My hats off to folks that have mastered the Carbide software. The learning curve is steep. I’m trying to engrave an urn for my father-in-law’s remains. Set it all up in create, created the necessary tool paths then ran it on a test piece of Walnut. Looks fantastic! Papa would be proud. I replace the test piece with the proper piece (from the same board, same thickness) I set the x,y and z axis and then run the same G-code. This time, it engraves the air, never penetrates the wood. At some point in the many tries I realize the front view is showing me that it is above the stock. But I’m not seeing anything wrong in either the configuration or the zeroing process.
I find that opening the .c2d file up and drawing a box which matches the specified dimensions (draw up the cut in profile if need be) or moving the machine to the origin and then using a tape measure to measure out the dimension(s) in question will make clear where things aren’t lining up.
Thanks for the quick response Will. I started with that video and that is how I was able to get the test cut to work well. I did not change anything between attempts, other than to zero x, y, and z since I had placed a new board on the machine. Would this suggest it is an error in my setting of 0 ? I’m setting Zero height to top, the thickness of my stock is 13.6 mm, starting depth 0, max depth 1 mm. Again, I didn’t change anything in create between runs, I stayed in Carbide Motion, changed the board and reset 0.
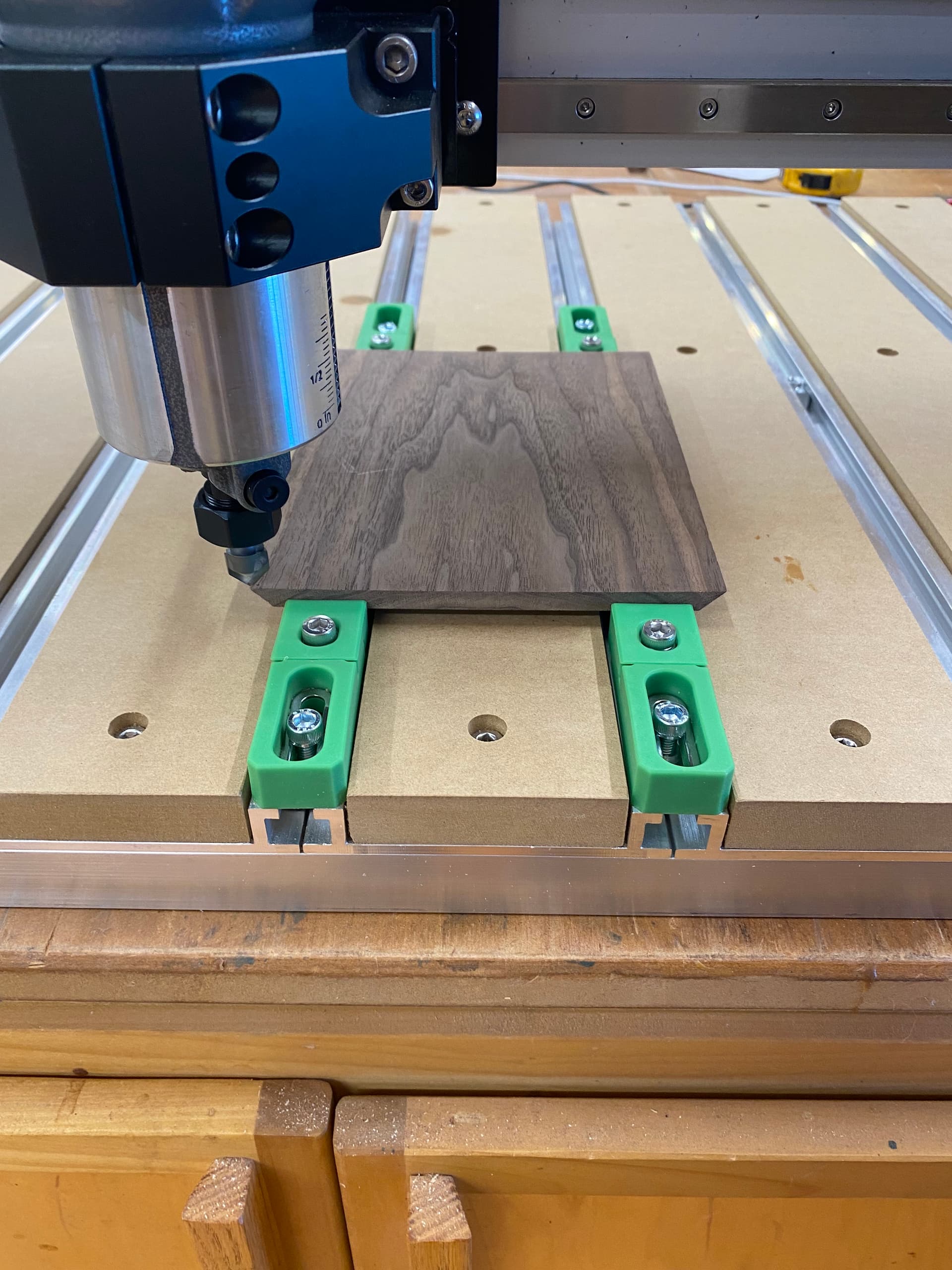
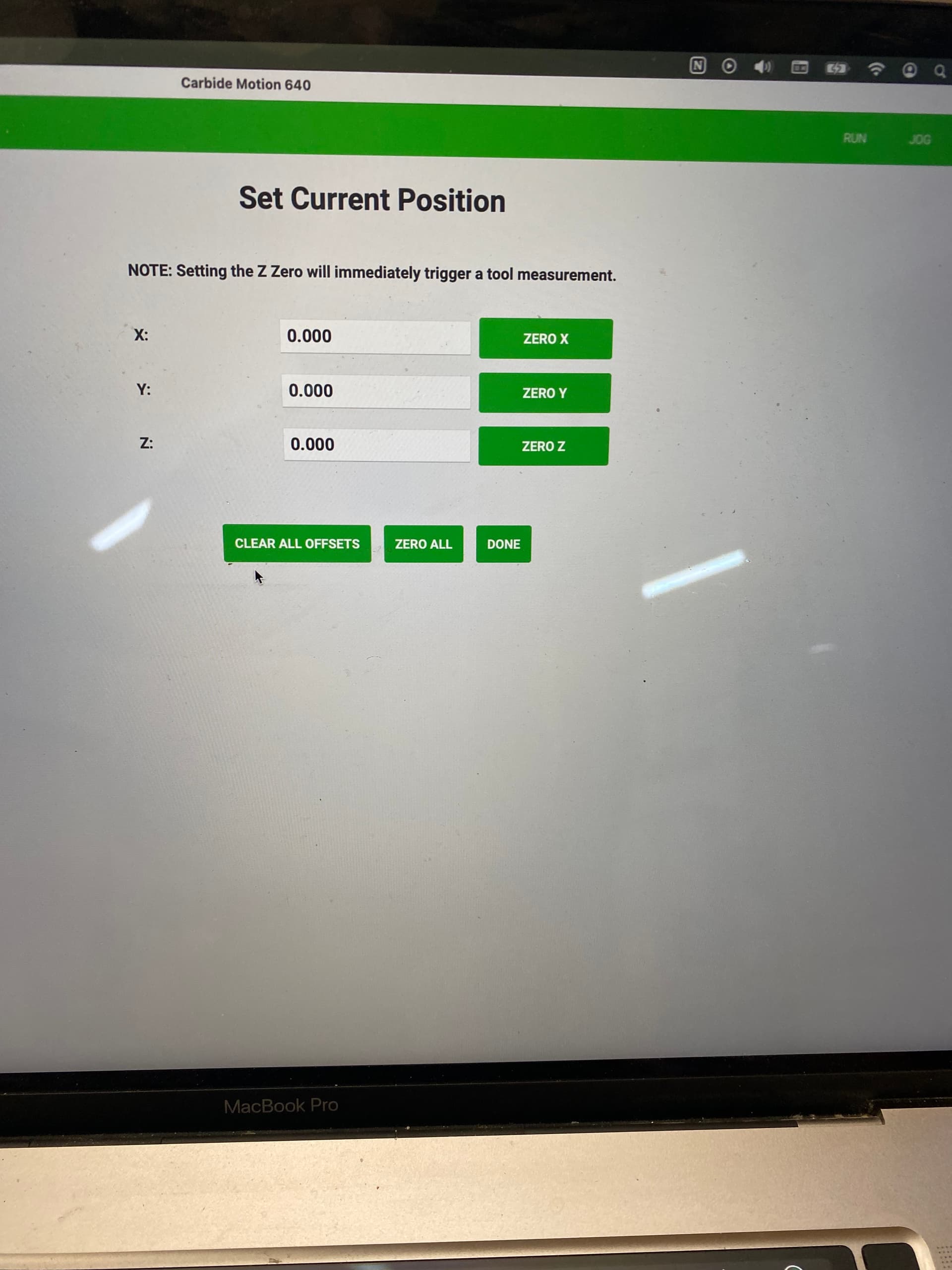
If you still have trouble, please send in the .c2d file and let us know step-by-step how you are securing your stock and setting zero relative to it and managing all tool changes, and send a photo showing the stock in place and the machine at the zero position relative to it (or a specified offset from that position) and screengrabs showing what Carbide Motion shows for Position and Machine Position (click on either to toggle to the other).
