Just a Saturday night pondering as I play around with some finish quality test runs on 6061T6 with a new end mill. ZrN is all the rage, but wondering if anyone has done some testing with TiCN, particularly on the Nomad. Have to be slightly more careful on temperature, but slightly harder and lower friction coefficient?
4 Likes
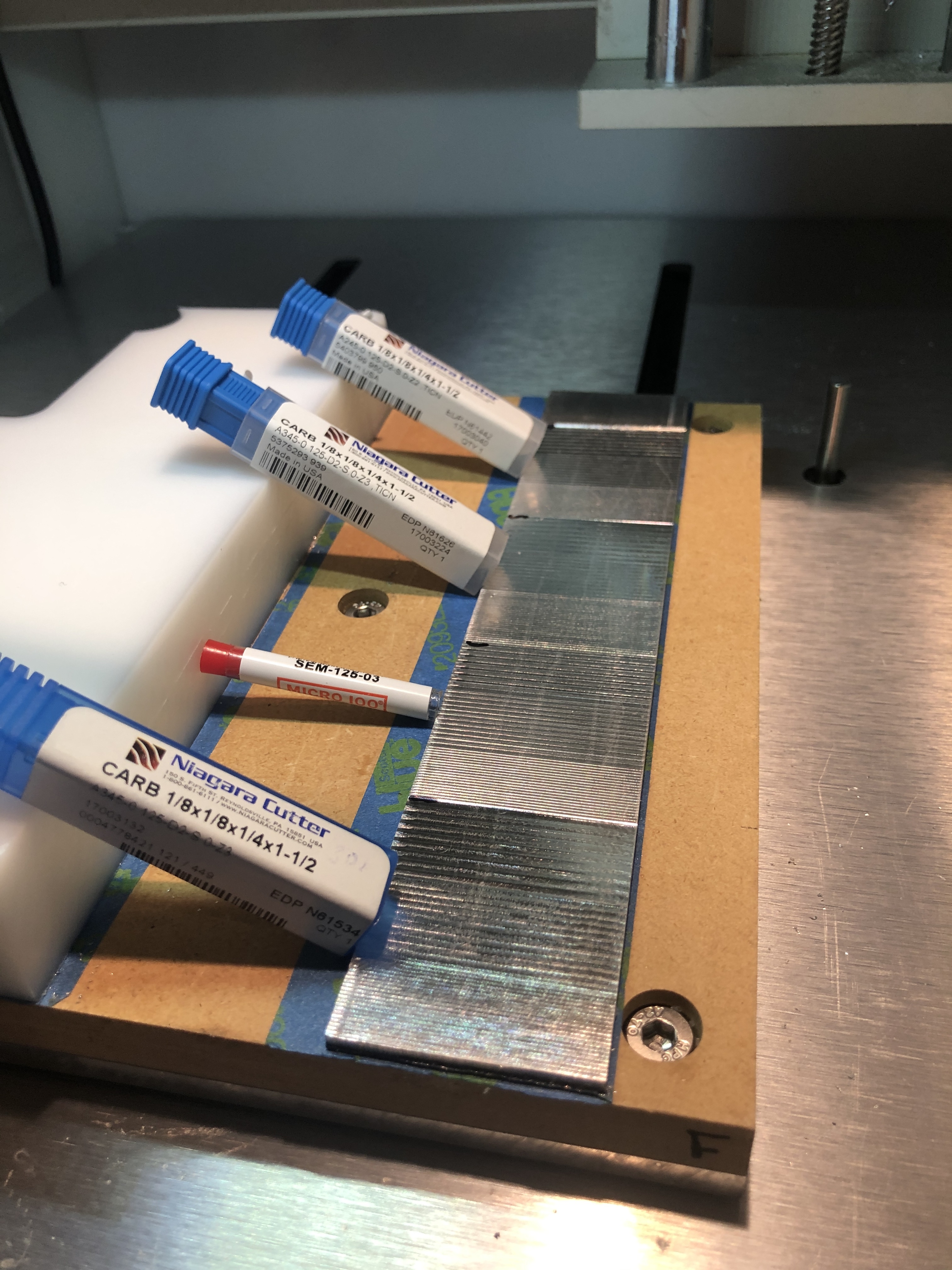
… and arrived… when I have time it’ll be the battle of the 45 degree helix 1/4” flute length end mills.
3 flute bright 0.125 vs 3 flute TiCN 0.125 vs 2 flute TiCN 0.125. Shame I don’t have an equivalent 45 degree ZrN about for a comparo.

