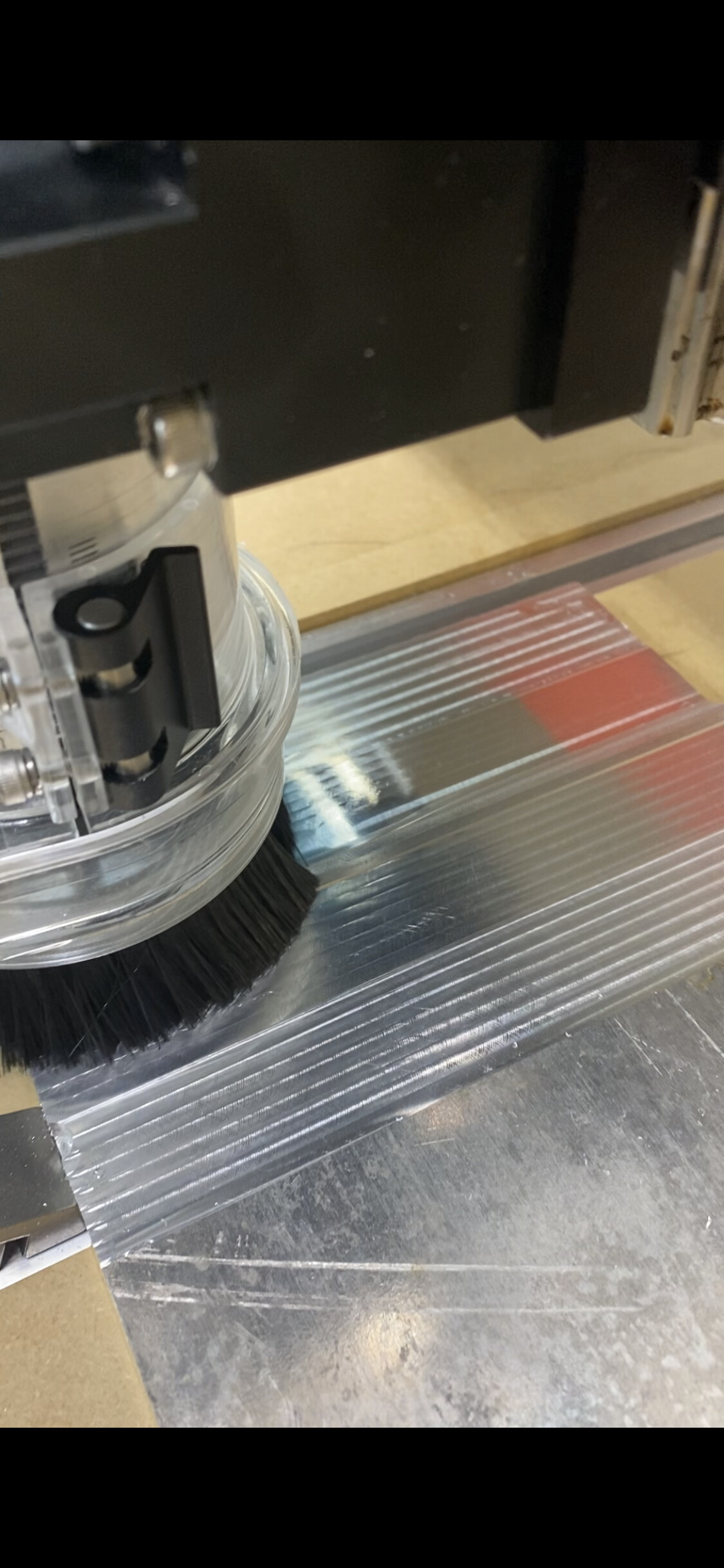
Hey folks I have an aluminum project, this year, for my xxl 4 pro. So I’ve gone from zero knowledge to some knowledge. Here is the finish I’m currently getting. There are fours runs here that span about a week of research. The current one is 2nd from top. It’s using a datron 8mm single flute flat bit, in an eclaire collet.
I’d just tram’d the machine to within 5/100ths mm for a pitch and roll. I used the 4 bolts holding the spindle holder for roll, and a long vice on the z gantry for pitch (nod). I tried using the spindle holder but it’s hopeless for nod.
I’m messing with my F&S but keeping close to 0.001” per flute. I can still see some tram roll error and I haven’t optimized the cutting strategy to reduce kiss marks on end of run. These were parallel strategy, with 0.1mm DOC and a 75% dia step over.
The user Tod recently had a post about using shims between the Z axis and the actual plate that supports the Z-Plus. I cannot find that right now but he discussed how to calculate. On my Shapeoko 3 HDZ I just shimmed the router mount with aluminum foil folded over and it worked.
Yeah I read Tod’s stuff too. So great that people are sharing this stuff. I totally agree that shimming with a sacrificial feeler gauge is a sweet idea. And also that shimming the plate rather than the router holder is probably better.
Why I went with rotating the x extrusion was that I couldn’t get the pitch and roll solved because each time I tightened up the 4 bolts on the spindle holder the reading would change.
I think I should have dealt with nod with back plate shim, and roll with 4 bolts. That isolates the two. I could have used trig to calculate the nod shim thickness.