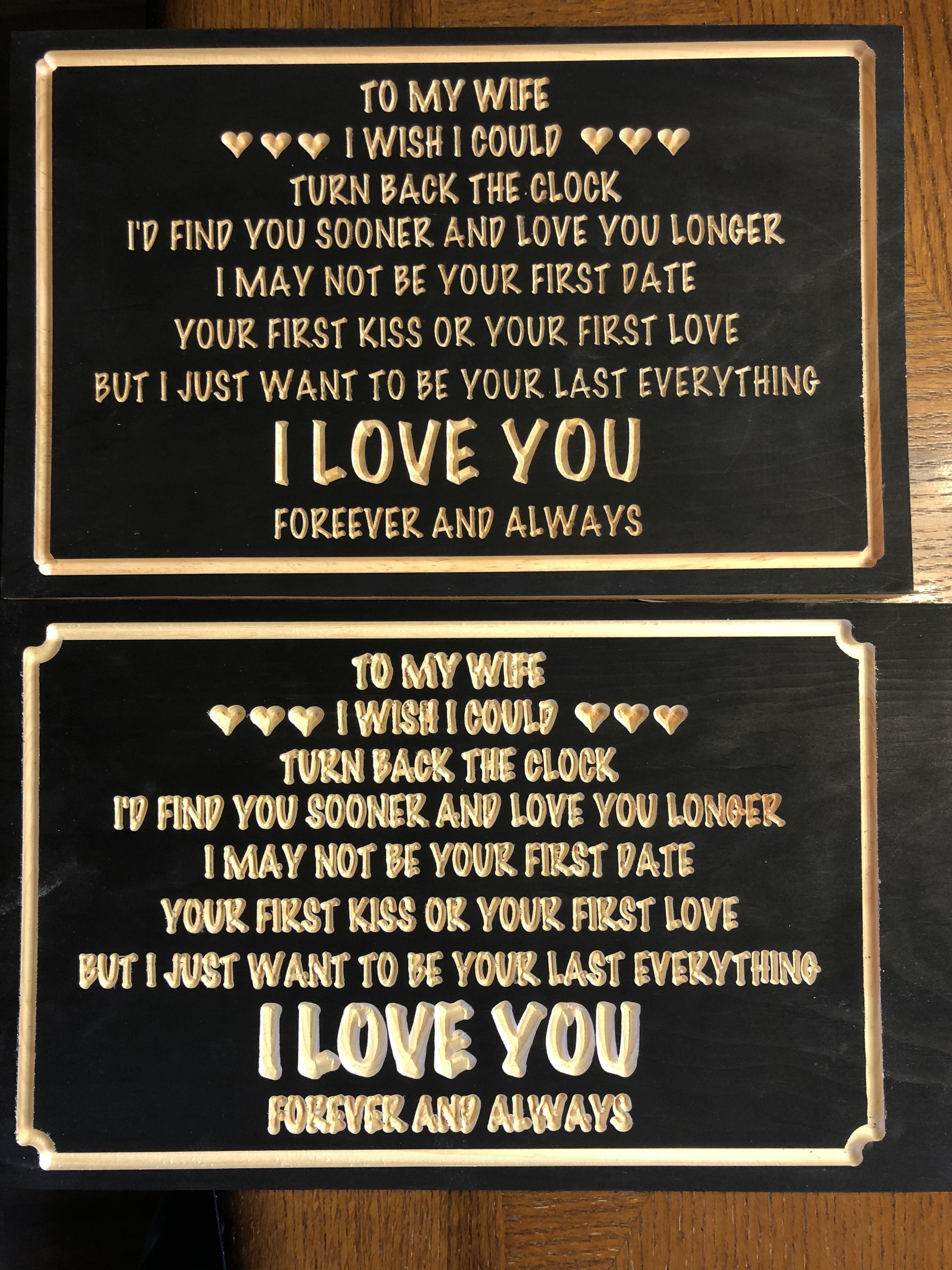
I’m fairly new to CNC. I have a Shapeoko XL and my vcarve goes too deep. My stock is pine 3/4 and I have set my Z thickness to 0.750. I’ve tried with both #301 and #302 bits. The size of the board is 9" x 14". I had once a good result but, I had made a typo. So here I go and start a new one on a new board, with the same stock thickness and now, after 2 tries, it goes much deeper. I’ not sure what could be wrong. Is it me or the machine? I’m using the BitSetter for tools change and Z reference as well as the jog option to position the x-y and z. For the z height, I use a piece of paper. Once these are where they should, I zero all. I also have the Touch Probe hook-up but haven’t use it yet since my clamps are usually in the way. Picture attached:
this clearly indeed looks like it goes too deep, but it goes too deep everywhere
not incrementally so…
almost like you lose some steps before you even start
can you check what your retract height is set to ?
