I had one project take several hours to cut so I needed to see how far I could go on Feeds and Speeds to reduce the machining time.
Last night I did several tests (32 to be exact) and found that the Shapeoko Pro can actually cut walnut pretty aggressively; as long as you choose the right operation. With a 2D Adaptive toolpath, I got as high as 150 IPM (3800 mm/min) with a 1/4" depth of cut. That means the test cut finishes in less than a minute; versus just under 4 minutes for a conservative 1/16" DOC and 75 IPM.
The same tests with a 2D Pocket didn’t go as well. The highest throughput is 150 IPM with a 0.177" DOC (4.5 mm). This does not take into account surface finish. The sides of the part are pretty rough at that speed so would require a separate, slower finish pass. For a decent finish on 2D Pocket, the best option is either 1/16" (1.5mm) DOC at 75 IPM (1905 mm/min) or 1/4" DOC (6mm) at 37 IPM (950 mm/min). 2D Pocket fails completely on any speeds higher than 37 IPM for a 1/4" DOC (6mm).
EDIT #1
End Mill: Carbide3D 201Z, 1/4" Flat
Spindle RPM: 11,000 for 950 mm/min. 18,000 for all other feedrates
EDIT #2
Paths generated in Fusion 360. The tool engagement (step-over) is 2.54 mm (0.1") or almost half of the end mill diameter. This is pretty aggressive for the Pocketing operation so I probably could get better results on Pocketing if I cut the engagement in half.
Good point. I edited the original post to include these at the bottom. Carbide3D 1/4" flat end mill (201Z) and spindle is 11,000 for 950 mm/min and 18,000 for all higher feedrates.
Fusion 360. I’m using Helical stepdown. A note on CAM: Fusion Adaptive toolpaths tend to be slower than pocketing because of they take multiple “bites” from the stock instead of running continuously along parallel paths like Pocketing does. I could get better finish on Pocketing by using a less aggressive step-over (engagement). Something to test another time.
