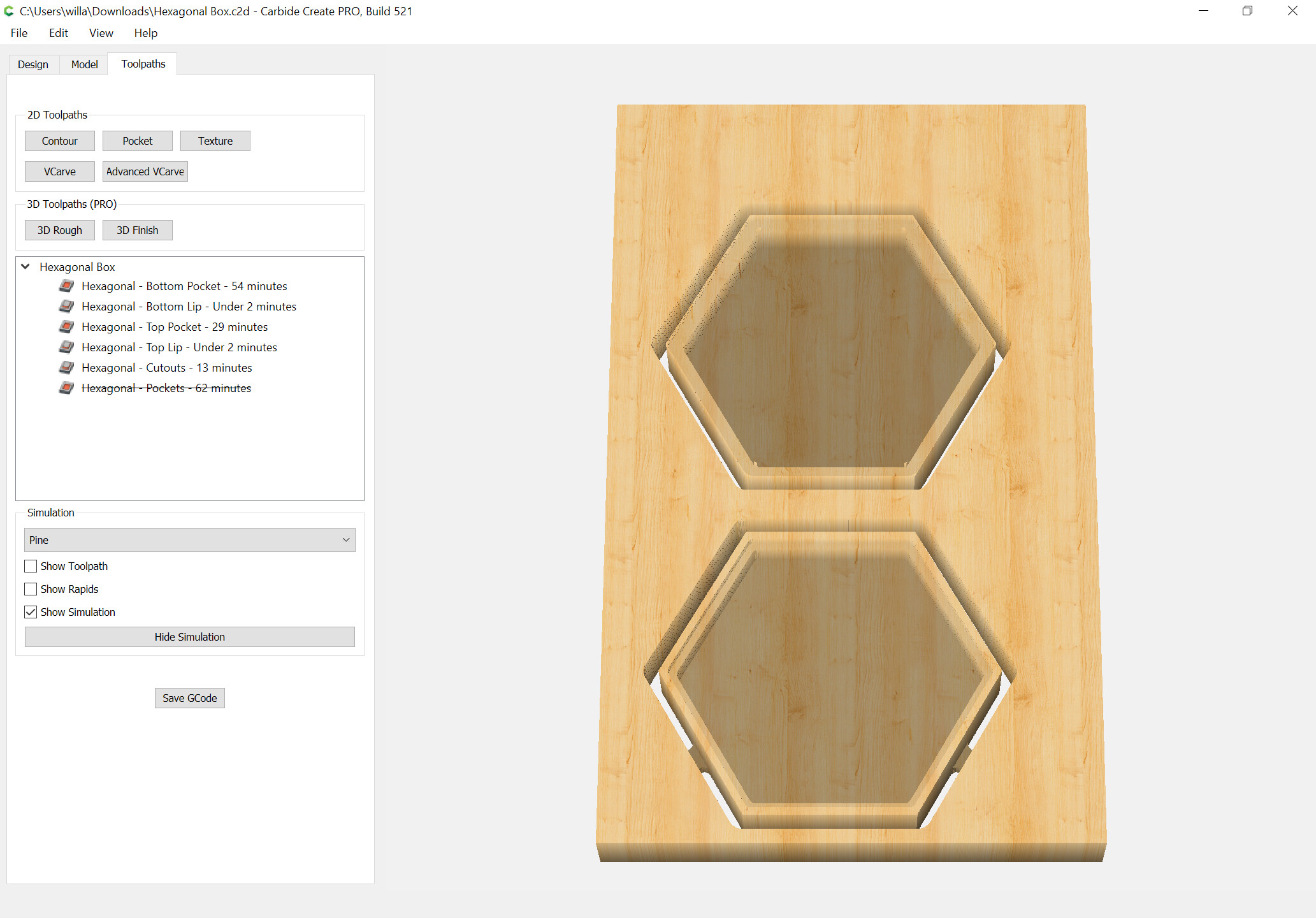
Using guidance from YouTube, I designed a hexagonal box and lid, adjusted to suit the thickness of the material and adjusted the cut depths accordingly (files attached).