Thanks Will. I appreciate your help, especially on a Saturday afternoon. Just tried again from scratch and the depth of cut is still just air, skimming along the surface of the wood. Mark.c2d (868 KB)
Since I’m new it isn’t allowing me to add photos. If you have an email address I can send them along.
Here is how I’m setting up the job.
Load a New File
Open the Jog panel
Set Zero/clear all offsets
Done
I use the paper technique to find x somewhere on the board and Set Zero.
I then move to the lower left corner and set zero on x and y. I don’t do z at the same time because the paper trick doesn’t work on the corner. (I did try it that way setting all three at once but so no difference in the result).
I jog the machine to x,y,z in Rapid position to verify the settings.
I start the job,
The machine goes to the BitSetter and does it’s thing, then I turn on the spindle and the machine starts to work.
I’m using only one endmill, so no tool changes or resets for this project.
Please post a photo showing your machine at the zero position relative to the stock and screen grabs showing what Carbide Motion shows when at that position for both Position and Machine Position (click on either to toggle).
The thing that stands out is the “clear all offsets” statement. I think the only reason to use that is when resetting the bitsetter location.
The way the bitsetter/tool length offsets work it needs to measure the initial tool you use to set Z zero. Then you set Z zero, then when you run a program it measures the tool to determine the offset compared to the initial tool.
Thank you Todd. That is essentially how I started, I wasn’t using that at all and was having the “Air engraving” problem. It was an exchange with AI that caused me to introduce that step. But I will try it again with out that this morning.
I sort of got this to work, but I couldn’t tell you why.
Here is what I did differently. Per Todd’s suggestion I eliminated the “Clear All Offsets” step.
I modified the engraving to go a bit deeper into the wood, to 2mm
I modified my Z-axis setting a little. I lowered it until I could slide the paper while just leaving an impression in the paper - as instructed - and then lowered it just a wee bit more.
I set the, x, y, and z to zero individually. Rather than using the set all.
I can’t see that any of these would account for the problem I was seeing and I did see it happen again even after I made these changes on one occasion, but I managed to get it to work on 3 of 4 attempts. And more importantly, I was able to finish the Urns.
I’d still love to understand what I’m doing wrong.
What does the “t” represent? I’m new here, and running a job as I type… my first ever. Having some issues with depth on a V cut, but I figured a way to get it done for now. I need to find the “proper way” when this job is done. The “t” may have something to do with it.
t represents the thickness of your stock. Ie, if you run a profile/contour cut and use t as the maximum depth, it will cut through the piece.
Using t on a v-carve does the same thing; however, the software will calculate the maximum depth of cut based on the tool you select and the width of the vectors.
