I’m trying to cut a 1/2" deep pocket into an 18x24" end grain cutting board. I’ve tried several different pocketing strategies in Fusion 360, but the cut time for the roughing pass is not budging much from approx 2 hours, give or take.
Does this seem right? Can I get it any faster? I tried using 2D adaptive pocketing, but it added in a ton of pointless tool moves, even though I told it to go both ways, which made it even slower.
Any advice would be great! This is production work, so the goal is to go absolutely as fast as possible without breaking the tool. There are two cleanup passes with a bowl bit at the end to make it look nice enough for final sanding, so what I really need is help with is the roughing pass.
I would do some tests with 2D adaptive. You can usually increase your depth of cut when using adaptive vs pocketing. Your feedrate is already pretty high and you are taking a decent chip load. The only thing left is increasing your tool size which may or may not be better because of the power limitations on these machines or increasing your DOC by using adaptive. I don’t cut a ton of wood so I don’t know if you can go deeper but by going from 3mm DOC 3.81 WOC pocketing to 4.5mm DOC 2.54 WOC adaptive, I saved about 30 minutes on machining. You will have to test and see how far you can go.
Increasing cutter size and/or speed (RPM) proportionally increases material removal rates at the same feed rates without increasing cutting/machine forces.
Yup - required spindle power is proportional to material removal rate. But, even those “1.25 HP” trim routers should have plenty of power at or near their maximum speeds.
