8mm CP1
Lakeshore 250 Fireplug
Lakeshore 250 4 flute ball
Im feeling a bowl challenge coming on. Any suggestions on what to make…if we can actually cut this 
8mm CP1
Lakeshore 250 Fireplug
Lakeshore 250 4 flute ball
Im feeling a bowl challenge coming on. Any suggestions on what to make…if we can actually cut this
I used to do riveted patch repairs on titanium helicopter exhaust ejectors…I still have nightmares 
Have fun!
Dan
How about a miniature Johnny Five?
Your not running your shapeoko stock…

You made that up…right?
I thought those were only on F4 B engines.
@DanoInTx - Bet that wasn’t cp1 huh. How awesome of a time did you have drilling holes? Lol. Still sounds like a cool job!
@DanStory - oh I’m definitely not as cool as Saunders Machine Works! Have you checked out the J5 they are building!! Plus I now have significantly less titanium after cutting some chunks off for Winston and Ed Kramer, sharing is caring
@DIY_creator70 - actually…its a little known fact that I have two S3s. One is completely stock, minus a sub vice addition. The stocker “ol bessie”, should be able to do just as much… only slower and with use of predrilled drop spots, which I was going to use anyway.
I joined up in 1990, we only had one F4 in the hangar…for towing practice. As a kid I remember seeing the Phantom on TV and such, thinking “That is so awesome!”. To see it dying in a hangar being used for towing practice was kinda saddening to be honest. By then we had a few F14’s (that were being phase out) and everything was all about the F/A18. Man I miss airplanes sometimes. Being “in the aerospace industry” is not the same as climbing around on pure awesomeness everyday.
That’s actually what I remember most, drilling, drilling, still drilling…”Hey man, what are ya working on? Oh, I see, you’re still drilling…”. We actually made the patches out of stainless. Easier to work with and lasted longer, less brittle. Add some Monel rivets (also fun to buck by hand), pretty solid repairs.
Thanks for the little trip down memory lane, whatcha gonna make?
Dan
The amazing thing about all that is that every U.S. military aircraft for a long while back has parts which were made on the same heavy press:
Wow!!! Thanks for the most excellent read Will!!! I never realize how much I don’t know till I learn something new! Bookmarked for future re-reading!!!
Dan
I don’t have an adjective that begins to fit. Thanks Will.
Yeah, I just wish that people would have that kind of long-term vision now — folks used to bury boxwood under horse manure to allow it to dry in such a way that it wouldn’t split or check for 70 years, but politicians and board members can’t look past this quarter’s reports.
I am speaking of the life of a man who knows that the world is not given by his fathers, but borrowed from his children; who has undertaken to cherish it and do it no damage, not because he is duty-bound, but because he loves the world and loves his children.
—Wendell Berry, Unforeseen Wilderness 1971
Wish he’d used the word “respects” there, but oh well.
Sorry to continue derailing this thread. Learned about these machines last year in a mini documentary on youtube. It has some cool stock footage too:
How are you supposed to compete with that 
Hopefully should be getting to the Ti soon, just finished a complex double sided 3d machined part/fixture.
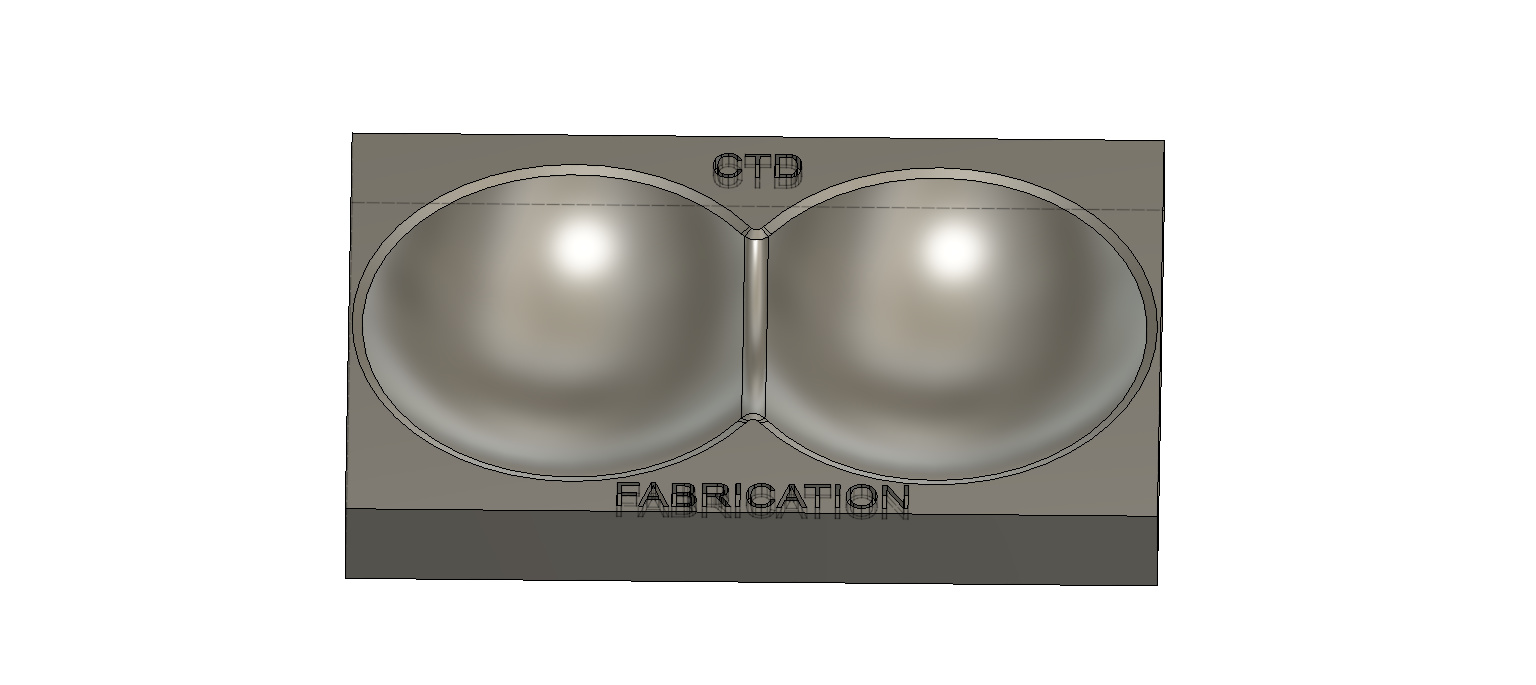
Oh c’mon Vince, a bra for Captain America?
