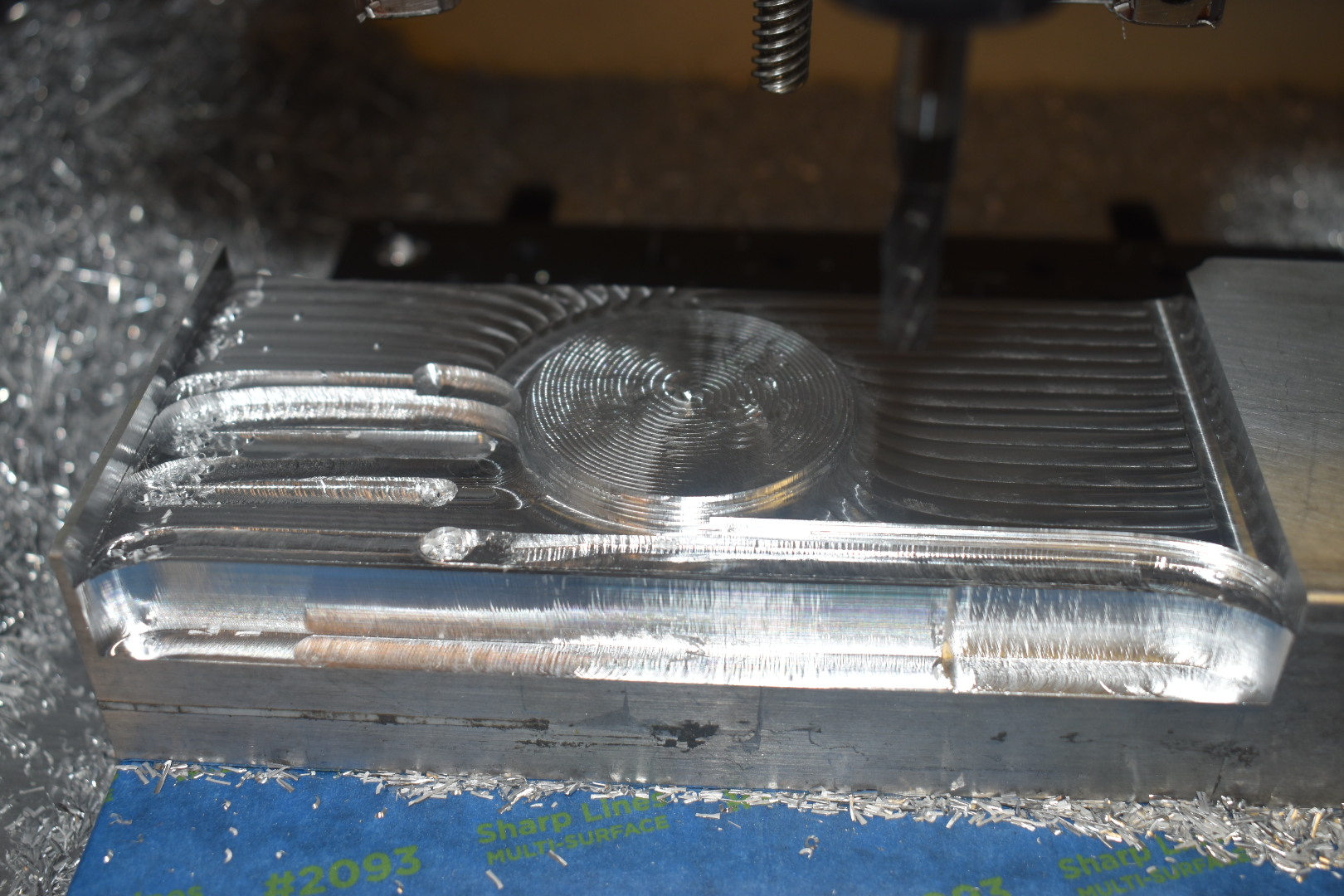
Pretty close on the flip but suboptimal on the steep and shallow blend, I’ll have to work on that. Work setup was a tough one but a combo supergluetape setup with the vise got things tight. Chip shape was messed with to minimize stab wounds.
Straight off the machine, will hand blend with a scotch brite wheel. Then add an upper tube guide, tube annealing and press party. These will be for custom intake manifolds for a certain VW.
Holy smokes on that finish, batman!
As a VW junkie, you have peaked my interest. If the owner doesn’t have an issue and it’s no bother to you, please share more on the car!
I’m also partial to vws but more aircooled stuff. These are for 8v motors. The plan is to design and machine plenum press dies as well, we’ll see if the demand is there.
Gotta figure out a way to do it with less welding.
20krpm and some spindle power really make the Nomad slang chips. Check out the loading, music to my ears. Cam’d out to a max cutting force 2-3 pounds. Still not crazy happy with the steep and shallow blend but it’ll come to me. Setup consisted of dual workholding, vise plus superglue/tape to ease the mind with higher lateral forces. Velocity based chip evacuation.
