat plate, it really needs to have a slight, say 2mm-3mm bow along its length. Let me explain: At the left of the first drawing is the rear protrusion. That has an adjustable grub screw in it (I’ll drill the hole on the Shapeoko, but tap it manually). The right side of the drawing has a countersunk hole for a flat head screw that screws into the tabletop’s recess’s rabbit. Then there are 8 grub screws that thread into the plate and rest on the rabbit.
It the plate bows up even just slightly in the middle, there’s no way to force it down. The 8 grub screws can only lift the plate higher, not force it lower. My original throat plate has that slight bend (it’s aluminum). I’ll be cutting my plates in some kind of plastic, like HDPE or phenolic (but alternate material recommendations welcome). Whatever curve I machine into the top I also need to mill into the bottom so that the plate is a uniform thickness. Unless there’s some way for me to put a permanent bend into the finished product after milling? That might actually be easier but I don’t know how to bend plastic (wood I could steam).
Ideas for how to design this in Fusion (or do the bend) would be appreciated - as well as any other suggestions you might have. I’m attaching my current Fusion file.
ThroatPlate V1 v1.f3d.zip (94.4 KB)
TIA!