Motivation - I CBA with endgrain. It’s long to prepare and annoys me. I want to use facegrain.
Context:
Machine - shapeoko 5 (4x4) + 80mm water cool C3D spindle.
CC version - 835
CM version - 651
I have been playing around with inlays alot and more recently focused on deep 6mm facegrain ones with a 30 degree vbit. I have found that the procedure is great for stuff with no long and thin details but I want to be able to use this for the style of inlays you see online that are more intricate and organic but do so on facegrain.
I’m running a battery of MALE inlay tests atm and I am noticing something interesting with your vcarve procedure that is causing unnecessary, repeated failures from chipout. On the long, thin details, some of them come out pristine and some of them come out mildly to majorly chipped out.
What I noticed:
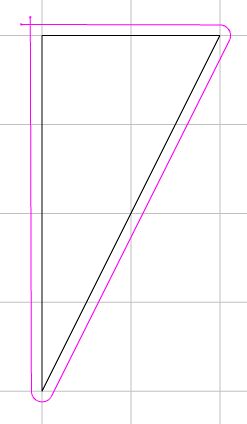
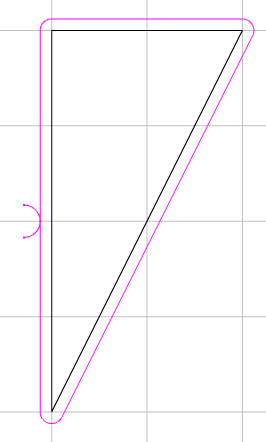
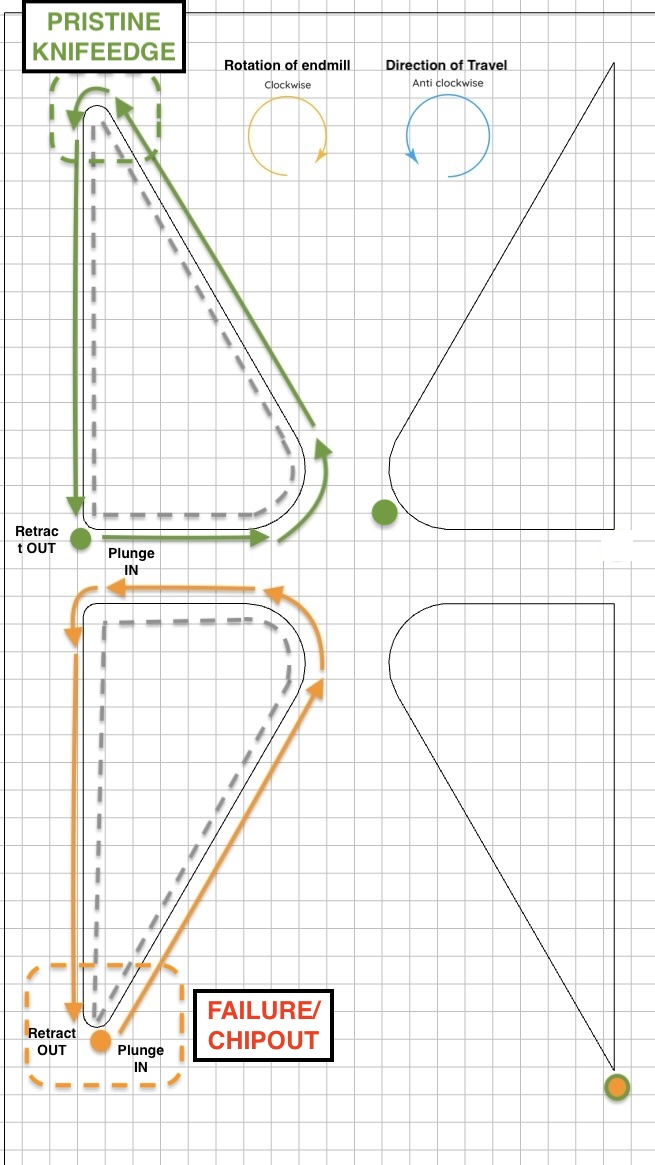
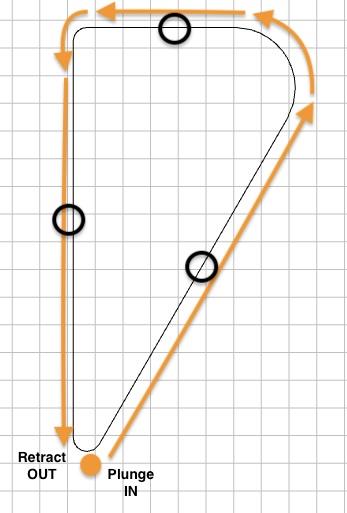
on those where the endmill plunges into the material at the very tip of the fragile detail, it typically shows signs of mild to major chipout (therefore failure) even with very conservative settings. However, those exact same details which are oriented 180 the other way round (and I observed the plunge position therefore to shift to be away from the tip of the fragile detail tip), they are almost pristine.
