-Ordered my HDM on 12/14/21, delivered on 3/10/22.
-XPO logistics delivered, 2 days late. Original delivery date was 3/8/22. I never received a call or updates shipping info from XPO. I called the local hub once I saw it was out for delivery to inquire.
-Shipping crate was robust and machine was well packed.
-Machine was not secured to pallet as the two small screws holding it down has ripped out.
-Label the connectors. None of the connectors in the electronics box are labeled and I will have to unplug them to pass them through the bulkhead in my cabinet.
-Small zip ties are not adequate strain relief for the wires coming out of the electronics box. One zip tie was missing and no evidence of a broken tie was in box.
-A bulk connect/ disconnect would be very nice to assist with wire management.
-Wire management isn’t great. A bit of loom would go a long way.
-The HDM instructions for unboxing don’t match with what you actually need to do. Why would I remove all of the hybrid table?
Addition 1
-All three buttons on the front right of machine are loose. Not falling out, but not tight.
-Default configuration from is wrong for HDM and machine will only jog 2 inches also spindle control doesn’t work. Surprisingly Gsender works perfectly.
-Whats the purpose of the thumbscrews on the y axis covers? It appears that the allen head screws along bottom also need to come to remove cover.
Addition 2
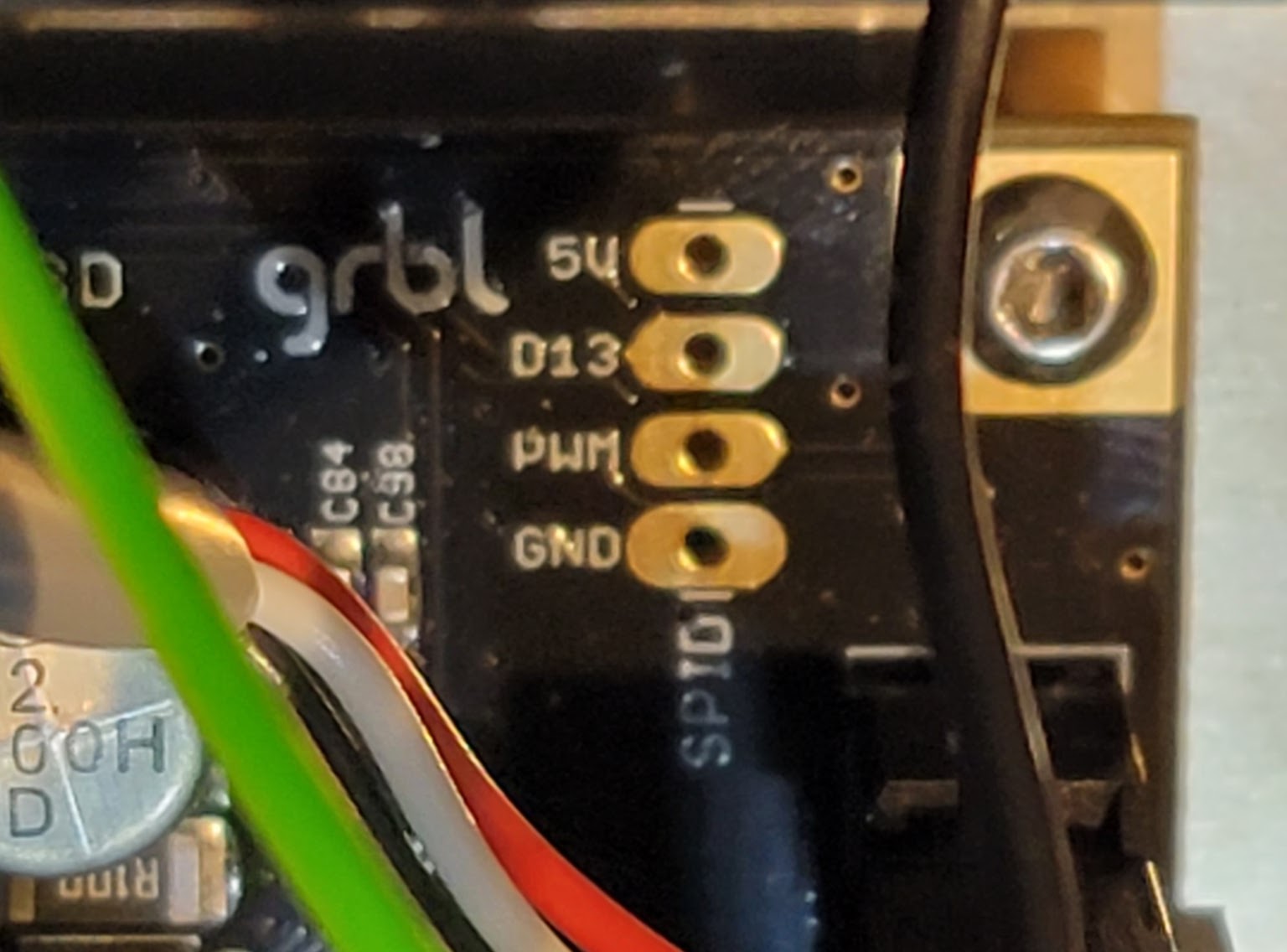
-I’ve integrated the JTech Photnonics Laser. Very simple. There is an unpopulated spindle header that you can install a standard .100 2 pin header into and everything works just fine from there. Just be sure to lock out spindle when in laser mode. I’ll update Jay’s mounts to fit once he sends the files and post my mount once It’s done.
