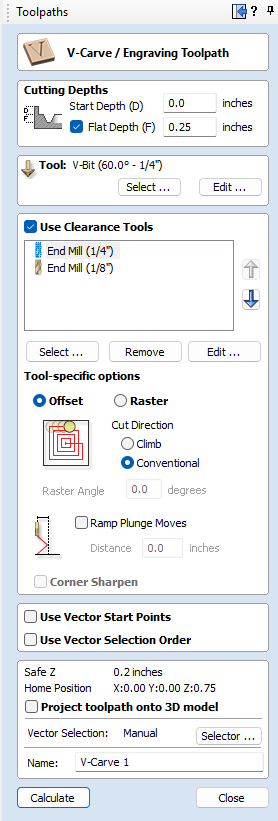
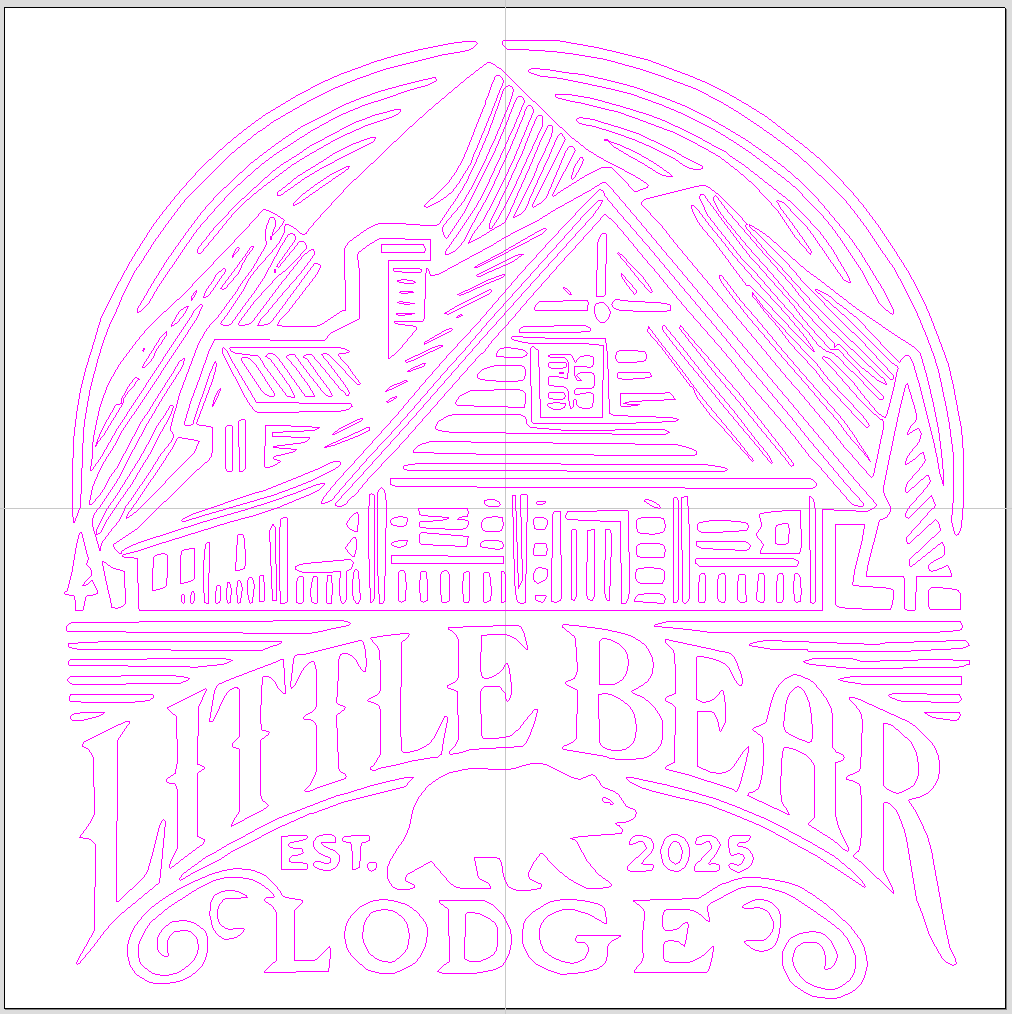
I was doing a VCarved sign on a nice maple slab when I encountered an odd issue when, I hope, I can recover from. As you can see in the VCarve Pro images, there are three toolpaths: 1/4" Clear, 1/8" Clear, VCarve. The only thing I added to the default toolpath was the 1/8" clear. Calculating and performing a Preview showed zero issues, as you can see from that image.
However, when I actually ran the job, the 1/4" Clear produced an odd, “ghosting”, duplicate of the original, as you can see from the image of it on the machine.
I am pretty sure I did everything right, as I have done this before several times. Can anyone here enlighten me as to what is going on here?
loose Delrin Vwheel (possibly on the Y-axis, check all)
loss of electrical continuity (check all wiring and connectors through the full range of motion — ensure that the wires leading up to and away from the connectors are positioned and secured so that they do not more relative to the connectors)
mechanical interference (a wire or hose getting in the way, dust/dirt interfering with motion)
feeds and speeds too aggressive causing a loss of steps
excessively high tooling engagement if cutting a slot causing loss of steps
I figured out what was causing the problem. Apparently, there is no left side X axis limit switch. There are only three switches, X, Y & Z. However, only the right side X axis switch is present. When I do a fast travel to any of the three left X axis locations, the machine skips a few belt teeth since there is no switch there to stop it. I probably never noticed this before because I rarely if ever travel to these locations. I’m not sure what to do at this point, as there appears to not be any bolt holes or such to mount a switch for this and there wasn’t a fourth switch included with the HDZ kit. Also, I’m not sure where to plug in a left X axis switch on the control board. Any thoughts?
Losing steps on an axis is not caused by a lack of limit switches - the switches are only used during initialization to set the machine 0-point. All movement from there is via dead-reckoning which assumes that the machine mechanics move/respond as the controller tells it to.
Most likely in your case is that the motor connector for the X-axis is loose/vibrating & not maintaining a solid connection to the controller - thereby losing steps. You can easily test this by fiddling the motor connector while having the machine jog the axis across. Any jerky movement/grinding-type noise indicates that the connector is not maintaining a solid connection.
Securing the motor connectors or zip-tieing the two sides together so they can’t wiggle/vibrate separately/apart may fix the issue. Also ensure that the connectors are not being strained by vac hoses or sides of an enclosure.
What I am saying here is that there is no left side X-axis homing switch. There is one on the left and is working fine. I’m thinking I will need to order a switch from Carbide3D and figure out how to connect it to the control board, as it appears there is only one X-axis connection there.
The machines do not come with two homing switches on the X axis, 1 on each Y axis to ensure they will run the X axis parallel for correct geometry and 1 on X axis. As Will and Chaotica have responded.