Ah, thanks. I hadn’t gotten around to looking for that, but I figured something must be in there to ignore the tool changes. Of course, I’d want to ignore any tool number (e.g. those from Carbide Create), so a regular expression like “M6 T[0-9]+” should do.
cool, thanks. I’ll replace Carbide’s F360 post with yours, I knew it was out there but did not find it when I moved to F360, and then forgot.
1 Like
Mine is based on the grbl default, not Carbide’s as I haven’t used motion since the first time I used it. I always use metric, and I’ve never had an issue with it.
Yep, that’s what I did for tool changes. I meant to type filter but autocorrect changed it.
Excellent! Thanks for this. I hate remembering to delete the G28 line every time.
Try this one:
If you don’t use more than one tool in a post run, set “minimize tool changes” in it, and there will be no tool changes in the file.
Just removing the T commands automatically is a little prone to error. If you generate a file accidentally with more than one tool, it’ll just run and cut improperly, which is almost surely not what you want to happen. If you use the “minimize tool changes” (which just stays set unless you change it again) method, you still get an error if you use multiple tools in the toolpath.
This file actually is zipped…not because it’s big, you can’t upload .cps files.
C3D-SO3-DEWALT.cps.zip (5.5 KB)
1 Like
Good point. I’ll try it too, and diff them out of curiosity. Sooner or later I’ll want to customize one to my taste I guess.
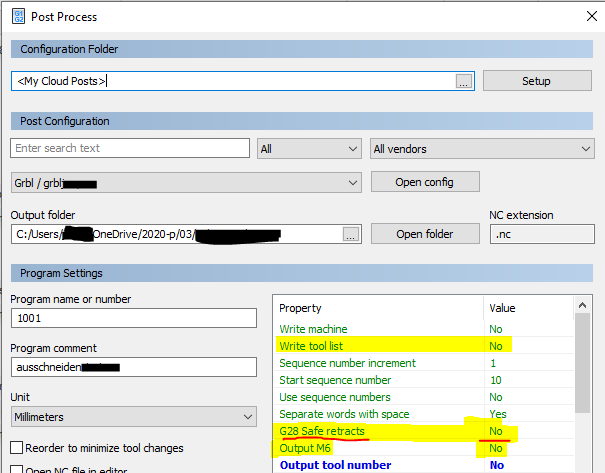
I used a Custom GRBL POST Processor and disabled G28 Safe retracts. “G28 G91 Z0” lines are gone!
I also Set Write Tools list and Output M6 to No because GRBL stopped with invalid Command. (Openbuilds Control)
I just wanted to update this thread with a link to the newest version of my Fusion post that uses your clearance height, as set in the CAM settings, for the initial Z move.
Lots of other configurable options.
https://a360.co/2PPwJrT
4 Likes
Thank you! I updated to that version.
1 Like
I had similar issues when milling the Chippendale Desk Legs. It’s operator error, and a balancing act; meaning you ca’t get program more Z travel than what’s available above my stock. (See the Z+1.3?)
The solution was to change the default Clearance and Retract heights to remove this error, and then everything posted and worked great.
1 Like
Let me know if you have any issues. The update came because of a request to handle the Z retract at the beginning of a job.
2 Likes