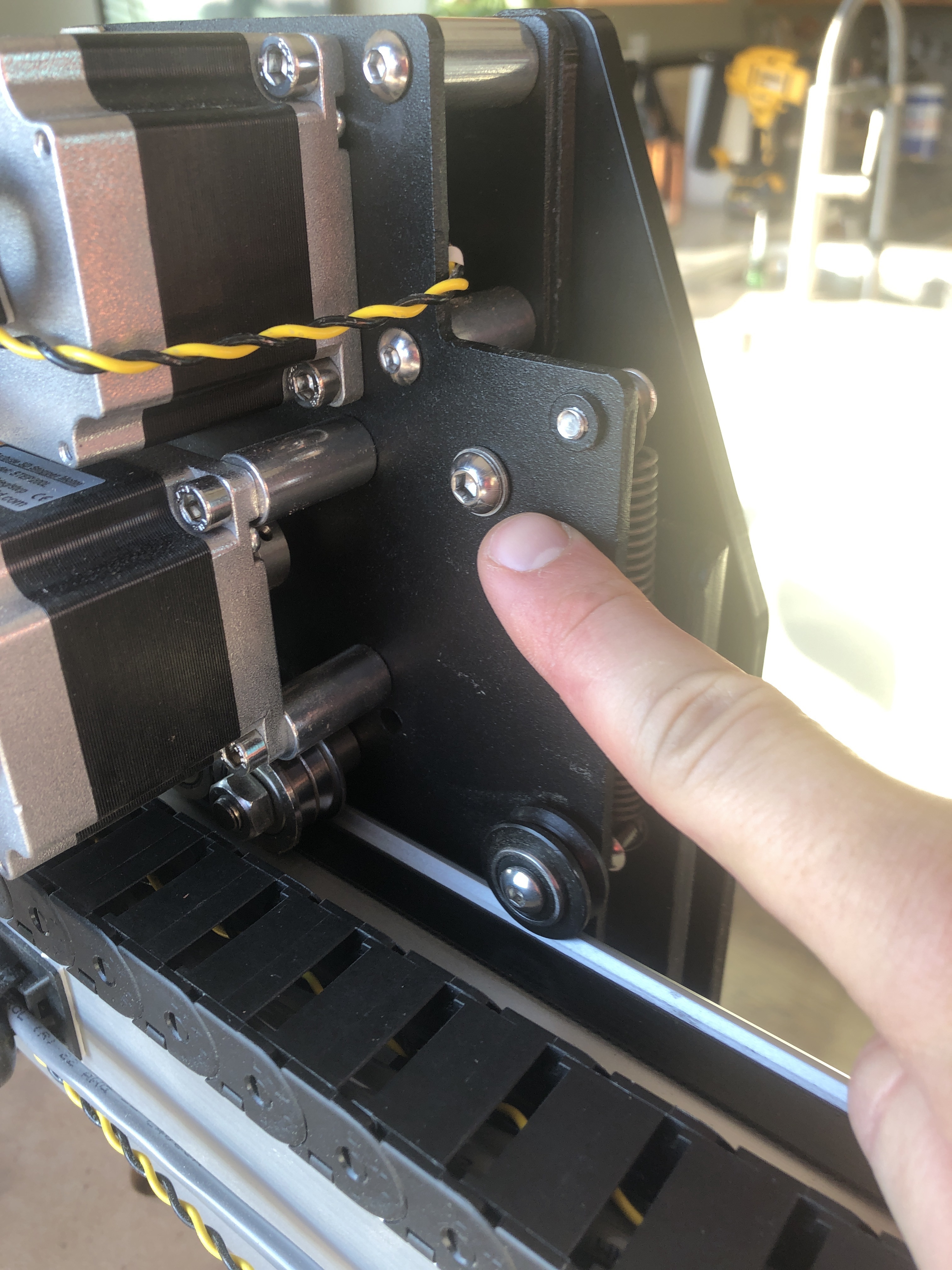
Hey all, I’ve finally got around to leveling my wasteboard and I’m seeing/feeling lines left on every OTHER pass. This looks almost as if the router is barely out of tram every other pass…which does not make any sense. The “good” passes leave a line that I can’t feel whatsoever.