4 Likes
Those high helix triples can be fun, as long as you aren’t slotting. In the Nomad spindle I doubt you’ll have to worry about pushing temps too high.
Definitely keep us updated
2 Likes
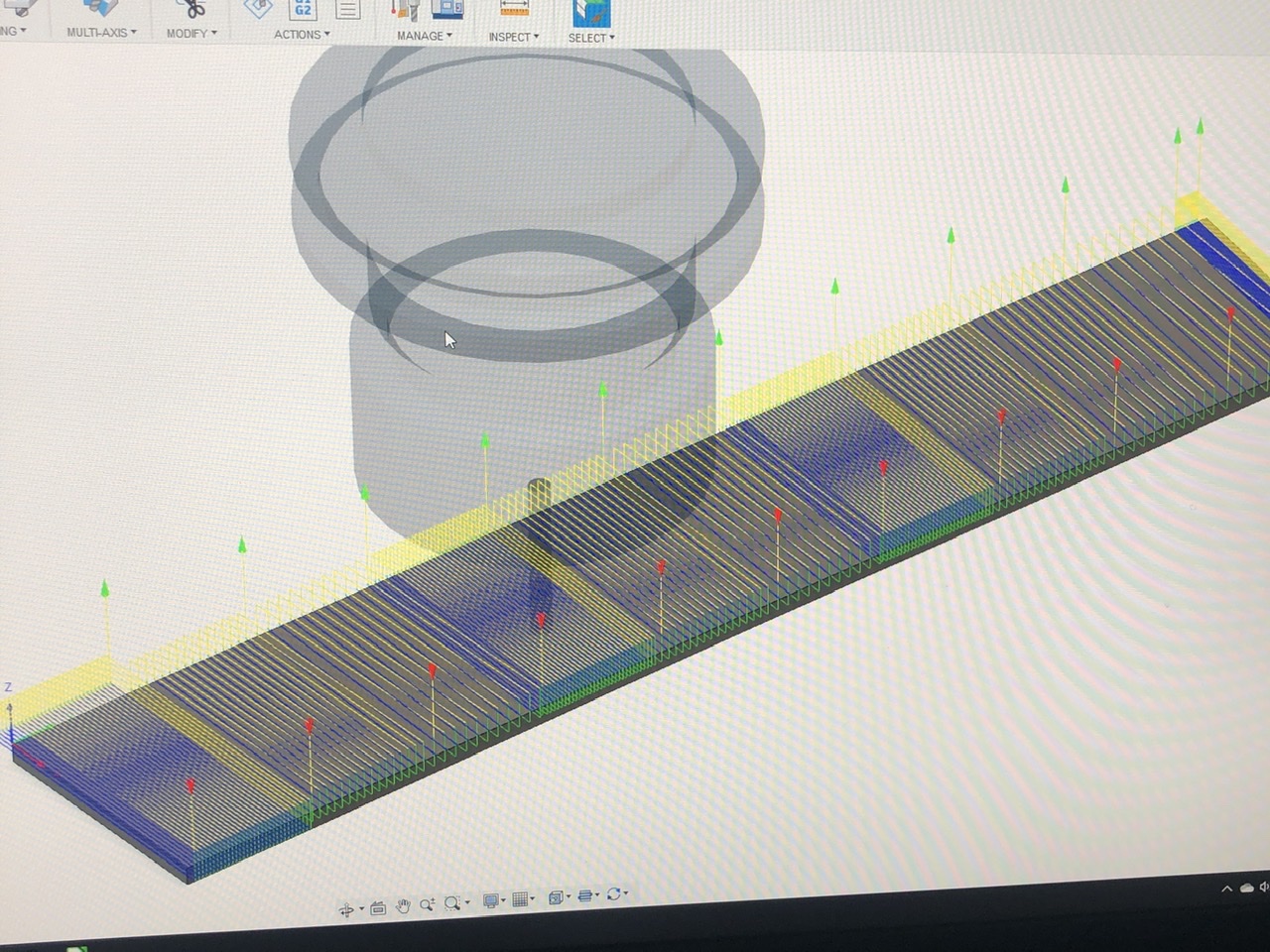
And a late entry in the fast facing tests - a Micro 100 3 flute with 30 degree helix as opposed to the 45 degree helix. Imagine this feature will get more interesting on adaptive. 10,000 RPM, 63 IPM, 0.008” DOC. Strips of 20,40,60% end mill diameter stepover for each end mill. Surface finish all pretty close but have to give the edge to the 3F TiCN.