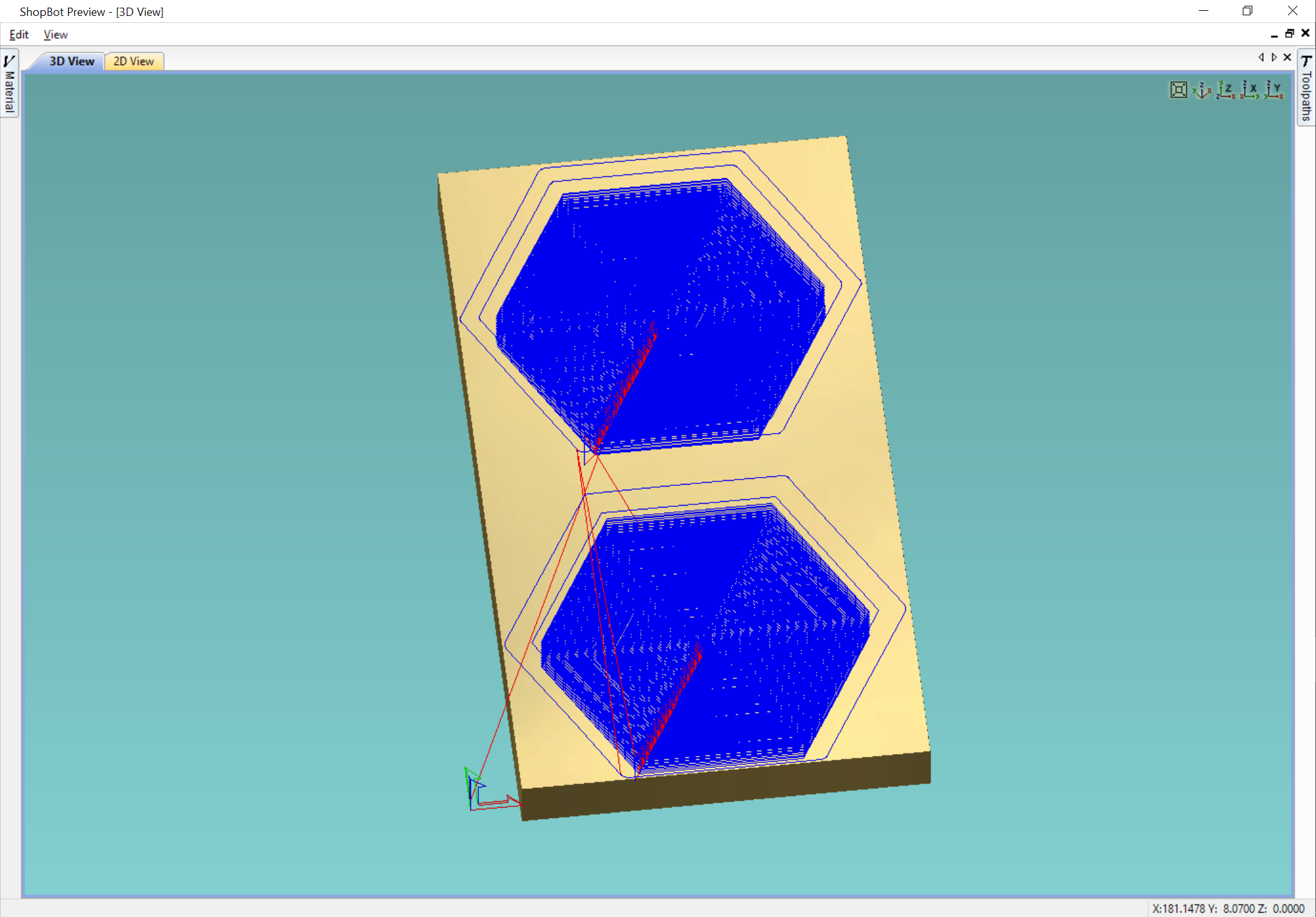
So, can someone tell me why the toolpath for the pocket in the base, cut through the bottom the base? They showed correctly in Simulation and using an online *.nc viewer.
(Looks like the bottom of the pyramids at Chichen Itza!)
Investigating this for myself, I’ve found the Z zero had changed - even though I definitely zeroed everything properly before starting the cut and the bit hasn’t moved in the collet. Zero for Z is showing just under 16mm below the surface of the workpiece, like this:
When you installed the tool, how much of it was sticking out.