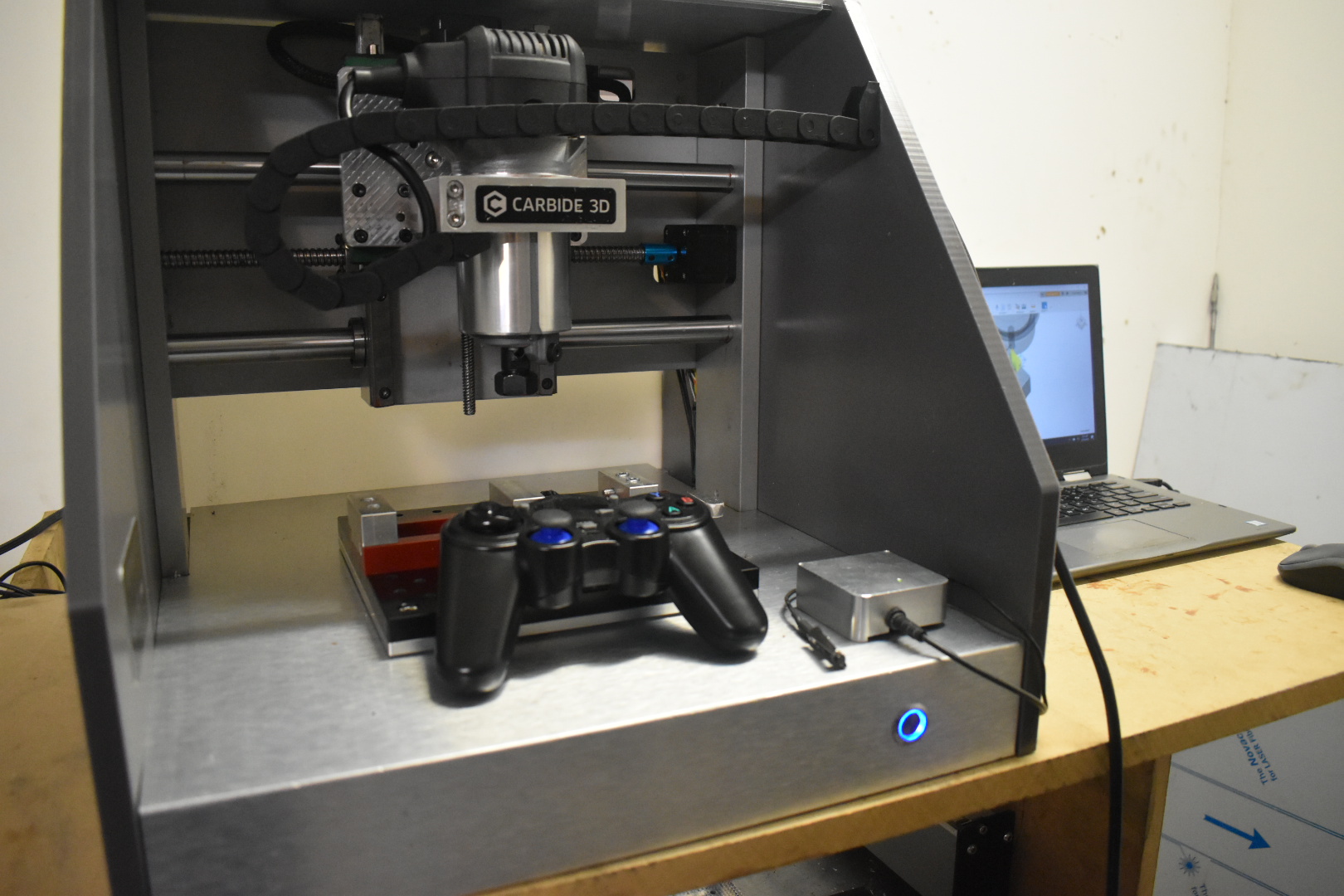
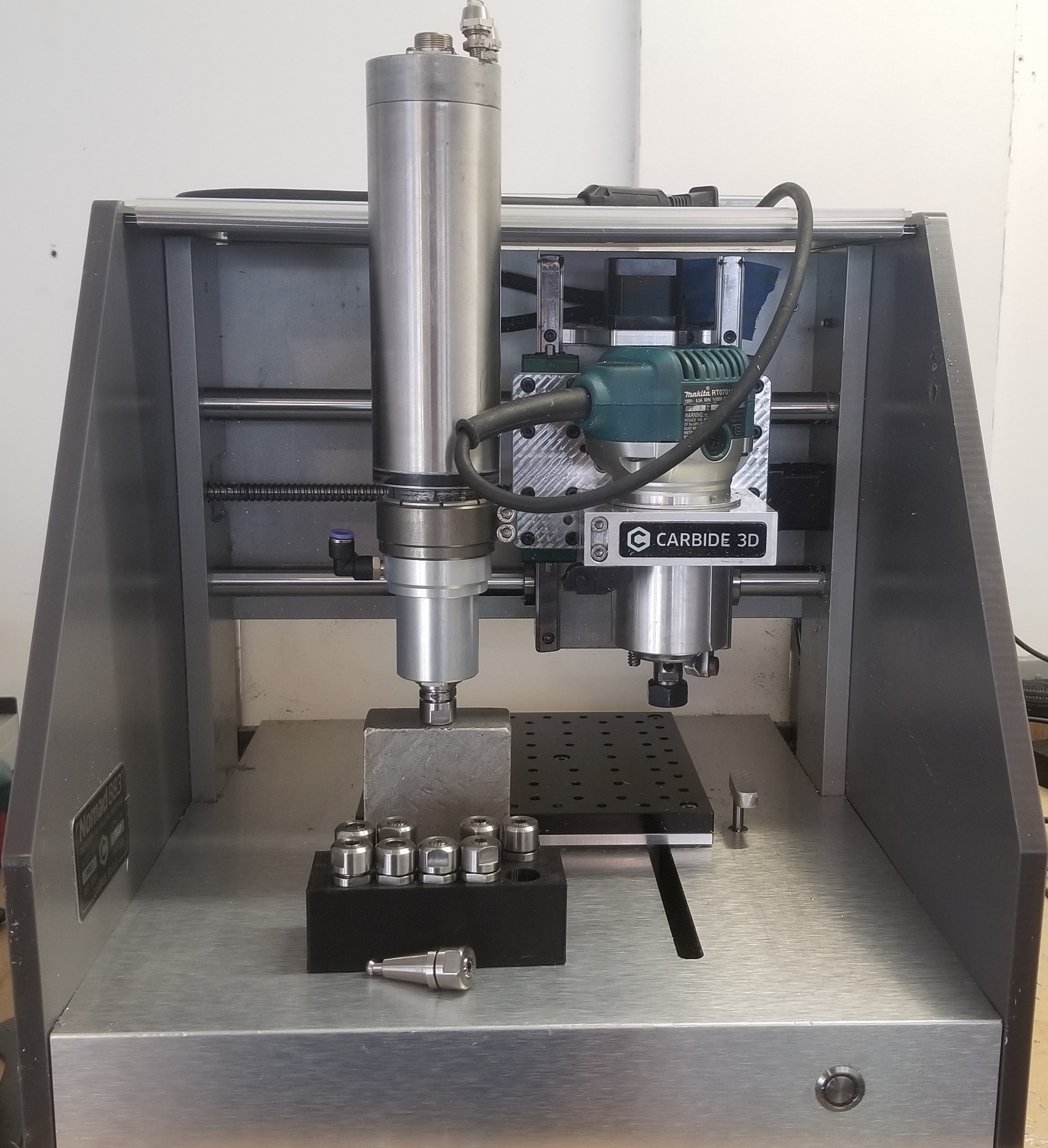
Zero EMI issues and the C3D Compact router has been really put to the test. Working great
I am running a Nomad “Hot Tune”
Max feed up 2x, homing 2x, and accelerations up a tad.
Perfect part the first time and hit desired ID dimensions without issues! Cold forging goodness.
Press used was a 50ton custom made*, and the tube started out as 0.125" wall 6061. It was then carefully spot annealed by hand with a MAP torch pre-press and tada, awesome 15° angle to minimize internal flow separation and zero deformation of the tube past the taper.