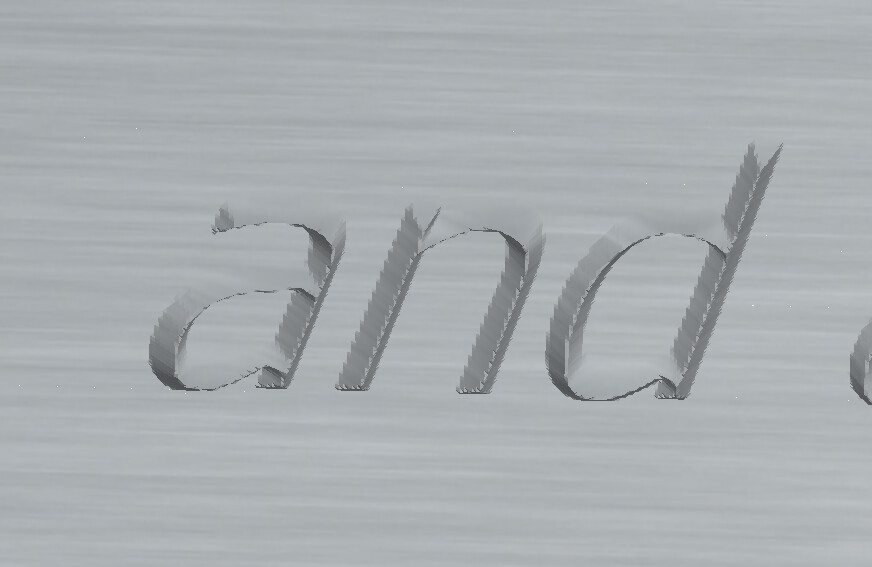
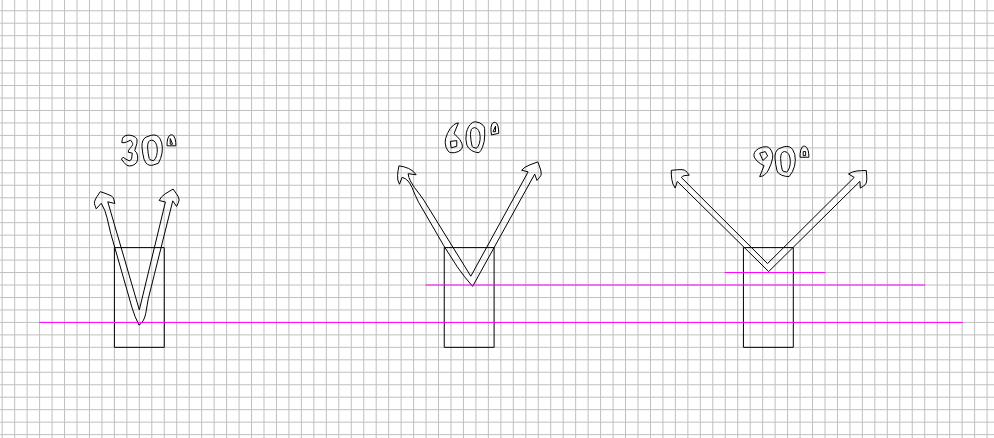
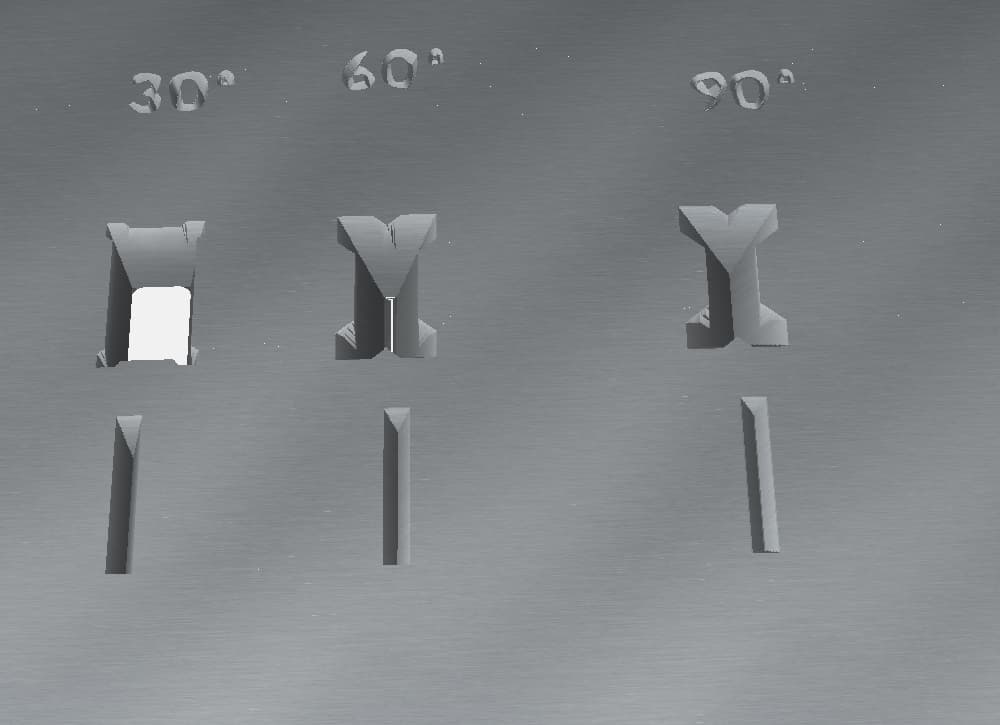
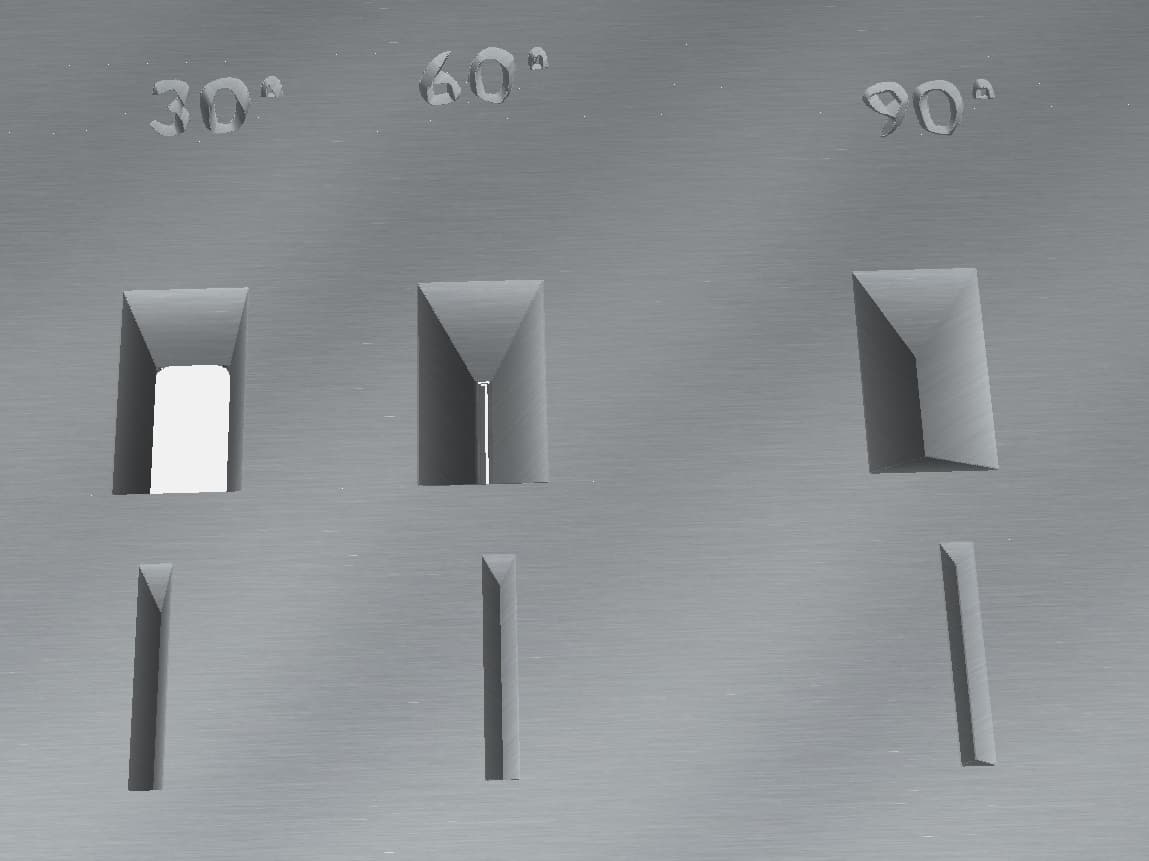
Here is a crude example of what I mean. Each box is 1" wide by 2" tall. If you select “t” as your maximum depth, the software will automatically calculate the maximum depth the bit can carve while staying within the Vector limits. ie, a 30-degree v-bit will carve deeper than a 60 and 90-degree bit.
I created a second set of vectors, each 0.25" wide by 2" long, and you should be able to see that the 30-degree bit extends deeper than the others. You can see how the wide vectors carved through the stock.
My issue was the 60 degree V bit barely scratching the surface of the wood, so inputting the thickness of the stock wouldn’t fix that. I’ll be making a post on it soon.
This is one of the best and easiest to understand descriptions I’ve seen about this topic. Thanks for your reply. It really helped me wrap my simple mind around it