When you stopped the cut, how did how much of the tool was sticking out at that point compare to how much was sticking out at the beginning of the cut.
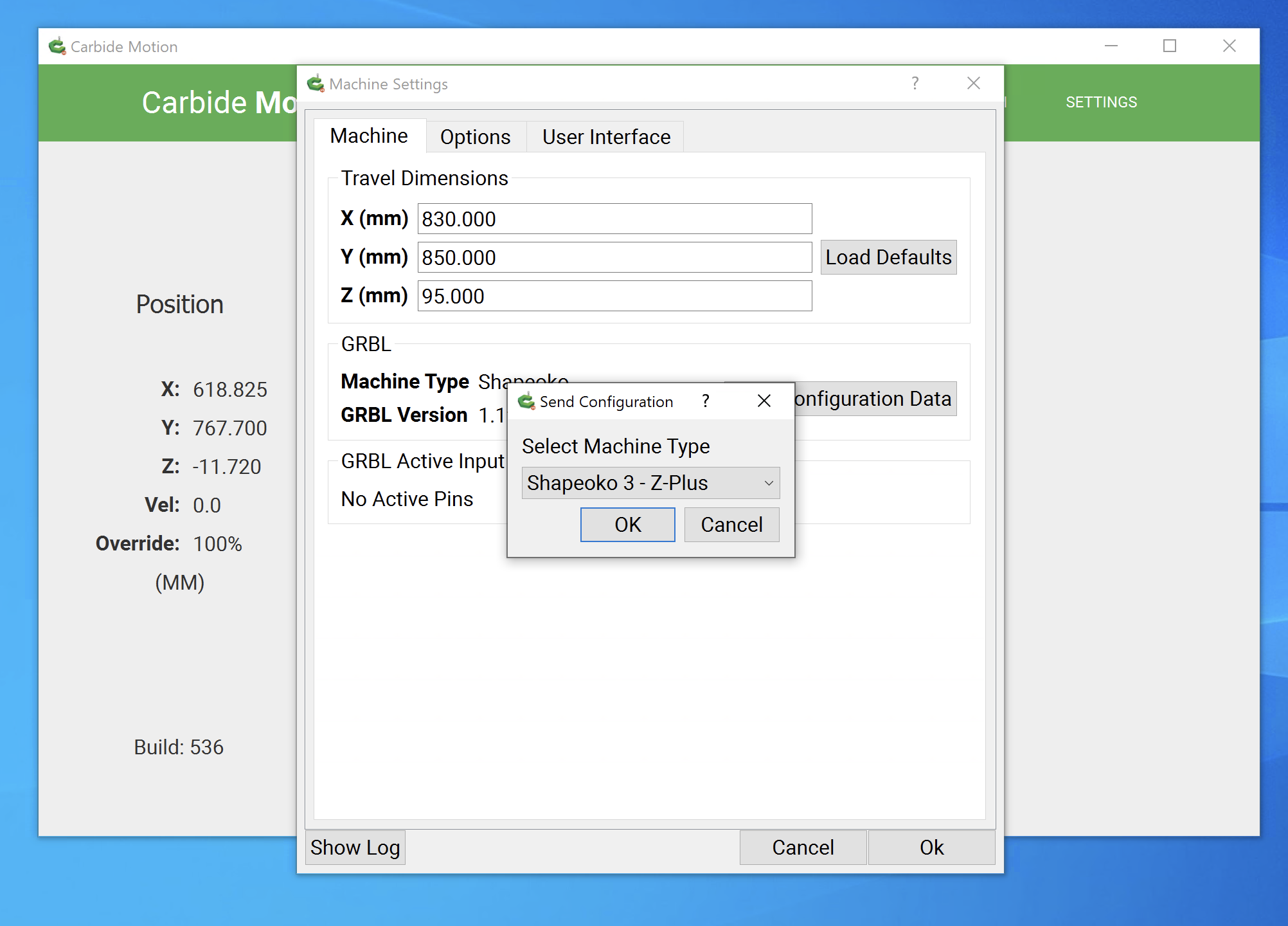
Are you sure that you have correctly configured your Z-axis? We’ve seen this sort of overcutting when folks have configured a Z-Plus as an HDZ.
