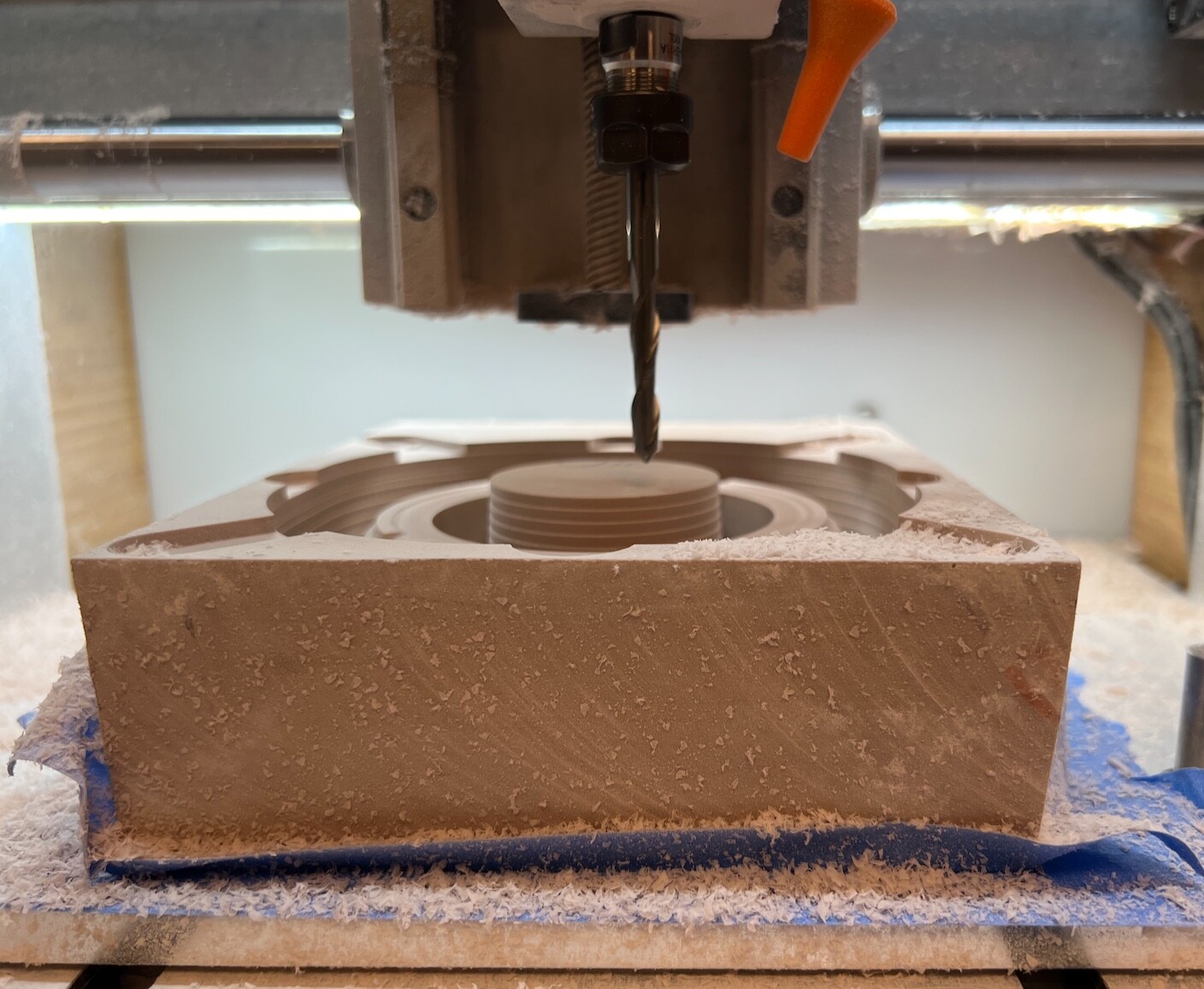
In case it isn’t visible clearly, the tip of the endmill is about 6-8mm above the unmilled stock in the middle. I can’t pull out the endmill.
This is something I keep asking for repeatedly since 2021 (previously, previously).
Is it really such a big problem to make CM not stop for tool changes right in the middle? Anywhere else is preferable. In my jobs, I’d like to change tools at Y min, X max (so, toolhead moved to the right and towards me, as I’m looking at the machine). Or perhaps we could have configurable Gcode for tool changes, like the 3d printing crowd does?
Please — this is an annoyance I’m running into regularly.
Yes, I have also been running into this. In many situations you can’t use the full 3" height unless you split the job up into multiple files so you can jog to near the bitsetter to get some clearance to change cutter. It is going to have to move to the bitsetter position anyway to remeasure so pausing there makes sense.
Being able to enter custom GCode to handle tool changes would be an interesting option. That said curious what version of CM you are running as the latest releases have moved the tool change location from Front/Center to Front/Right (Not all the way right but much closer to the side/right Y rail). However this is the latest behavior on the Shapeoko (I have the Pro) but from the picture looks like your on a Nomad so perhaps the behavior is different (Front/Center).
Ok, so I’m using the Nomad 3, Carbide Motion 618 (my previous requests were about Carbide Motion 5, same behavior). I know that I can split a job into multiple jobs, and that’s in fact what I have to do, but the main reason why I bought this machine and not something else was to make use of the tool length probe and corresponding automation.
I design in Fusion 360.
@WillAdams It’s a Nomad 3, so it has the integrated tool length probe. What is shown in the photo is my machine executing the tool change command: stop the spindle, move to the middle of the table, prompt for a tool change. I don’t have a photo of the entire machine showing this problem at hand, but the above photo shows the machine at the exact moment when it prompted me to change the tool. Tool changes always cause a move to the middle.
I guess I run into this so much because my main use for the Nomad is machining tooling board (like shown in the photo), which is 50mm thick. Sometimes I need to reach deep into the board and that’s when I run into problems with longer endmills. Actually, the photo doesn’t even show the worst case, because this time I had a large piece of stock, so I removed everything and glued it to the Nomad table. But this doesn’t really work well for smaller pieces, the Nomad table is really basic and to securely attach smaller pieces I need to add the threaded plate, which is over 10mm thick. You quickly run out of Z height and I really wish the base table was better. Anyway — Z height is precious on the Nomad, and the current behavior of stopping in the middle for a tool change makes some tool changes impossible.
This is an excellent point. I also use Fusion to program tool paths and I cannot find a way to change the location for a tool change. I have run into this issue on many occasions. the only resolution I have found is to pull the collet and tool out and hope they clear the material. If Carbide Motion simply set the tool change location over the bit setter of the Nomad, that would be perfect. Carbide, please fix this.
Almost certainly a Motion thing. It defaults to the center of X travel to provide maximum accessibility in the confines of the machine. There’s no good workaround, but if you’re up for a bit of Gcode tweaking, you can type in something like:
G0Z??? // Enter a safe height above your zero.
G0X??? Y??? // Enter a coordinate for the machine to go to that's clear of your stock.
M1 // This is a pause command. This is when you'd change your tool.
M6T??? // This is where the tool change command originally exists. Leave it be.
Right, and that could all be done in post processing from Fusion for those that use Motion. Then on cycle start, when Motion prompts for tool change, you’d just continue and let it do its tool length routine. @wmoy Does Motion handle M1 and M0 the same?