-X and Y accelerations are too high for my tastes. Someone with nicer test equipment can chime in but I notice no difference in accelerations until below 250 mm/s^2. I’ve settled on 200 mm/s^2. Machine is much less violent.
-The electronics box really, really, really needs aviation plugs or some polarized disconnects. And the cabling needs to be either longer or we need to option at time of order to order longer cabling. I need longer cables for the Bit Setter and Bit Zero Also. I guess I’ll end up extending them so I can actually use them.
-Also Hockey Pucks make for a great stable noise isolating base.
I’ll update more as I get the machine setup and running.
I don’t want to contradict or lessen anything you’ve experienced with your HDM delivery since each situation is different. However, I had no problems with my delivery back in January other than the screws that had ripped out of the pallet. There are a few inconsistencies in the manual, I agree. I called Carbide and asked a rep to clarify the instructions specifically on where to lift. Other than that, my machine has run great with no other problems and I’m really enjoying it.
My screws were also ripped out. Everything was fine and it’s running like a top. Aviation plugs at the back of the control box would be nice. I also wish we had a little more length to the cables… I’m unable to mount the box where I’d like but I’m making due.
Aviation Plugs! Thats the term I was looking for. I also agree about cable length. I could use another 3 feet or so. Same goes for the Bit Setter and Bit Zero. Make an HDM specific version with longer cables.
I’d definitely agree on the cable length. I was very limited on options to put the control box. It’s mounted to the right side if my table for now as I didn’t want to label and unplug everything to get it under the table. I guess thats just the cost with having it ready to run though. It’s definitely a trade off.
So I have taken some time and got everything setup and tested. So far everything is working with the exception of spindle control in CM. Spindle control works fine in gSender so I know it works, but I cannot get the spindle working in CM using the GUI. I haven’t tried to run a gcode yet however in CM. I noticed the x axis homing sensor screws were also loose and when tightened moved the sensor .005 or so. Also as I was sitting here typing this the z axis began to drop with the machine powered off. Something to watch out for if you leave an endmill in the spindle and a work piece on the platform. I’m also missing a screw cover on the top linear rail on the gantry. The right side y axis seems to be “moaning” for lack of a better descriptor when rapiding. I’ll square the gantry manually and see if that improves.
It is. I assume maybe it’s due to not having a gcode loaded with a M3 command or spindle speed defined? I can send M3 s10000 and the spindle will run and I can turn it off with the gui.
I haven’t even loaded a gcode yet into CM. Honestly I’ve never used CM with my other machines, but rather cncJS. Vcarve pro and F360 are CAM. I’ll create a simple gcode with spindle commands and see if that fixes it.
On my HDM the CM spindle GUI button doesn’t work, but MDI M3 commands do. Mine also does a “moan” at acceleration and decel. I caulk it up to a lot of mass rigidly mounted. I think I also turned down my rapid feed.
I think this was covered in another VFD related thread.
From memory, the button on the GUI sends an M3 command with a speed that is below the lower threshold speed for the spindle, so it doesn’t turn on. It’s enough to trigger the BitRunner and the Nomad, though.
(yeah, it’s a little odd in this case since it’s the same company providing both machine and software)
@flynnjs - Thank you for letting me know, that’s quite a relief. Mine’s en route and I’ve already paid the VAT through Fedex. Would you happen to remember how many days it took to get to you?
Once en route it was very quick. I paid my VAT whilst it was in flight overnight. It landed at Stansted early in the morning and passed straight through with no delay and I had it in Suffolk later that day.
The Jtech (and I’m sure others) laser is simple to integrate to the warthog. There is an unpopulated spindle header with PWM and ground located on the board. Install a header and everything works as it should. The Jtech mounts are not compatible due to the increased height of the spindle mount but I am working a mount up today and will post files once it’s done.