Photos:
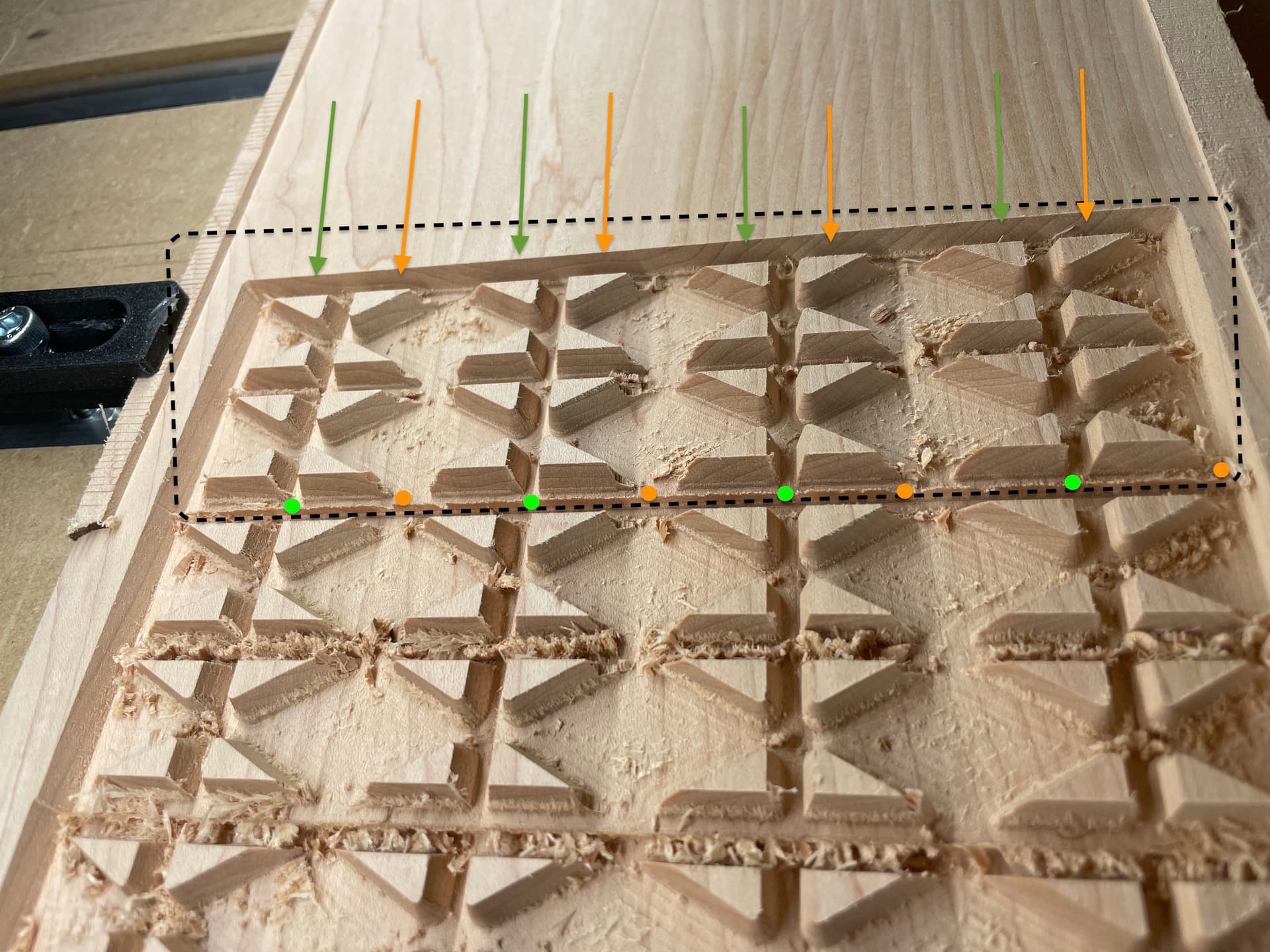
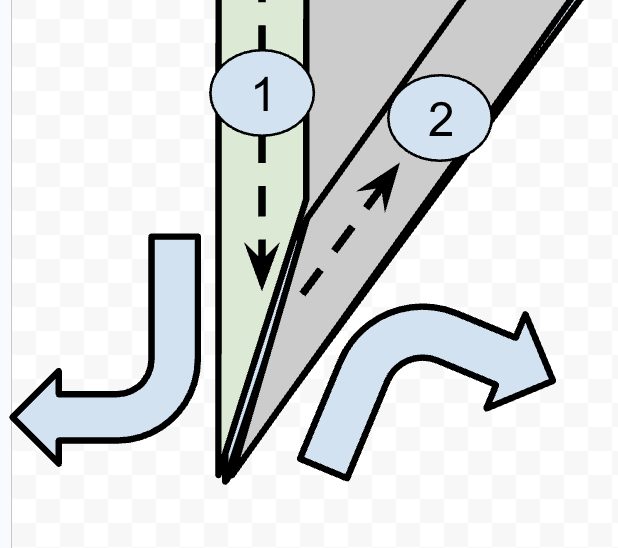