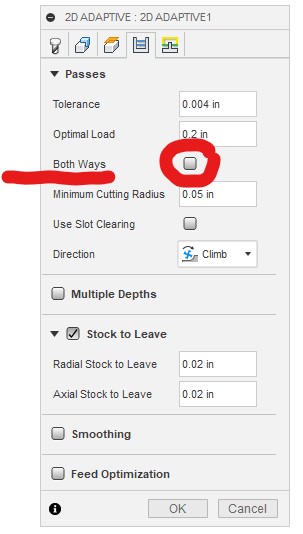
Have you tried cutting both ways with the addaptive toolpath? It defaults to just cutting one way, but with aluminum, I cut both ways, and I don’t see why I wouldn’t do the same in wood.
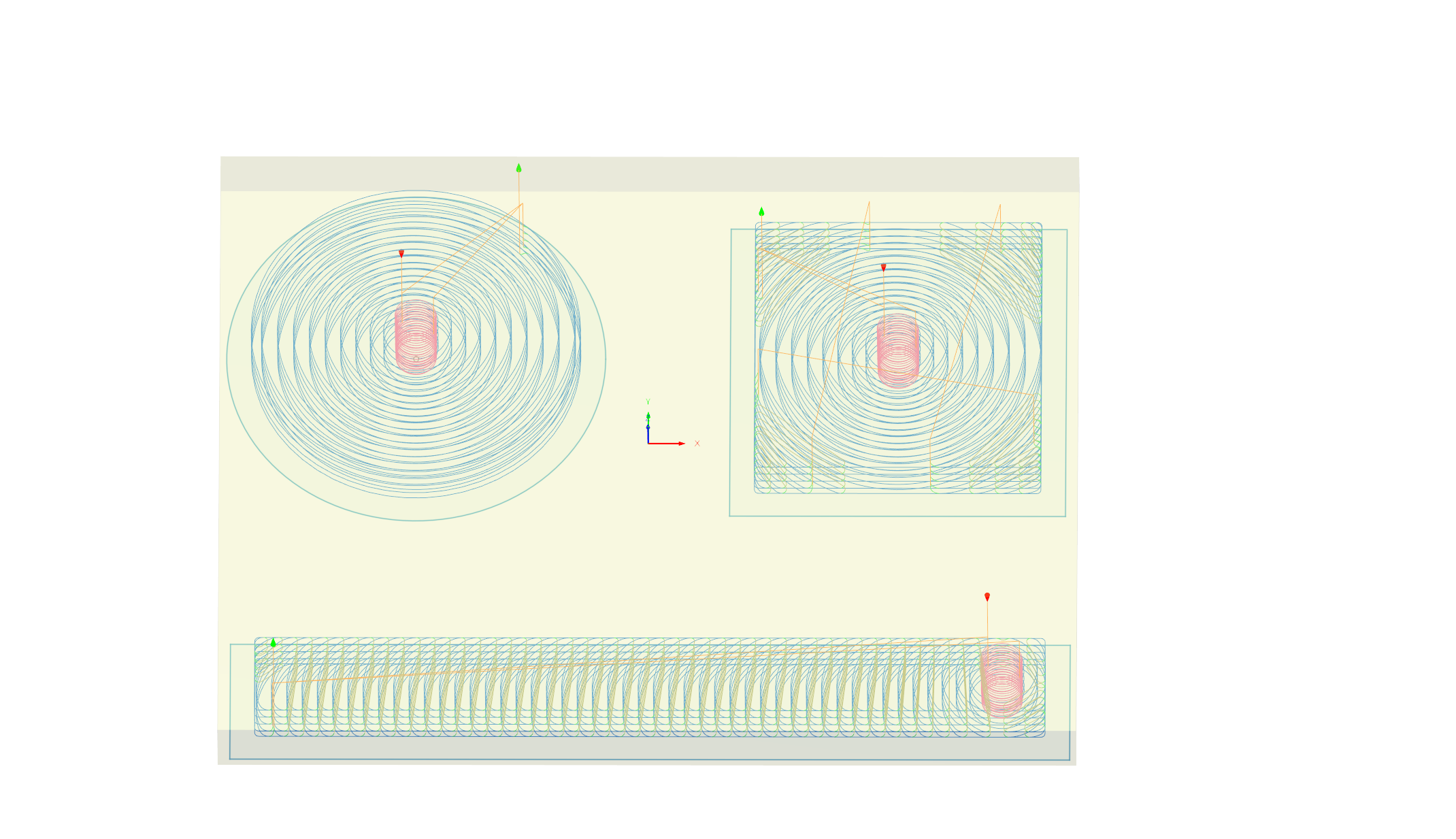
I think what it really comes down to is Fusion 360 algorithms to calculate toolpaths attempt to limit full tool engagement as much as possible (Adaptive clearing). Take the following example the circle, square and rectangle all have a surface area of 2500mm^2 and a 10mm depth using the same stepdown of 2mm. Those numbers don’t really matter, results are using Fusion simulation what matters is the same amount of material is removed and the time varies based on the geometry. The generated toolpath uses a helical stepdown and the times all vary.
The circle is the fastest taking 3 minutes and 55 seconds and is full tool engagement throughout the cut.
Then next fastest is the square taking 4 minutes and 59 seconds, and is full tool engagement until the circle pattern starts getting in contact with the geometry edges and and finishes corners taking those bytes as you’ve mentioned.
The slowest is the rectangle taking 6 minutes and 31 seconds which is more like slotting, the narrower the channel the more time goes up because you endmill spends more time repositioning itself then being engaged with the stock.
Conventional vs. climb milling, yet another variable but very true to save time. This discussion has me thinking I’m well over due to run my own test in the various materials I work with in improve on time efficiency. I’ve always told myself I need to do this and the time spent would likely be saved over within a few future projects
Thanks for sharing, always like learning from these types of posts.
Pretty sure where you select climb vs. conventional there’s a check box for both ways on the “Passes” tab.