Ah, I thought so - after some thought (see edit!) - and I’m pretty sure it’s the same, but I didn’t measure it at the start to confirm. All I know is Z is 16mm below where it was.
I’m sure it’s setup as a Z-Plus. I only recently changed to using a Windows PC connected to the Shapeoko and reconfigured it:
My suggestion would be to break the file up into brief bits of cutting, each of which stops at a point which can be measured (adding geometry to have a roughing clearance to leave will help this: Making vacuum hose adapters and/or Adding geometry to cut as a pocket with a finishing pass ) — then sequentially cut each file and measure as you go, and reverify the Z before moving on to the next.
Another consideration is that when cutting out the outer profile you should add geometry and cut as a pocket down to tab depth or the penultimate pass.
Thanks, Will. I’m sorry if I’m being a bit negative about this, but the whole purpose of getting a BitSetter and BitRunner was to automate as much as possible, and now you’re suggesting I break up the file into manageable pieces to take measurements. This doesn’t sound like a way forward, if I’m honest.
Even if I do what you suggest, that doesn’t mean it won’t happen again!
I didn’t get as far as the outer profile. I stopped when the pocket broke through the bottom.
Right — make it a layered, say two stacked pockets, the first of which is half-way ---- that should give you a point at which you can measure and check that things are proceeding well, or if a (gradual) problem has begun.
I’ve filled trash cans and burn barrels and compost piles w/ failed cuts and sawdust — that was why I got started w/ the wiki — in my experience the best way to learn CNC is to begin w/ a simple project, w/ measurable results — try cutting it — if it cuts well, move on to a more complex one, if it fails, analyze and measure the failure and devise a test for it and determine the cause.
The first picture has a very rough surface. That rough surface will be hard to get an accurate Z zero. Maybe for this project you should use the waste board as your reference instead of the top. Using the bottom when setting zero may help you keep from cutting through the bottom.
I’ll add the usual question to the mix: any chance you may have run out of Z travel during the initial retract move ? Thick material + large tool stickout (from the pic) + 0.2" retract height (from your file) = a possibility (hard to tell from here) that the Z has reached the top limit upon retracting, in which case it goes brrrr (but may not be heard over the noise of the router), loses steps, thinks it is higher than it actually is, and then plunges back down, ending up deeper that it thought it would be.
I don’t think so, @Julien. I’ve just been out to jog the Z axis to it’s upper limit and with the ‘machine position’ showing as -1mm, I did some measuring:
Stock height = 31mm
Stick-out = 45mm
Gap between bottom of the bit and the top of stock = 40mm
With a retract height of 0.2" (just over 5mm) shouldn’t the gap between the stock and the end of the bit be plenty?
Drat. I’ve been mixing up my posts. This one’s about trying to cut the hexagonal boxes, but I’ve posted messages in the wrong thread. Can/should they be moved here, please?
But, to continue the sorry saga, I ran the hexagonal box project three times since yesterday, to try an replicate the extra-deep first plunge, but I wasn’t able to get it to repeat it.
Initialised with a BitSetter, zeroed with BitZero, then ran the job
‘New’ job in CM without initialising the machine, BitSetter installed, zeroed manually, then ran the job
Initialised without a BitSetter, zeroed manually, then ran the job
Every time, the first cut started at 1.020mm (0.04") - which is exactly what the cut should be, so I’m no further forward in resolving this issue.
So, today I made a box and lid on my XXL, and paid close attention to the first cut with my hand hovering over the feed-hold button, and everything went swimmingly (which means good, just in case anyone isn’t sure).
The plan was to use a v-carve bit to engrave lettering into the top of the box and, because I’m still a little paranoid, I tested the cut on a scrap piece of timber. I’m glad I did, because I’d zeroed the machine at the lower left, but the actual zero was centred on the stock. So I adjusted for that, and completed the cut without a problem.
I replaced the scrap piece with the lid, checked and adjusted the zeros, started the cut and the bit went through the lid.
It’s clear that human error is still in the mix from your description… but I would assume you were on high alert after the original mixup. Very curious.
If you are close to West Oxfordshire let me know … I’d like to see this!