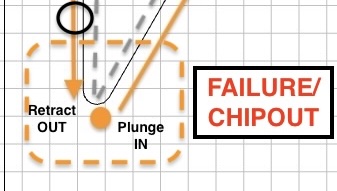
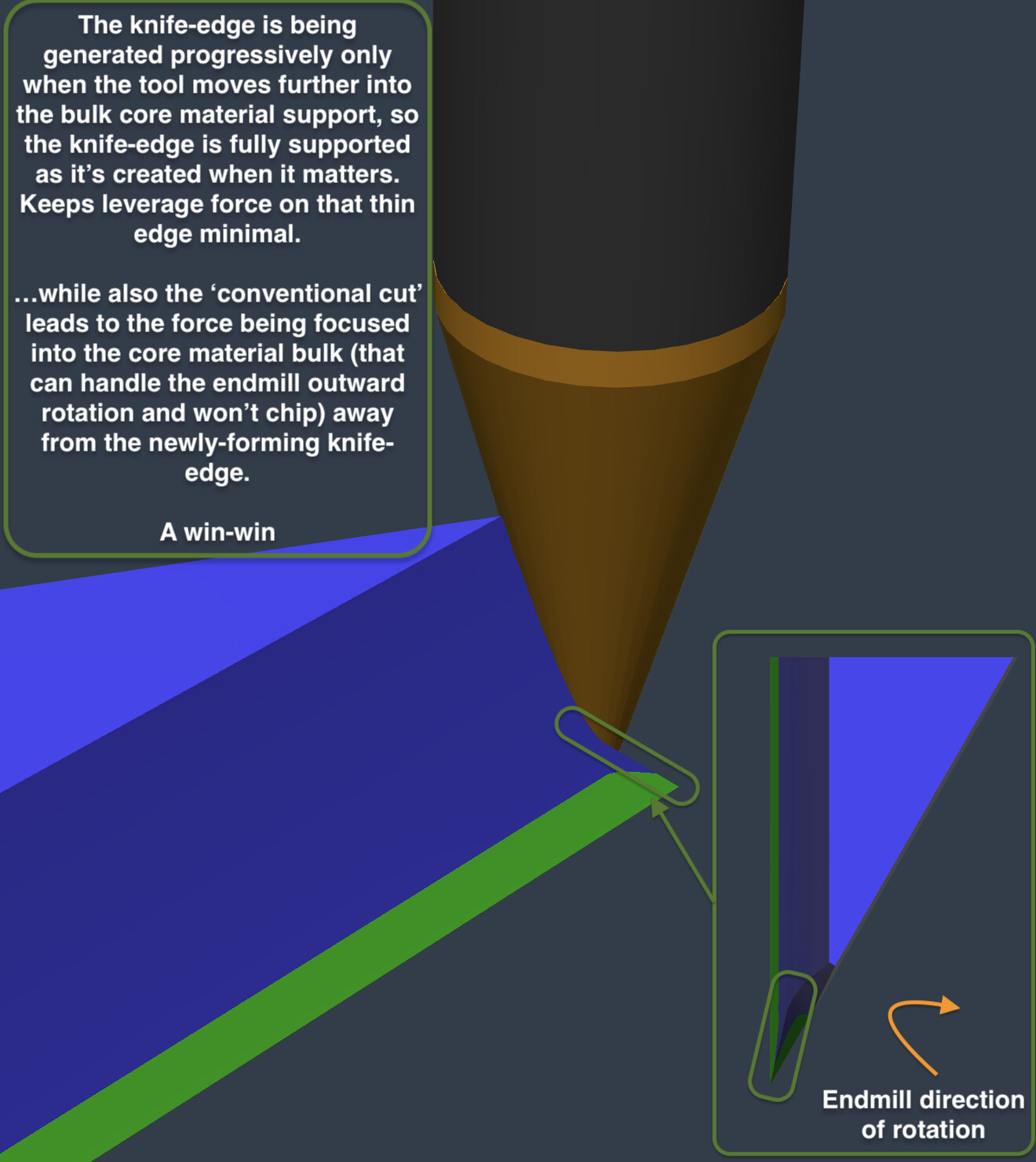
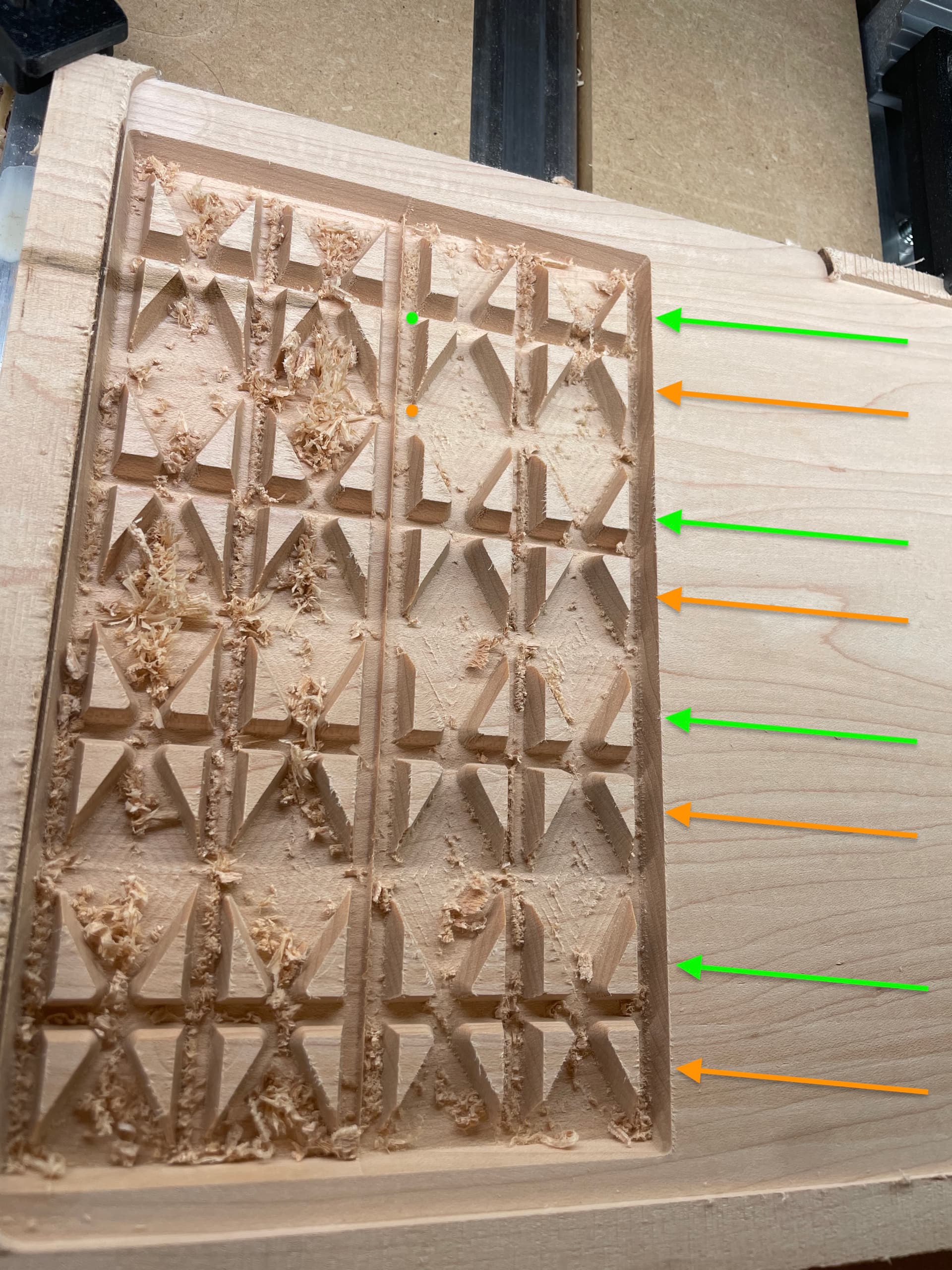
Green arrow rows (Where fragile detail faces UPwards) - these are the consistently the pristine ones.
Green dot (Plunge entry point) - the observed entry plunge position on ALL the pristine ones.