(this is in the “sprocket” menu if you use carbide create)
Setting the height of a Vbit with paper can be tricky, the bit will slice through the paper. You can use your unused probe to set the Z only, this way you can place it anywhere on the surface. Set your X and Y by hand then use the probe to set the Z in the middle of your workpiece. Another option is to use a metal feeler gauge to set your Z manually as the bit will not slice through.
En passant Benoît, tu es de quel endroit? Je suis dans l’Outaouais.
Maybe it is tricky but we are talking fractions here. My vcarve is too deep by more than a fraction. Just to be clear, I use the jog to set the z height on the very top of my workpiece.
No, as mentioned, for the Z zero, I’ve use a piece of paper. My X-Y were positioned to the lower left, just as it was configured in Carbide Create. I then set everything to zero in Carbide motion. Then, load the code and ran it.
something wrong in how the G-Code matches the machine and V endmill — check the angles and so forth and verify in a previewer
something mechanically wrong, check pulley set screws, belt tension, &c.
something electronically wrong, check the wiring and so forth, if you have a machine with DIP switches check their settings
lost steps due to a mechanical collision — check retract height, &c.
Contact us at support@carbide3d.com if you continue to have difficulties and let us know what you did and we’ll do our best to puzzle this out with you.
This one is using #302, both in the software and on the router.
Comes to a true point, not sure what you mean?
I’m starting to think they may be something that need attention on the CNC. It’s fairly new, I saw some post on things to check like set screws and such. I’ll take a deeper look soon.
Belt tension — the Z-axis should be guitar string tight (but careful not to bend the motor shaft): http://docs.carbide3d.com/assembly/shapeoko/xxl/step-5-belting/ on deep cuts it may help to remove one spring from the Z-axis temporarily (which side doesn’t matter), esp. if one hasn’t added a spoilboard on top of the wasteboard — it also helps to install the router as low as possible (installing the Makita adapter upside down will help). Some folks have found it helps to remove bolts which won’t stay tensioned (M4 Z-axis tension bolt, various V wheels with eccentric nuts), apply a thin bead of threadlock along the length of the threads, then reinstalling. See the video at: https://www.youtube.com/watch?v=_lIIb_PdziA Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues.
It is also important to be sure that the collet is correctly tightened, the endmill fits correctly and doesn’t slip, and the router is mounted securely in the mount, and that the mount doesn’t shift. Note than endmill pullout can happen gradually, especially when profiling against tall walls.[4]
which pushes/pulls on the belt — make sure that the belt tracks true through both the pulley and the idlers and is in good condition, secure at appropriate points and well tensioned
I have epoxy curing right now so, I cannot make any dust for a few days. I’ll do a test with some very shallow pockets and some less shallow ones to see if I get consistencies.
I just had a similar issue with Vcarving Stars. Which version of CC are you using? The most up to date version has an Advanced Vcarve Tool path where you can set the bottom depth of the cut. Took me a few tries but was able to get my stars correct.