What happens when a move exceeds the max feedrate for your machine, as determined by $110, $111, and $112? I just noticed that I was likely exceeding the max Z feed rate set in GRBL parameters, but my project turned out OK and I’m wondering what happened.
Let me give a little more detail.
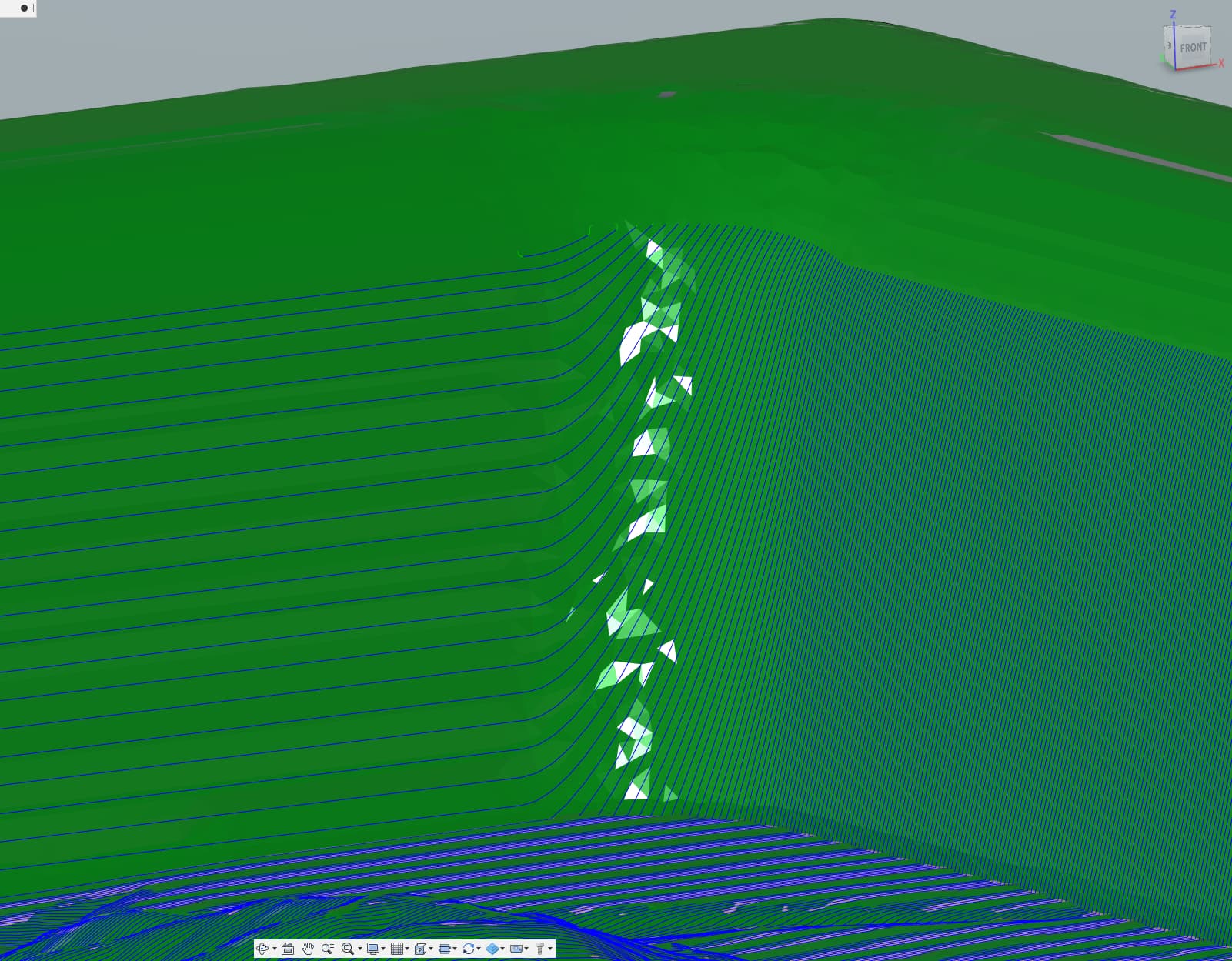
I did a topography/bathymetry relief for a Christmas present and I think it turned out great:

The cut in question is a fusion 360 parallel finishing toolpath with a feed rate of 1626mm/minute:
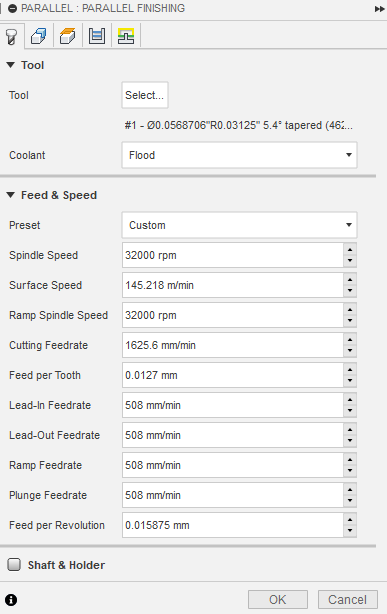
The resulting toolpaths have a significant vertical component to them, so I assume that the Z speed is getting pretty close to that feed rate.