I had no idea the Shapeoko 3 could use a larger bit than 1/4," except for very light passes like with a bowl bit or similar. So could I use a 3/4" bit? Or is 1/2" the largest I should attempt?
Using a larger tool is not without it’s challenges. You could use that bowl bit for the whole job and test to see what your limits are. When you increase tool engagement, it requires more spindle torque (which shouldn’t be a problem as @gmack says above) which then requires more machine power to hold/move the spindle where you want. That second bit is where I expect you will hit the limit first. It may be faster to slow your feedrate and RPM a bit but take larger cuts with a larger tool, you will have to experiment.
Amana makes “Carbide Tipped Straight Plunge” bits for wood with 1/4" shanks and cutting diameters up to 1". The 1/2" version is in Vectric tool library, so they likely have it in their Fusion 360 library too. If your spindle supports 1/2" shanks, you should use them. Either way, you should minimize stickout and maximize speed (RPM). @fenrus has tried the 1/2" version - you might want to contact him for his impressions (and share yours if you try one.) FYI @Vince.Fab says that Shapeokos do better with shallow wide cuts than deep narrow cuts.
You might want to monitor and log the spindle input power and/or current to make sure you’re not pushing it too hard. You might find this useful too.
Thanks everyone for all the help, as always! Love this forum!
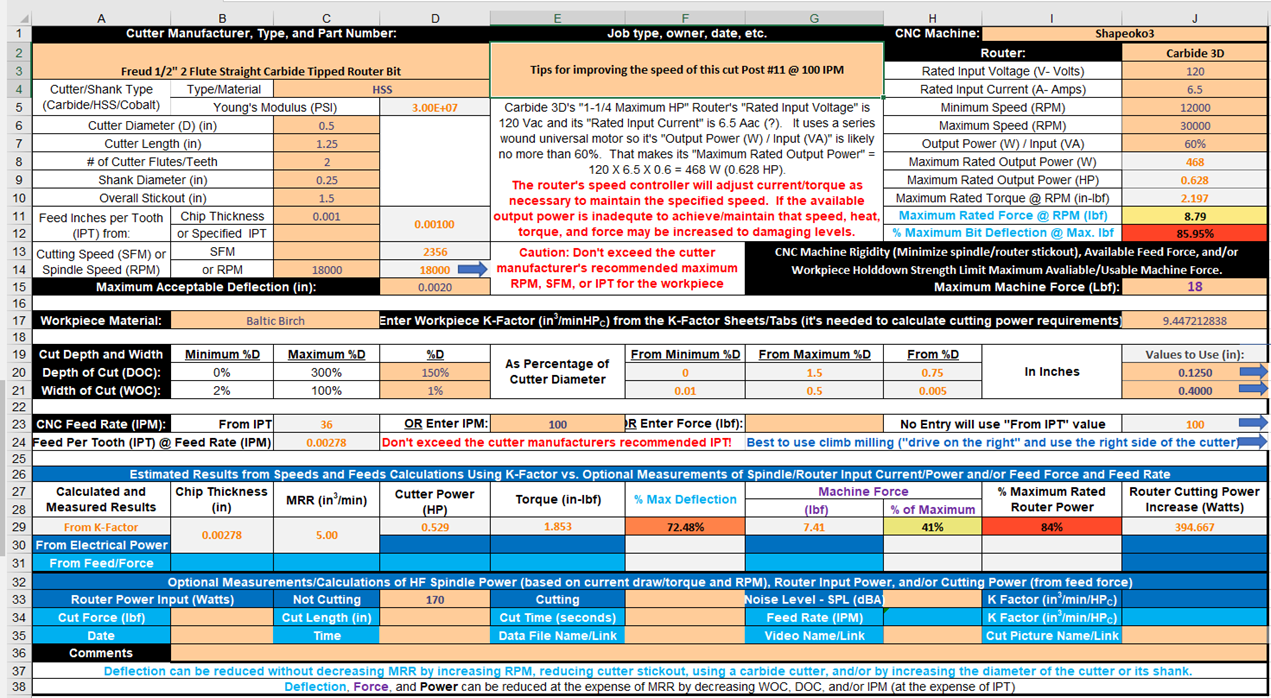
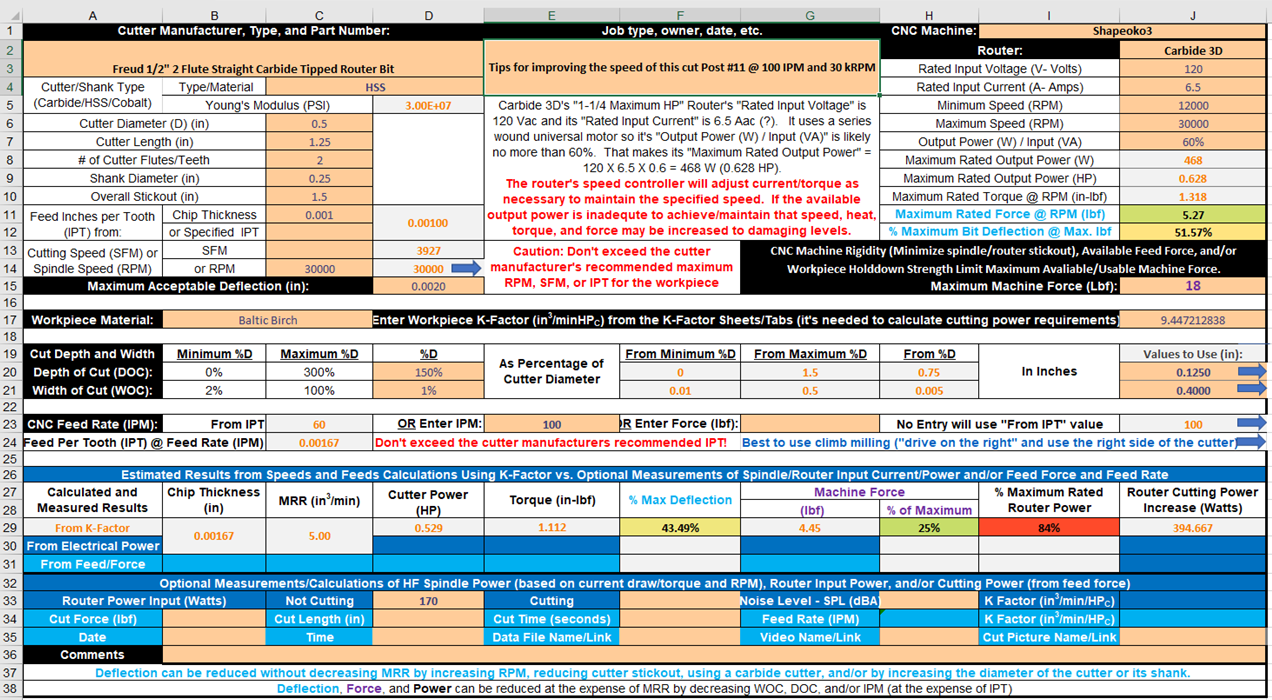
I found a Freud bit that’s 1/2" wide with a 1/4" shank. It saves me more than an hour to run it at 18k rpm, 100ipm, .125" deep, with a .4" stepover.