You gotta have some quevos to try this kinda stuff
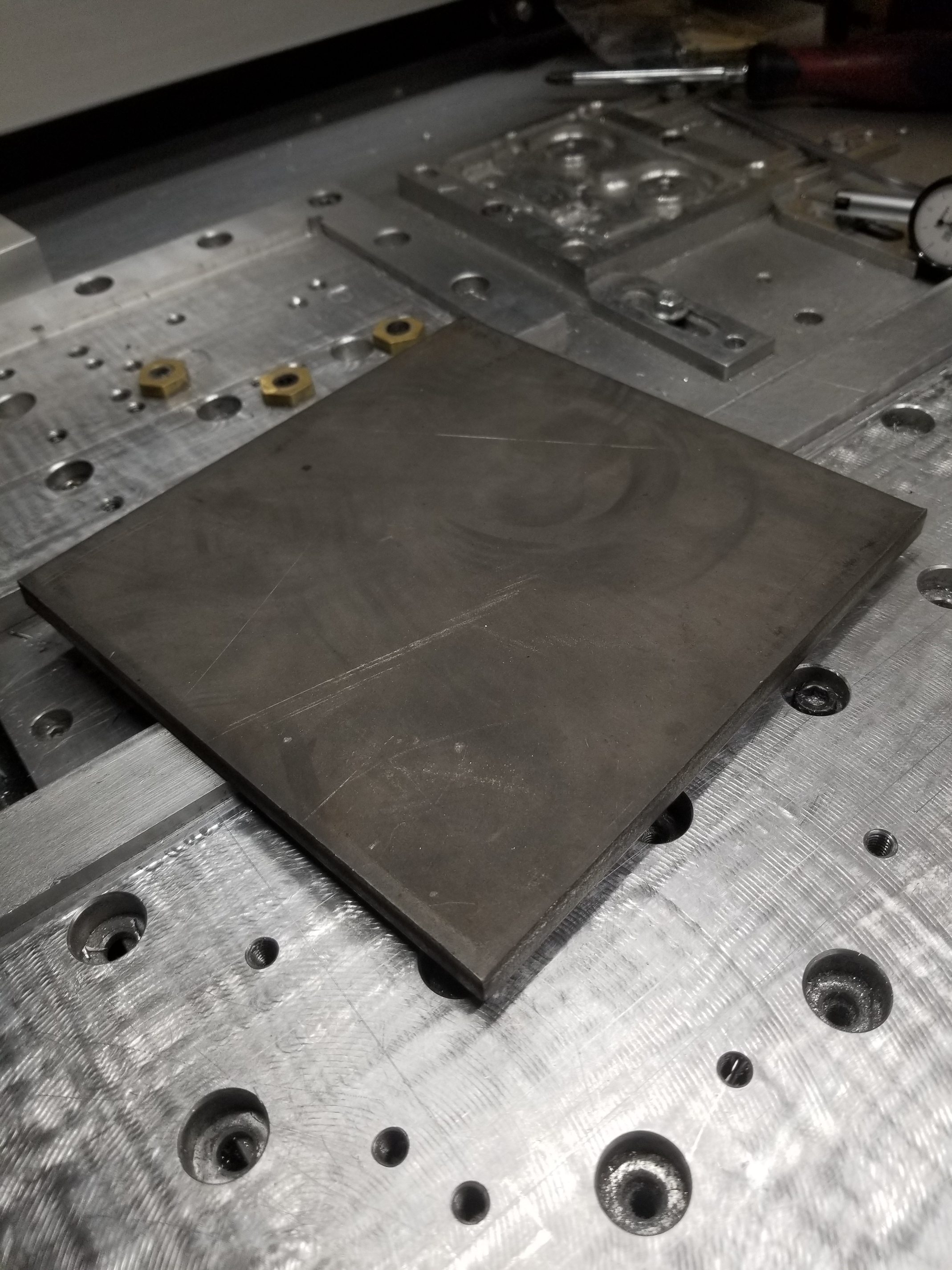
It’s done and its fabulous, could improve in a couple spots
Followed a 0.0008 chipload for 0.0625 roughing, then 0.002 chipload for ball finishing
Crazy! This is exciting. People keep asking me if I cut steel on my CNC and if can cut titanium then I don’t know why I can’t try steel.
You can cut pretty much any material you can find a suitable endmill for, and which one can work up suitable feeds and speeds for — potential problems:
Dual insert 0.750 face mill, deck 10 thou 2 thou per
1/16 four flute amazon special 0.0008 maximal chip, 10krpm, 0.010 opt.
0.250 four flute ball mill, 0.002 chipload 20krpm!!! 80ipm. This was done with a little too much stock left but chewed through it no problem. You can see where I was varying chipload
Cutting oil bath, quick hand wipe with Mothers to bring out the shine