I’ve been watching some videos and reading the forum on creating some vcarve inlays. I tried it once before but it’s been a while and vaguely remember the process so I’ve been having to retrain myself.
My question is about the male part, the plug, of the inlay. When I specify the starting depth, does the router plunge down to the starting point and then plunge further to start the first pass with the bit? If I remember, this is the case. I’m just worried that if I’m clearing material and my start point is .05” and then my depth per pass is .06” for the 1/4” then I’m actually taking .11” in the first pass. The remaining passes are okay because it will just clear .06” as specified by the bit.
Is it better to put a shape around the inlay object and pocket out the shape to the depth of your starting point then start your vcarve?
the physics is all the same yeah… I think the one I wrote is slightly more clunky than is needed with current carbide create… I should make an updated one sometime
Is my logic sound? Im using Carbide Create for this technique.
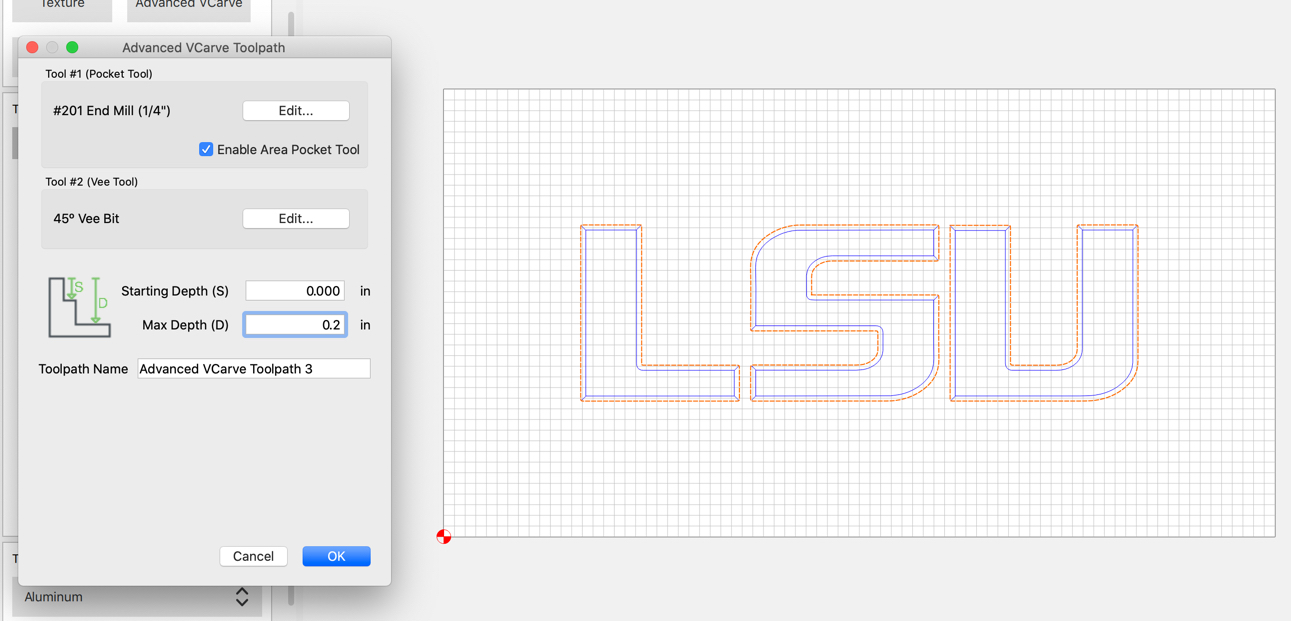
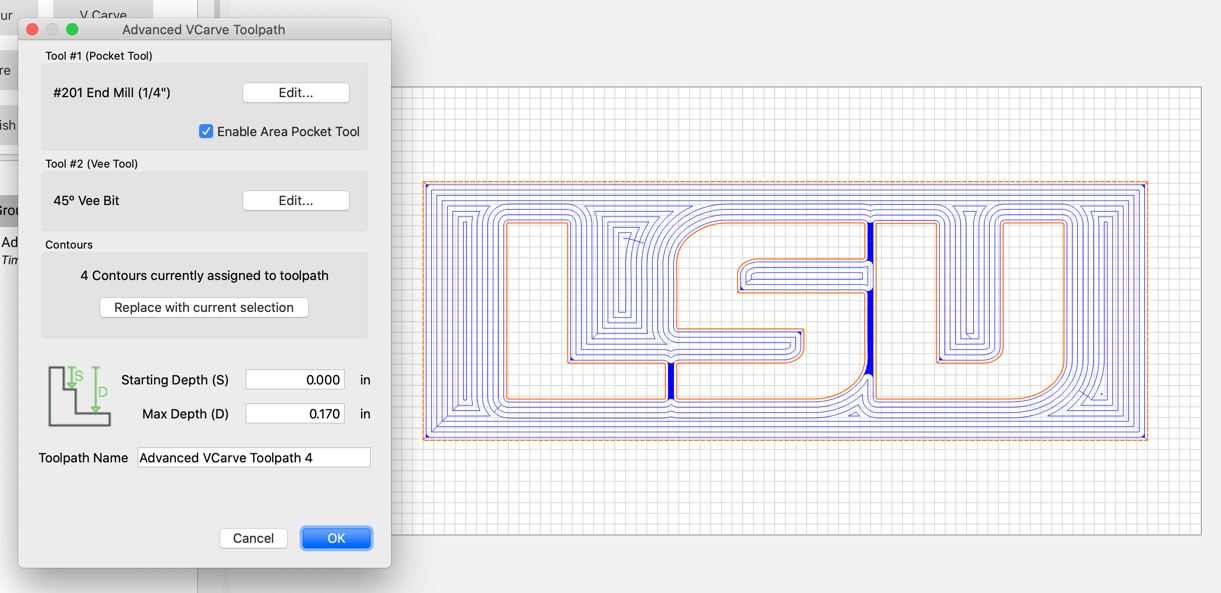
Having room for cutoff with bandsaw is the difference in the starting depth of the pocket and inlay. Must have a higher starting depth in inlay to have room for cutoff.