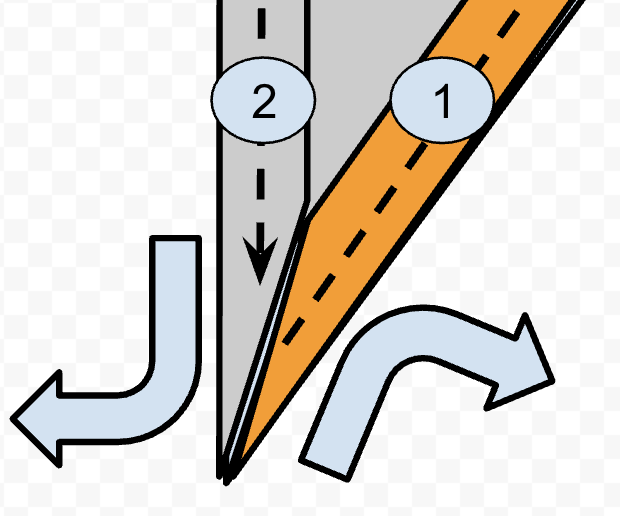
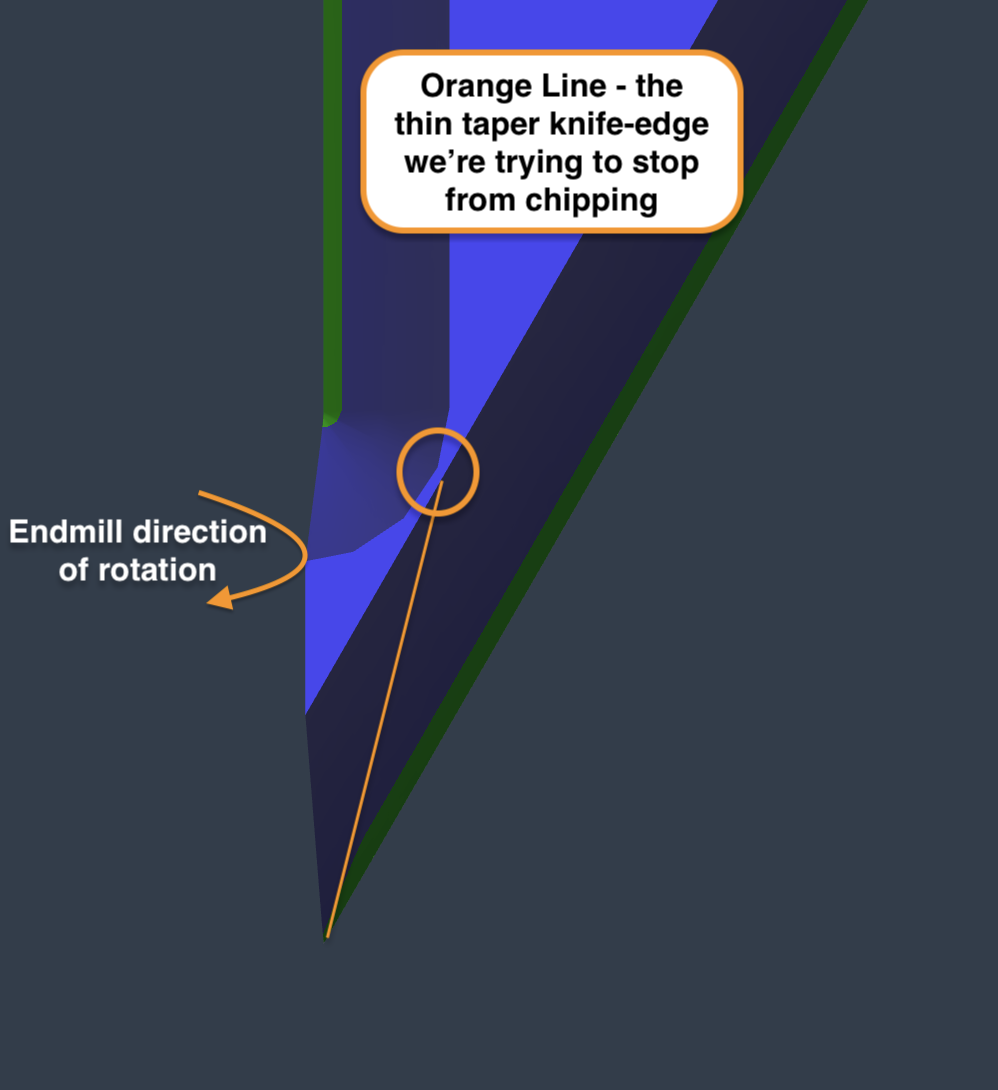
Orange Arrow rows (Where fragile detail faces DOWNwards) - these are consistently the chipped ones.
Orange dot (Plunge entry point) - the observed entry plunge position on ALL the chipped ones ones.
