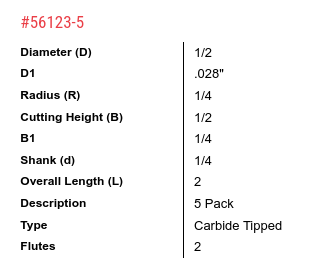
I would probably enter this as a 0.030" - 0.032" diameter endmill. Just slightly larger than the point/tip radius (D1). And program my depth to 0.248"
This leaves
a few thousandths so the sharp edges of the tool are not leaving a line in the stock.
Yikes! Presumably you’d have a toolpath for the actual tool and just disable the multipath stepped paths for production. I’ll try with the tool and if I’m happy with not seeing the visualisation, because I know the expected result, then I’ll skip this process - although it is very interesting.
Is there any expectation that CC will support these types of bit, directly,in the future?