It looks to me that the feed rate is set in a cutting move and the rest of the project leaves it unchanged:
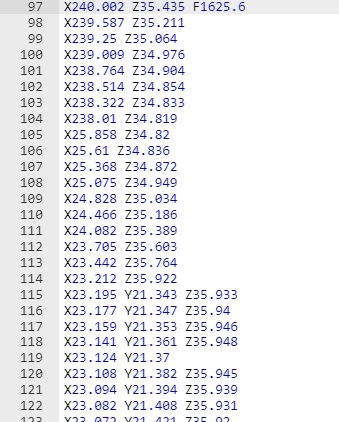
So carbide motion is getting these high feed commands, but I’m not clear if it does any processing before sending to the shapeoko control board.
I inspected my machine parameters and they showed a max z feed rate of 1000 mm/min:
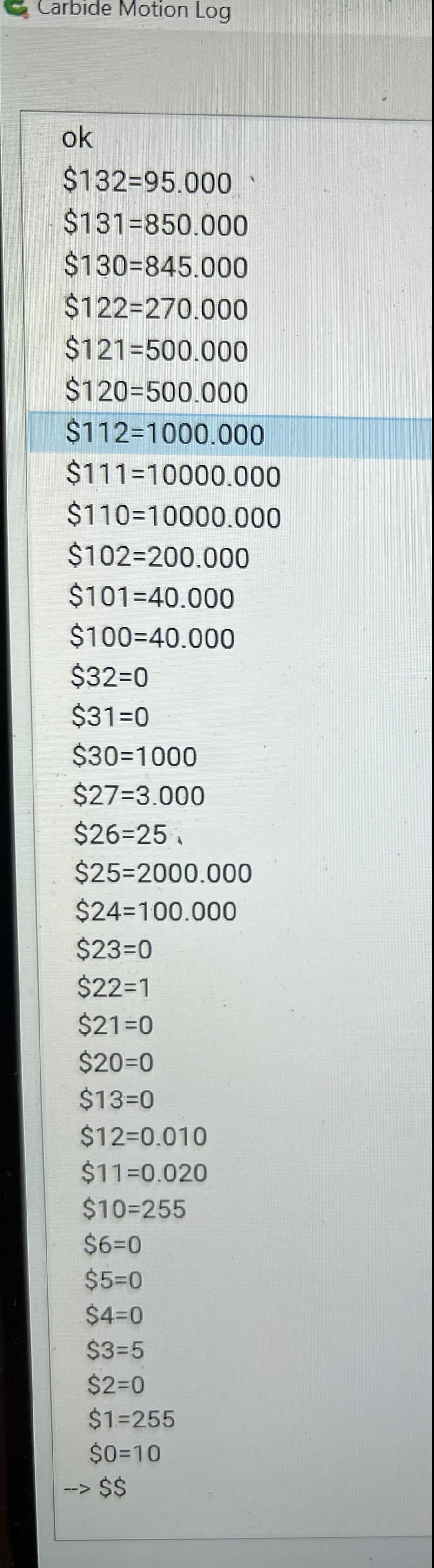
X and Y are very high, I’m not close to exceeding those.
Are these just for rapids or are they limits that are applied somewhere? What actually happens when I run the program?
- Does the shapeoko faithfully try to achieve a too-high feed rate and I’m risking mechanical damage?
- Does the shapeoko board limit the feed rate to the $112 value? Does it also scale X and Y rates so that the tool follows the right trajectory?
- Does carbide motion limit the feed rate? How would it know the configured values?
If the feed rate is being limited then my tool is probably rubbing and I’ll wear it out early. If the feed rate is not limited, what am I risking?
Sorry if this is the wrong place to post this, I’m not sure where in the chain the limiting could be happening.