All thanks to C3D little robots! This job would have taken a decent lathe to do without the Nomad. These parts allow for a much lower cost of materials and higher quality compared to other fabricators out there. Work smarter not harder right
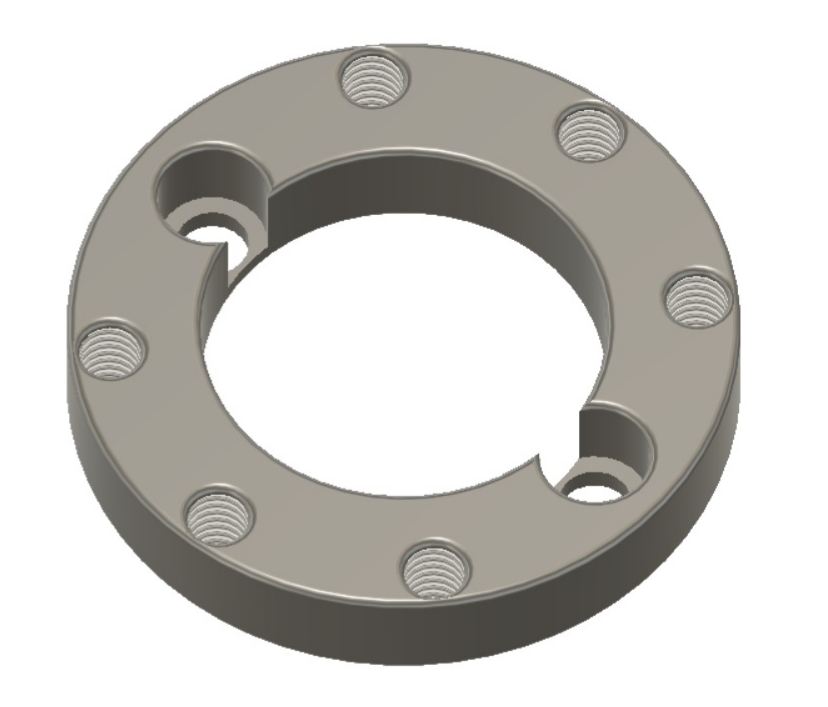
Very quick mockup of possibilities in Fusion. Internal volume is right on the magic and lower external dimensions are close the OEM part. Upper plenum floor plate designed to fit on a Nomad bed for shits and giggles.
