I experienced a lot of threads stripping over time. I should replace at least 8- 10 of them by now. I’ve been avoiding them but it won’t last.
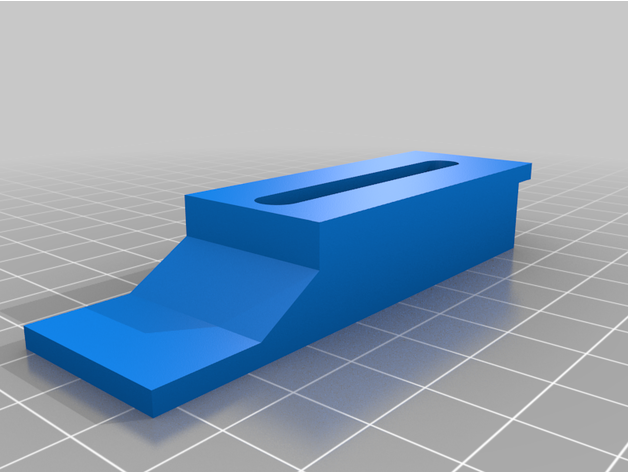
Be careful to always clean the threads out well and starting the screw by hand. I ordered some 3-d printed hold downs that work great, were cheap, and are easily cut should the bit run into them.
Heres the files;
The slots could be a hair larger for the 1/4" screws.
Inspired by @KevBarn14 pumpkin box Japanese finishing techniques, I decided to try a different method by burning via collet and end mill shank
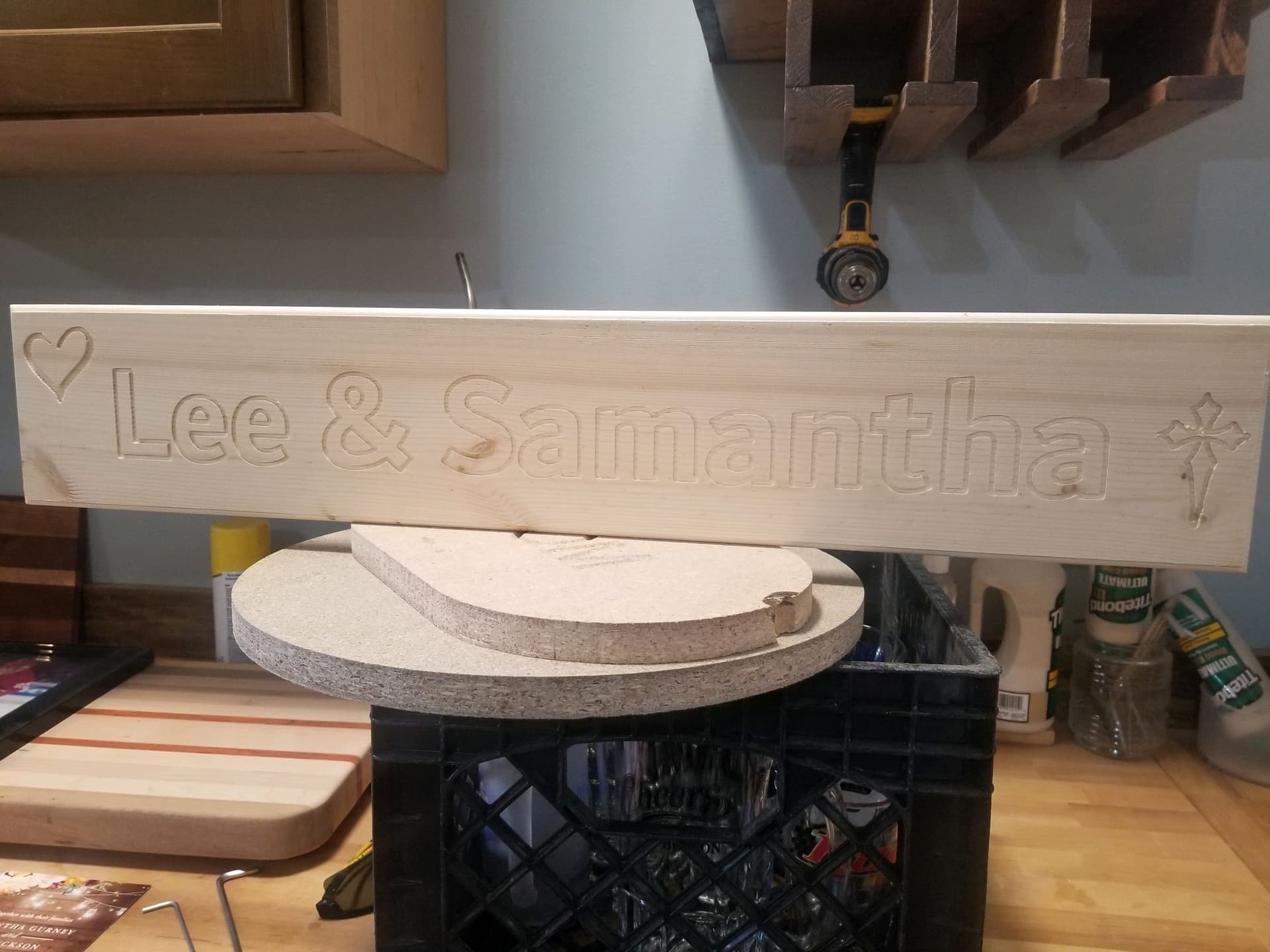
Biscuit cutter out of Maple:
It was a quick thrown together project born out of necessity although it didn’t finish in time and I ended up using a mason jar. I tapered it using my oscillating belt sander.