My guess is there could be something with step over? Or something weird with climb/conventional milling? The better lines are made with the conventional passes, which is *opposite of how I usually cut with normal endmills.
Using a 1” Whiteside surfacing bit, with 0.9” step over in the F360 program. 100ipm, with speed 2ish on the Makita.
The picture almost makes it look like it is stepping over a lot and missing an entire 1” strip. I’m assuming you are watching it and it isn’t actually doing that correct.
Many on here are much better at this than me, but I would suspect your router is out of plumb for part of this issue. Before I had the HDZ, mine looked the similar to yours originally. I ended up needing to shim my router at the bottom to make it plumb. I watched Winston Moy’s video at the time. I made a little jig that allowed me to do a complet rotation on the router and see which parts of the wasteboard I was hitting.
Maybe see if a smaller step over improves anything. And then try what Brian suggested.
Looking at the picture again, it appears that the front of the fly cutter may be higher and the back lower this giving those lines. So some shims to tilt the router mount forward a bit might be the solution. I’m not 100% on that so hopefully more experienced people will chime in.
Thanks guys yeah I already shimmed the bottom of the router mount, but it seems like I might need to do it more if stepover is not the problem. If the problem showed up every pass, I would say that the router is definitely not plumb but I’m confused by the “every other” line being an issue haha
Will try dropping stepover to like 0.6 but not sure if that will help.
Hahaha, the stepover did indeed seem to be the issue. I changed the stepover from 0.9" to 0.6" and the lines are almost nonexistant. Note to self! Hopefully this helps anyone else who runs into this little thing
Thanks for the tips Mark! I checked all of those points/bolts/V-wheels and everything is nice and snug,. I’m happy with how it’s performing now and on actual projects, this is a non-issue after tramming and having the machine take a finishing pass
Your explanation of the force transfer makes to me with the Z-carriage acting like a big lever arm that moves slightly with force. I’m sure a beefy HDZ would cure that but I’ll live with some light finishing passes on my projects to be safe for the time being
In addition to what @MarkDGaal mentioned, try this:
Jog your machine front and center.
With the router off, but the machine still on, grab ahold of the router and give it a firm shake.
If anything moves then something is loose. I do this check every few runs to make sure no V Wheels have backed out, screws came loose, etc… Your step over is definitely too high, I usually do any clearing passes at only 40% of bit diameter, but if your machine is for sure in tram then your pictures suggest that somethings not tight. Decreasing the step over will mask some of that, but it wont fix it. Just a suggestion.
Thanks Dan nothing loose as far as I can tell, the table as a whole shook when I shook the router. Good tips though, I will definitely check things more routinely! I’ve seen enough facebook posts and posts on here to know that many issues can be solved from mechanical upkeep haha.
I suspect that I am ever so slightly out of tram still and that is contributing just enough to show up in the wasteboard flattening (and in projects on the first pass). Might need one more round of tuning…
You’re not alone, I noticed this with my machine too. It doesn’t matter the tramming from what I found, I actually isolated it to conventional milling making the raised segments and climb milling not. I face-milled pine blocks with varying stepovers and chiploads and conventional milling would always “push” some fibrous pine out of the way and make some ugly rows (my first post earlier this year was this problem - Issue with facing wood). Counter to what @mikep mentioned, I found climb milling to remove this issue and I only face with climb milling now to prevent this.
Ah ha @The_real_janderson ! Thank you for (hopefully) confirming my original thoughts on the matter. Yes, using Fusion 360 I believe that climb has been the default and has showed positive results (minimal lines) when milling. The next time I face the wasteboard, I’ll look into having the machine solely climb cut.
An interesting (probably not novel on this forum) thing that I noticed is that if the work piece is even SLIGHTLY warped on the ends, it looks like the machine is out of tram ONLY in those areas when machining. This confused me last night but thinking more about it, that would explain away my tramming concerns I think…