Do you all think this seems doable? Or will it overwhelm the machine? According to the manufacturer’s tables, in hardwood, at 18k rpm, this bit can go about 395 ipm at a depth equal to the diameter, so I’m not worried about breaking it.
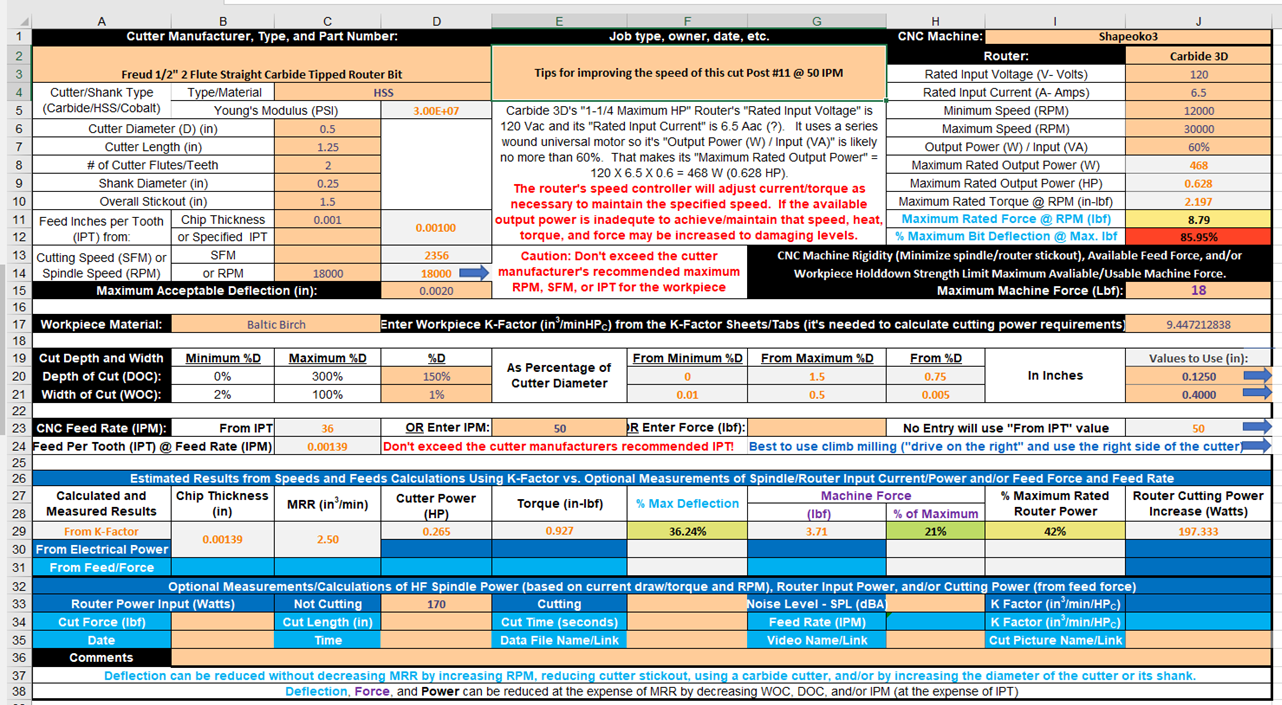
If it’s not a plunge bit (doesn’t have cutting edges all the way to the center), you’ll need to ramp in/down very gradually and slowly. Once you do, you should be ok, but it would be prudent to start out at 50 IPM and gradually increase the feed rate with CM.
Assuming that it’s a two flute cutter with a steel shank cutting Baltic Birch (likely much harder to cut because of all the nasty glue) with a Carbide 3D router.
It would likely take about 42% of available router power and 3.7 lbf cutting force at 50 IPM:
One thing to keep in mind is that those amana 2 flute bits may be “plungable” I you will burn wood while doing so with an hdz. With a belt driven z you have no hope of straight plunging and need to ramp it in and out.
There are not what I consider cutting edges to the center of the bit.