I don’t have a problem with the visual design, but will the coatings be a sufficient barrier to prevent the wood grain expansion / contraction from cracking the joints or giving you a discontinuity at the edges?
Perfect! is the Tormach 24r in the hobby field? I just had a friend order one for his business and look forward to helping him dial it in while he waits for the ATC upgrade to come out for it. I hope they don’t use the JGL line and go for a custom made spindle or use the FM series from cnc depot with ceramic bearings.
I will be joining proven cut as soon as my HDM gets here and I hope you went all out with it in aluminum.
an Occupational Therapy practitioner in two elementary schools, mainly boys on the caseload) This was my first project! Learned a ton. Also, a shout out to @Sherpa for sending me his CNC monsters - my kiddos are going to love them! Thank you gentlemen for being so kind.
Unlocking the secrets of actual minimum chiploads plus high depth Contouring magic of 6061 in the Nomad 3. Recipes for 1/8 single and 3f, 1/4 3f and 6mm single.
Been hobby-idle with too many work projects lately. But Sunday I had time to update Vcarve Pro and by way of experimenting with new features and reminding myself of how existing features worked did a few things.
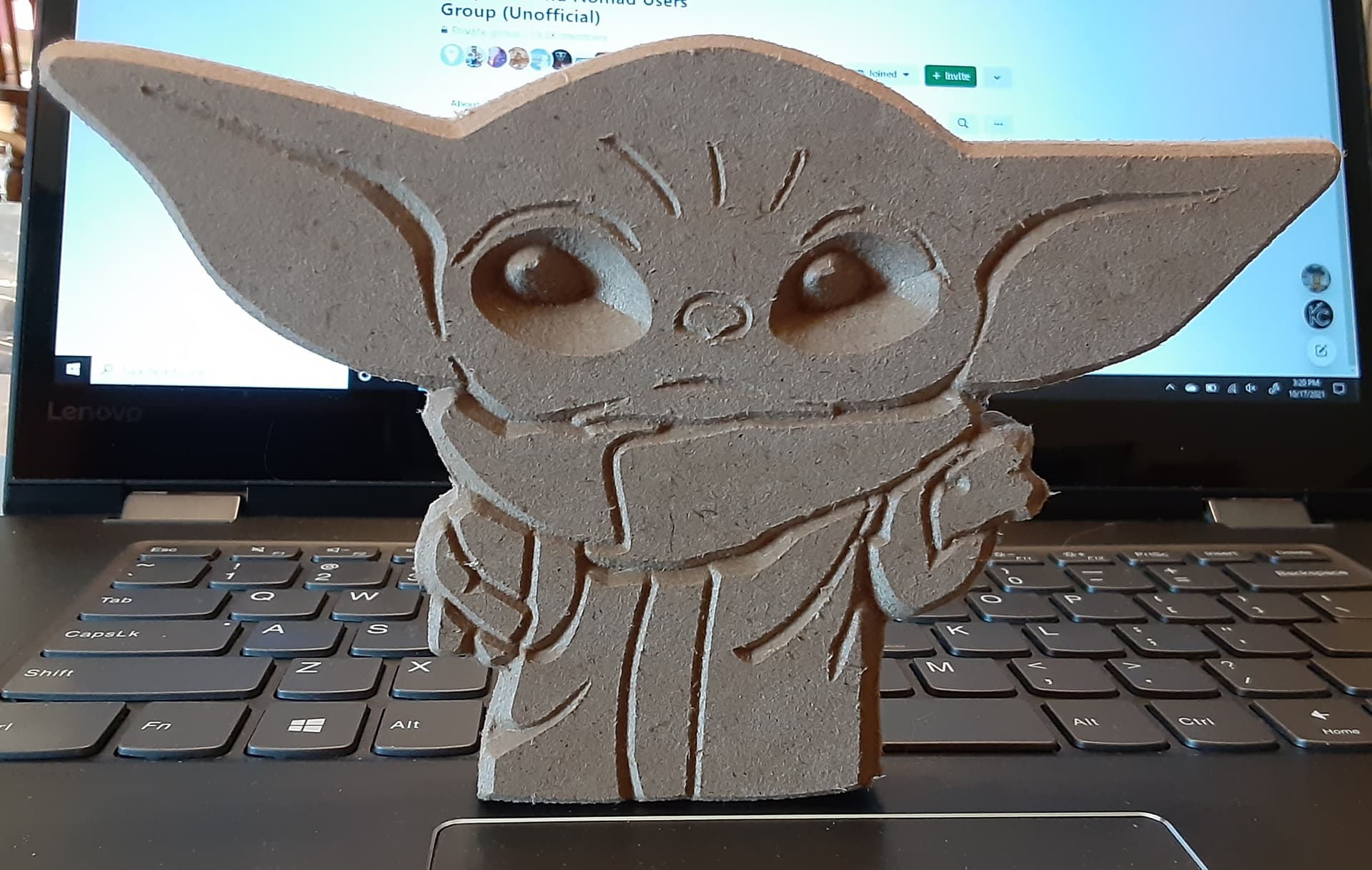
3/4" mdf and 1/2" mdf, nothing special about bits, feeds or speeds.
Files from one of the FB groups. Need sealing with shellac, edge sanding and painting. Girlfriend’s daughter already claimed Grogu. Not planning to sell them so not worried about IP issues.
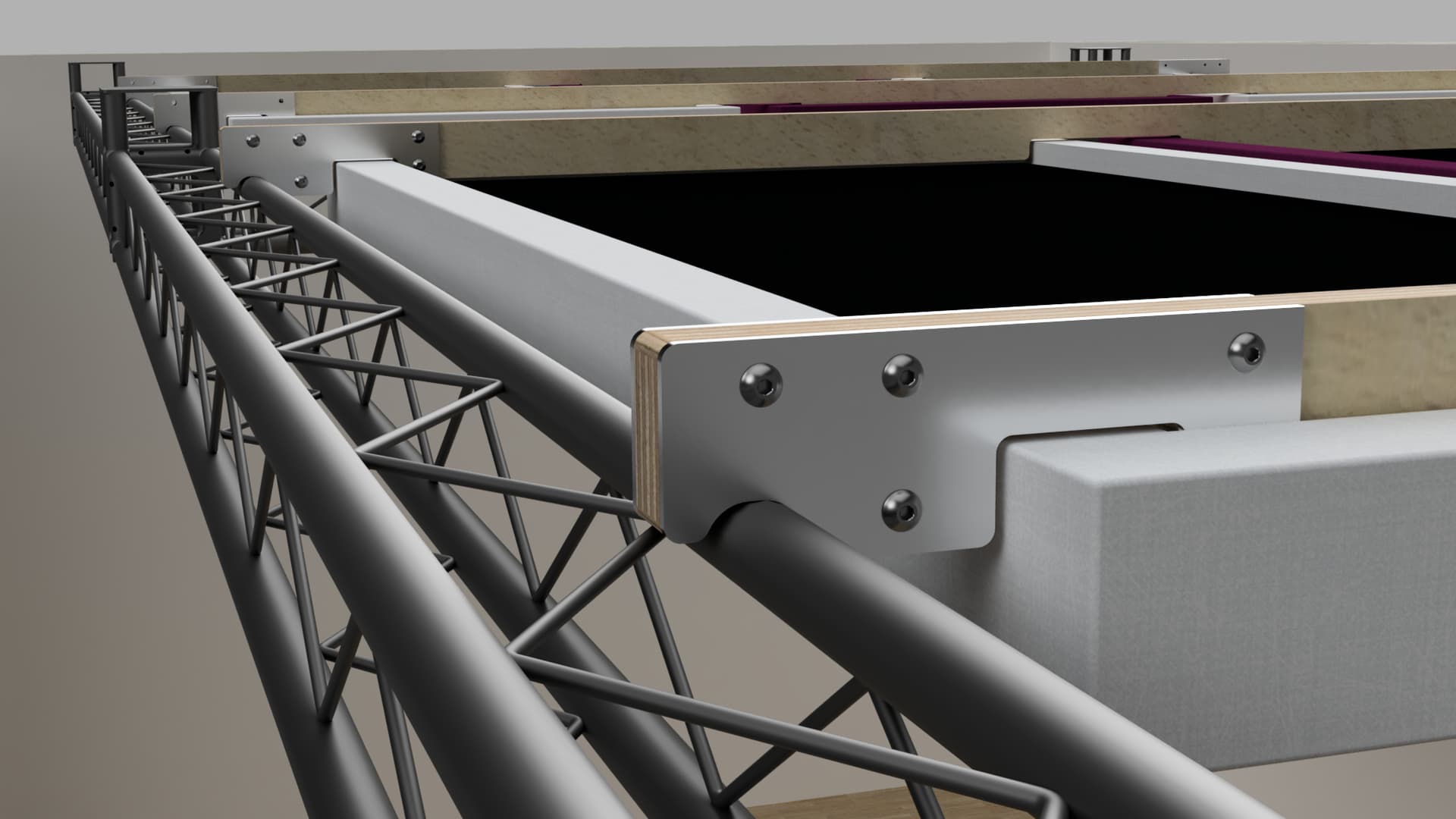
In the meantime, some easy metalwork. I needed to knock up some Aluminium plates to work as decorative / reinforcement plates for some wood strips we’re using as hangars for acoustic treatment panels. A friend is covering the ceiling of his studio in aluminium trusswork and acoustic panels. Yes, the same person I built the desk for.
A quick job, 3mm 6083T6 aluminium sheet.
Z zero on two layers of blue tape on the spoilboard, tape and glue only for workholding
Op 1
4mm carbide spot drill with a squirt of Isopropanol as lubricant to make the holes
Drilling op 3,500RPM in the spindle, plunge rate of 60 mm / min, pecking at 1mm depths
Op 2
4mm APT DLC single flute aluminium cutter
22kRPM
Boring at 250mm/min to keep the speed at the outside of the hole down, 2 degree ramp angle, finish stepover of 0.1mm
2D Contour at 1,000mm / min feedrate 1mm depth, ramping into the contour at 2 degrees, single finish stepover at full depth of 0.2mm to clean up the edges
Op 3
Trend 90degree wood chamfer cutter getting more abuse
22kRPM
2D Chamfer, 0.5mm, 1.5mm tip offset, 800mm/min












 Learned a ton. Also, a shout out to
Learned a ton. Also, a shout out to 



 Wives always want you to keep on going!
Wives always want you to keep on going!