(Edit: there’s also a setting for “Use slot clearing” on the same menu tab, this one uses the small bytes limiting the time lost repositioning to match the geometry profile and then uses climb milling to finish the pocket using constant tool engagement)
Not sure I understand your point. I ran this exercise to find see how far I could take the Shapeoko on those two operations since roughing takes the most time in my jobs (I do Rest Milling on finish passes so they are just cleaning up the stray stock). After running this test, I rebuilt one job using both Adaptive and Pocketing in their limiting configurations (mentioned above) to see which one will finish fastest.
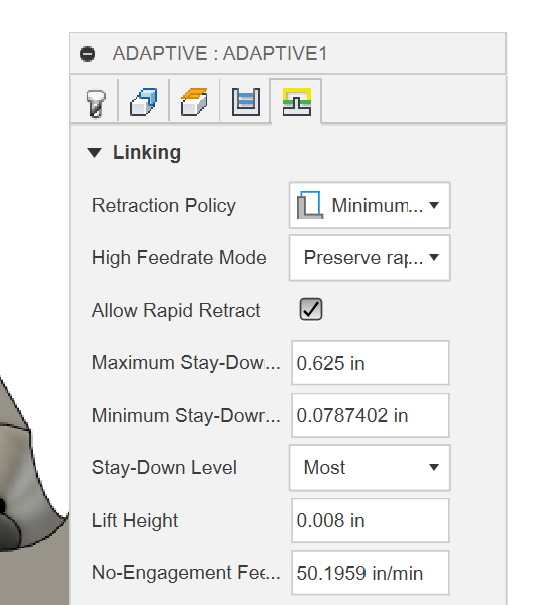
You mention your cutting rate. What is your plunge rate set to? What about the helix ramp angle? It looks to be 2 degrees (the Fusion360 default). You also might be able to save a few seconds by steepening the helix ramp a little, to say 5 or 6 degrees.
Yeah, its the fusion default of 2 degrees. The plunge rate is around 333 mm/min. I usually adjust the clearance height instead of plunge rate to speed of ops; mainly cause I don’t trust my z-plus at the moment (replacing the backlash nut after the next job).
I was just pointing out that the time to machine a pocket using adaptive clearing in Fusion with default settings (ie. climb cutting only) could vary by a lot simply based on the pocket geometry. For example a circle is the most efficient because it maintains more or less constant tool engagement where as a rectangle (ie. long and narrow like a slot) will take much more time because up to 40% (I’m guessing that because the repositioning of the tool is shorter then the arc it uses while cutting) of the time the tool is not cutting.
On the other hand the 2D pocket clearing toolpath in Fusion fairly consistent no matter the shape as in the circle, square, rectangle I showed above the overall time varies by about 10 seconds only and not minutes like the adaptive did. In my example the rectangle was actually quicker but I’m pretty much sure this is because the shortest dimension not not a multiple of the stepover so it ended up needing one less pass on the longest direction.
Long winded response to say if your test geometry was a circle it would have taken less time for the adaptive toolpath. Whereas your selected shape the toolpath likely started as cutting a circle until it reached the upper and lower edges and then proceeded by taking repetitive passes for the corner repositioning between each pass. Or like Steve mentioned if you select both climb and conventional milling then you should also see an improvement on time.
Ok, I switched to “Both” which reduced my cutting time by about 10 seconds from 29 minutes. I also tried switching on “Slot cutting” which actually increased cutting time by 3 minutes.
One option that did help is increasing the “Fine Stepdown” from 0.5mm to 1.5mm. This dropped the machining time down to 26 minutes 48 seconds. The excess will be machined by my finishing pass on Rest milling.
For short jobs, I’d definitely use a Pocketing toolpath, but I feel more at ease to walk away and let the job finish with the “bite-size” approach of Adaptive. When I ran those test cuts, just listening to the pitch of the cut showed how stressful it was for the cutter/spindle/machine. That, plus the obvious deflection on the more aggressive cuts with 2D pocketing (rough finish on the bottom), will make Adaptive my go-to roughing strategy.
I recorded all of the tests on video if anyone is interested in watching them.
Do you mind sharing your test file, I find this very interesting. Based on the simulation numbers when I turn on both directions for the narrow slot it shaves of time from roughly 6 minutes to 5 minutes. As for the other geometry there’s little change