I’m going through the learning curve of using the VFD on the my new S5Pro 4x4.
I use the Makita router on my S3XL and it’s done good service for 3.5 years. I’ve learned just how far I can push it (and the S3XL) with different materials and bits, and it looks like I’m going to have to go through the same learning process with the S5Pro & VFD.
I bumped in to something really unexpected today. I tried running a job on the S5Pro that I’ve run maybe 50 times on the S3XL + Makita. There are two main paths, the first is the roughing path using a 25.4mm bowl carving bit @ 8000rpm with a 3mm depth of cut at 3000mm/min.
The Makita never complained… but the VFD immediately stalled! I tried again, stalled. Reduced the speed - stalled, reduced the depth, stalled. The only way to get this working was to increase the VFD RPM.
The reason I was using 8000 in the first place was to avoid burning since this is white oak and burns so easily. Of the 9 parts I made today, 3 of them have burn marks that don’t want to come out, even after 15 minutes sanding!
So, what’s the score with the VFD vs Makita at lower RPMs? Is the VFD really that weak?
Thank Jake. I thought maybe I had a faulty VFD. It does seem odd that it’s being sold as something that can do things the trim routers can’t (and at a much higher price), then in the first couple of days I find I can stall it quite easily doing things I’ve done with a trim router for years.
I’m playing with feeds and speeds to see how far I can push it. It does seem like if I double the speed (to 16,000) I can do what the Makita did at 8000, but then drop the speed to 8000 for very shallow finishing passes. Not ideal, but workable. It requires a different tool number in VCarve Pro (which I’m using for these designs), then the GCode to be edited to remove the tool change and leave just the speed adjustment - which pauses for a few seconds while it changes speed, but it’s better than manual intervention for a real tool change cycle.
If I’d known this ahead of time I may have been more hesitant to spend on the VFD - as much as I love it for all the other reasons - such as being much quieter and auto start / stop.
Oh, my other moan is that when using a tool of any reasonable length, the sweepy 2 needs the deep add-on base when using the VFD. Oh well, that’s another $20 + $40 shipping to the UK. It would have been nice to know this ahead of time so I could have bought that with the machine to save the extra shipping cost!
Unlike routers, the available torque from most HF spindles is constant over their operating speed ranges. Since output (cutting) power is proportional to the product of speed and torque, a spindle rated at 24,000 RPM running at 8,000 RPM will only have 1/3 the spindle’s rated output power.
Tripling the feed rate would provide the same material removal rate (and likelihood of burn) with the spindle operating at 24,000 RPM rather than 8,000 RPM. That would also reduce the cutting/machine forces by a factor of 3.
I’m late to the conversation but if you increase your rpm you need to increase your feedrate to match. Your current feedrate is too low which is why you’re burning the material. The key metrics with CAM are surface speed and chipload which are influenced by a combination of the feedrate and spindle speed.
In summary, if you increase spindle rpm and get burning, you’re sitting in one spot too long so increase the feedrate as well.
Here’s an example of some feeds & speeds in Walnut (using the Makita):
The problem with burning is it can’t always be fixed by a simple speed change.
Example: The Oak I’m working on only burns at the end of each length as machine pauses to change direction and a raster cut. If you increase the speed further the machine is not going to keep up. while I can do cuts other than raster for roughing, raster cuts are required for the finishing path.
Ok, I’m prepping some quarter-sawn white oak now for a project so thanks for the heads up on burning. at the end of a pass. Can you do a raster with stock-to-leave then a contour pass around the limits of the raster? That would limit the burns to stock that will be removed anyhow.
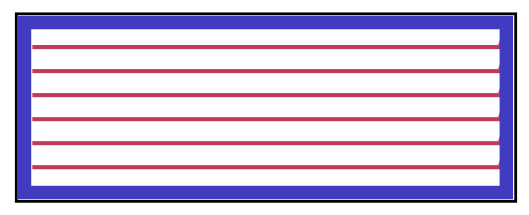
Here’s an example of what I mean:
Red = Raster passes
Blue = Stock-to-leave on raster passes. So raster is shorter than you currently run by the width of the blue section. This can be a very small amount. E.g I typically use 0.5mm stock-to-leave
Black = final contour cut to cleanup the burns and finish the part. This will be a loop pass so no bumping into and resting on the stock.