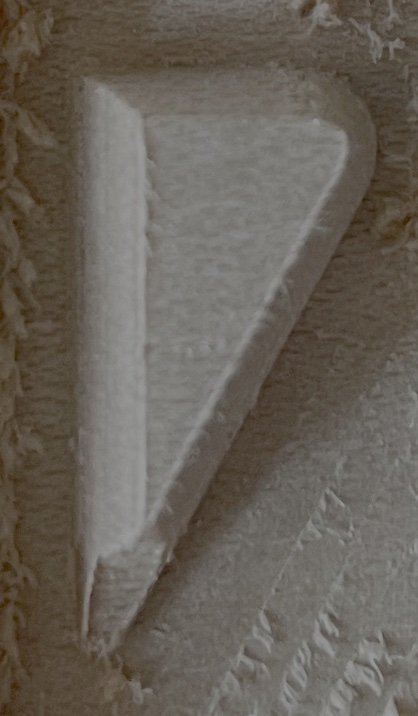
Photo of part of Test batch 1:
Material - tulipwood (poplar for the yanks)
~600 janka hardness so would expect higher probability of chipout. Started with this because I had it ready to hand for quick vibe test a variety of different approaches to establish a procedure for myself to make facegrain inlays. I tested a variety of different approaches but there was one consistent trend that came out no matter what extreme or conservative approach I took. I noticed a pattern toward end of my tests.

Photo of Test batch 2:
Material - Maple
~1500 Janka hardness so should eliminate the variable of hardness being a contributory factor. The issue persists on this wood too so there’s something else at play. Here, the results were a bit improved but the pattern still persisted where the one faceing upward are 100% pristine and the ones face 180deg downward, a number of them were chipped still
Observation
Notice how the chipout is all happening primarily on the ones where the tool plunges at the tip of the fragile detail and the other that doesn’t plunge at the fragile tip is regularly pristine and undamaged?
Proposed improvement:
This is a software thing that will consistently stop me from attempting pristine detailed facegrain inlays and is out of my control to solve as a user, so i suggest the following dev fix to try out:
- Please make the plunge position be away from any pointy tips; Into the midsection of a consistent wall works great instead - Are you able to update your inlay toolpath to incorporate a condition where it avoids entering in at the tip of of a detail and instead always enters away from the tip of a detail,
- If not, a less ideal alternative would be to tell it to only ever enter in at the tip of a detail if that tip is the peak of a >45 degree angle (ideally higher like closer to 60 minimum but just giving you a param to set to bare minimum)
- Problems occur most primarily where the detail tip is an acute angle of 45 degrees or less (ideally 60 would be bare minimum imo but if possible to make it higher, great) - This angle specifically because, beyond what I suggested above being an observation of repeat failure, that angle threshold is a breakpoint that always most prone to screwing up from many past failures.
- side observation - The length to which the fragile tip takes to taper is also a factor (i.e. if its only 1cm to taper to the point rather than 2cm to taper, the thin feature is more likely to survive) but I think the above ‘acute angle rule’ I’ve described would go some way to also solving for this as typically the taper is longer to very acute angles 45deg compared to could encompass this factor
It is not 100% effective but, when i compare the results between batch tests, there is a clear and present obvious improvement where, if i were to give a general ‘vibes’ ratio, the chipout failures are far less frequent (>90-95% it works) but also more minor if they do happen than the ones where the tool enters right at the tip. It’s night and day difference to me.
I’ve always had little issues like this for years but never had the focus to really pin point the issue. This is the first time I’ve picked up and isolated plunge position as a variable as opposed to the standard things you look at. The features in the tests above are exactly the same as the one next to it, except flipped 180degrees.
Another hypothetical improvement which I can’t test but maybe could also help improve the toolpath and I share just to get the C3D juices flowing - perhaps also update the carve to slow the feedrate down to 60% speed on male fragile <45deg or <60 deg angle tip features?