4 Likes
And from fast facing to a mild finishing facing. 10,000RPM, 30 IPM, 0.002” DOC climb
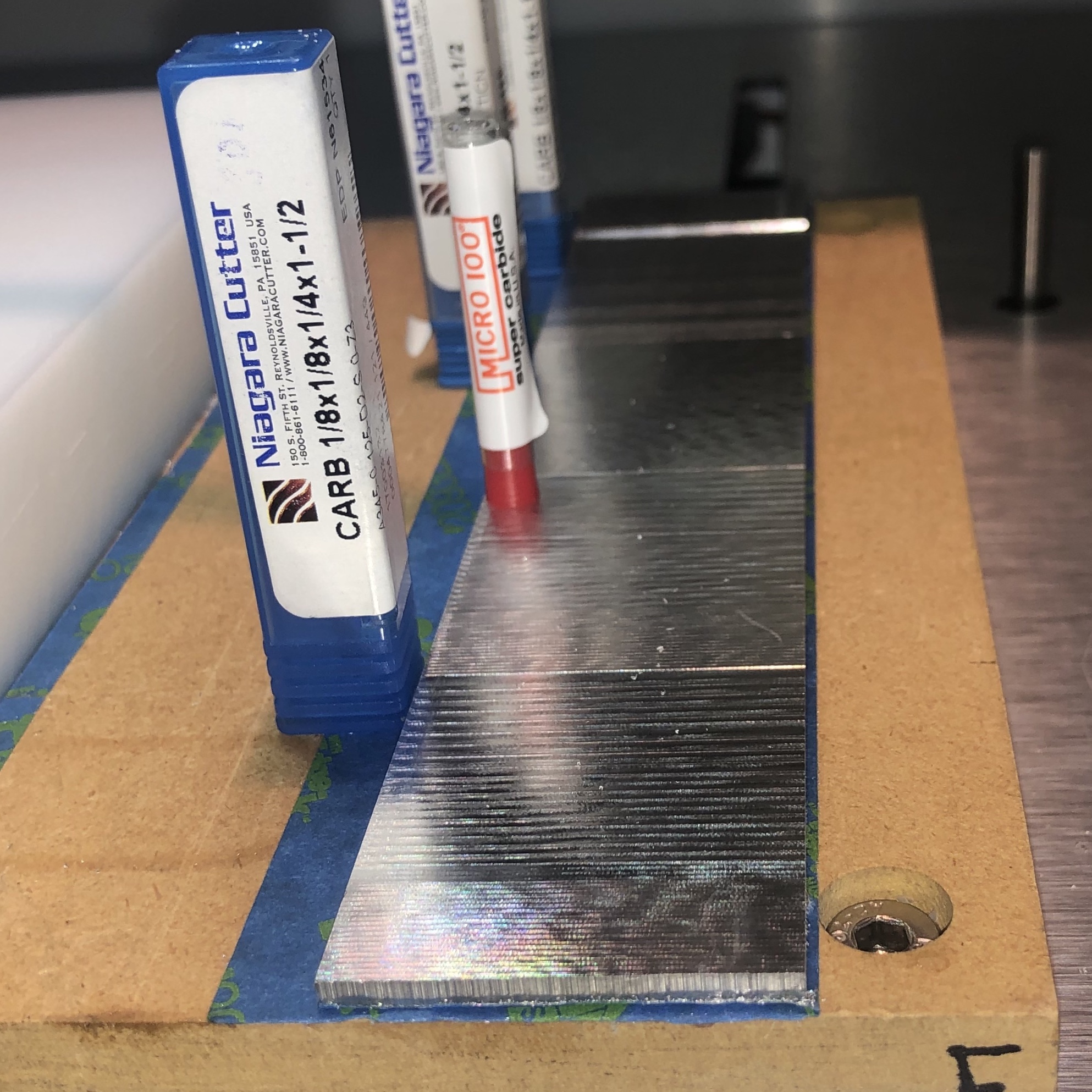
milling. Once again strips of 20,40,60% end mill diameter stepover for each end mill. Interestingly the 30 degree helix Micro 100 left a duller finish. Hard to say if it is only due to the helix angle or just the specific rake/relief geometry of the end mill. Niagara 3F TiCN slightly edges out Niagara 3F Bright.
Same section in for a closeup - the difference of 0.006 less DOC and going from 0.002 chipload to 0.001 chipload. Not sure if the short stretches of gouge at the top are left over from the roughing pass.
2 Likes
Whilst waiting for more aluminum stock to arrive I thought I would link in this old coating thread.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.