Having room for glue in pocket, you must have a total depth in the pocket greater than total depth in the inlay. Total depth is calculated by subtracting starting depth from max depth.
In my example I don’t have any room for cutoff because the starting depth is the same in pocket and inlay. I also have .02” of glue because my pocket’s max depth is .22” and the inlay max depth is 0.2”.
In that example the artwork will not line up. The inlay needs a start depth of the depth of how deep the plug will go in so that the artwork lines up. Here is an example that worked well for me:
With these parameters you have a gap of .05" between the base and inlay backer and a .03" glue gap. I found a lot of the tutorials have glue gaps much larger and make more of a void in your board.
Yes - I have the same issue and what I typically do is take the gcode file and run it twice - once with the Z zero’d above the stock to a point that makes it a reasonable cut depth, then again with the Z zero’d properly with the stock surface. It is sort of like a clearance pass that makes the actual run go smooth.
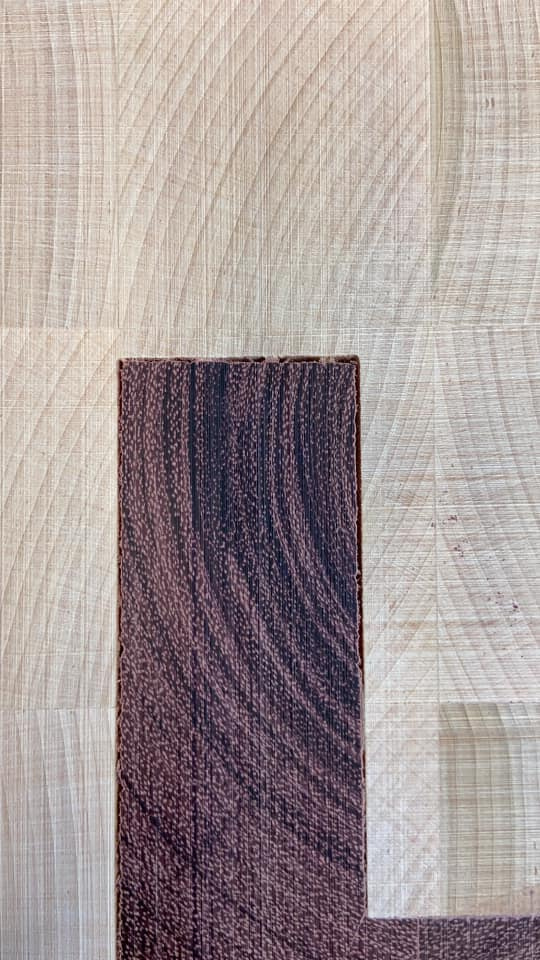
If you are cutting endgrain, you can be a bit more aggressive as it carves much more smoothly than edge grain.
How did that work?
The way I thought before reading this would be
.2 pocket
Then on the inlay, a contour over it all taking off .03
Then .25 vcarve with start debth of .03
That would flatten the inlay for glue space and allow the .25 to start at .03 without taking too much on the 1st pass.
Bottomed out too soon. I dont have a pic. i had to redo it. Went with the classic, .2 pocket and .1 start with .2 max depth on inlay. That too didnt come out that well.
That’s close…Tell me about your 45deg bit. If you carve deeper than the angled part on your v-bit, you’ll be left with a vertical “plateau” on top of the male carve. A wider bit will ensure it is angled over the entire depth.