What’s the purpose of the ball screws? Did you run into problems with backlash? Or do they serve some other purpose, like being better able to handle the loads you’re putting on the machine?
In stock form the Nomad is very well balanced. The spindle power will only let you apply so much load to the anti-backlash nuts.
Now with over 700% more available power (guesstimate), I can apply much heavier cut forces and the stock anti-backlash nuts are the weak link. Once you apply enough force to overcome the spring preload, backlash is reintroduced into the system. You can increase the preload with a stronger spring but then the TQ needed to drive the screw increases. Imo not wise when we only have Nema 17s.
“The key difference between a ball screw and a lead screw is in the way the load is carried
between the moving surfaces. A ball screw uses recirculating ball bearings to minimize friction
and maximize efficiency while a lead screw depends on low coefficients of friction between
sliding surfaces. A lead screw therefore typically cannot achieve the efficiency of a ball screw
(~90%). A quick review of tribology (study of wear and friction) leads one to conclude that
sliding friction is inherently less predictable than power transmission utilizing recirculating ball
technology” - Thomson Linear
Ballscrews are the most logical upgrade choice to eliminate the backlash weak link and increase drive efficiency. There’s something to be said about being able to fully utilize the chassis and drive in near-stock form and seeing how far it can go.
@BartK time will definitely tell with that coating but they are very cost effective. Really can’t go wrong with the CD3 SF zrn, it took untold amounts of abuse for over a year without issue.
That part…well it certainly came with a rough road! The screw Z is the weak link now and now axial forces are the thing I have to CAM around. The lead nut deflection really caused some wicked resonance and high depth cuts just overcame the stock nema17. Ended up with going low axial doc (3%) and high radial (67%) at high chiploads.
Good news is that the Nema 23 with integrated 1204 ball screw will be here in a few days! That will allow me to finally run a heavy spindle, and I have three to choose from. Really leaning on the 0.8kw atc watercooled lol.
The screw Z is the weak link now and now axial forces are the thing I have to CAM around. The lead nut deflection really caused some wicked resonance and high depth cuts just overcame the stock nema17.
How are you able to tell which parts are holding the machine back?
I don’t mean this in an accusatory way, I just want to know what I can pay attention to in my own machine if I start pushing it.
You can tell in the photo above what was happening, that plus other visual and audio cues. With the stock nomad spindle the machine is well balanced with the motion system. You’ll hear it “groan and moan” when its approaching the limit.
I used the @gmack speeds feeds and force calculator to adjust the axial and radial docs while keeping a pretty constant machine force. Its was obvious that the Z was an issue when going higher depths.
The ballscrew x/y didn’t offer any MRR rewards over the stock lead screws but did result in a much better quality and more consistent finish. I suspect when the Z is delt with this will change.
Its never gonna hog out material but that’s not what a Nomad is supposed to do anyway. This 0.8kw is the least powerful real spindle in the arsenal. It’s super quiet and has a push button pneumatic ATC. Gotta give up the 0.375 but it can run er11 up to 8mm. Dreams
New Z plate, new motor mounts, new spindle mounts and a tiny compressor/airtank lol. Might need a new enclosure lid too
Was really hoping for a more direct answer, hopefully such as - they’re cheaper and better than any other I’ve tried before. lol. but it all seriousness, I’m gonna have to give them a try.
@BartK they do seem very sharp but sometimes that means fragile too. I’m actually going to see if they can make a 0.20 rad bull single flute custom, just for tool life. They are short, 2" OAL so its better suited for thinner materials.
Honestly I’m kinda leaning towards the geometry of the C3D SF but we’ll see. At almost half the price it’s tough to not try them out.


 thank you for the correction, Will!
thank you for the correction, Will!