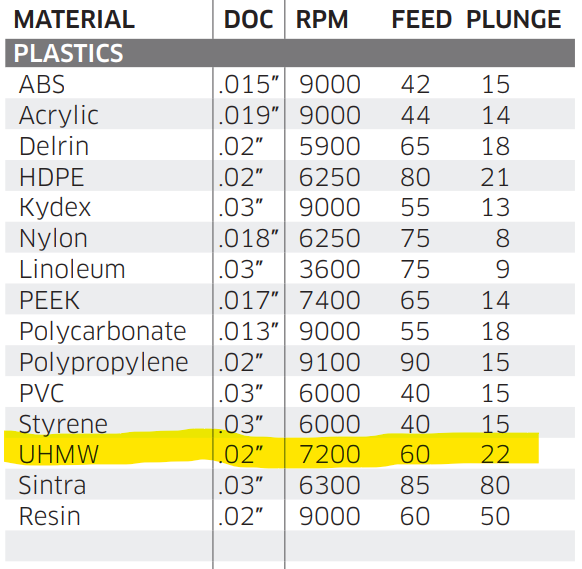
I’m using the recommended feeds and speeds, any ideas what I could be doing wrong?
There are some videos on similar plastics here:
and consider single flute tooling.
Unfortunately I don’t see any videos with UHMW
That table of recommended settings is for a two flute, 0.125" end mill. Were you using a smaller diameter? Looks like you need to slow down your feed rate.
1 Like
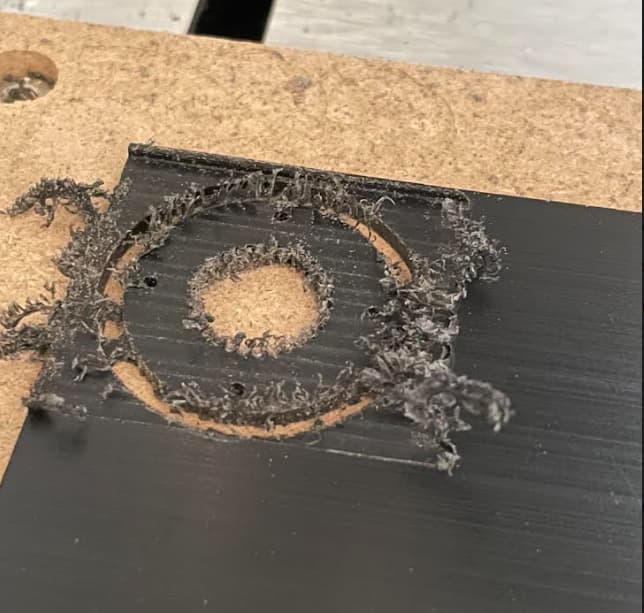
Ouch! Yes it should not look like that! For UHMW On my Nomad 883 for 2 Flute 1/8” I use 10,000 RPM, 78 IPM (2000mm/min) feed in CAM and then use the manual override to dial it up/down if necessary. In general with plastics high feed speeds tend to keep things from melting/stringing.
3 Likes
Yep, faster feeds to avoid melting and stringy mess, less DoC if the machine doesn’t like the feed rate, try to get an ‘O flute’ single flute plastics specific cutter if you are going to do a lot of these plastics, they are a different edge geometry and shear the plastics much better.
When the part allows I’m lazy and send a chamfer tool round all the top side contours to clean off the remaining fuzzies for me.
3 Likes
Slightly easier material but, here’s some LDPE

Cut at 20,000 RPM with an 8mm O flute plastics cutter, feeding at 2,500 mm / min and minimal stringies. Finish passes with a 1/8" single flute at 20,000 RPM and the same 2,500 mm / min feed rate.
2 Likes
Tried again with 10,000 RPM and 2,000 mm/min, even went up to 2,600 mm/min, but not much improvement.
I’m also using a 2 flute 1/8’’ end mill. Maybe my end mill is dull?
I have the old Nomad so I’m limited at 10,000 RPM unfortunately
I’ve found using new sharp cutters on plastics gives much better results, maybe try a new one or try a plastics single flute cutter?
10kRPM should be enough, you’re putting in less heat so don’t need to move as fast.
Is the end mill collecting stringy plastic around the mill as it cuts or are nice tiny chips flying out?
I’ll try a new end mill.
Definitely collecting a lot of stringy plastic
2 Likes
This primer helped me when I was struggling with ABS. I’ve never tried UHMW.
1 Like
Coincidentally ripped some UHMW tonight - 10k rpm, 2000 mm/min feed, 1 mm depth of cut. 2 flute 1/8”. Not a brand new end mill, but still plenty sharp.
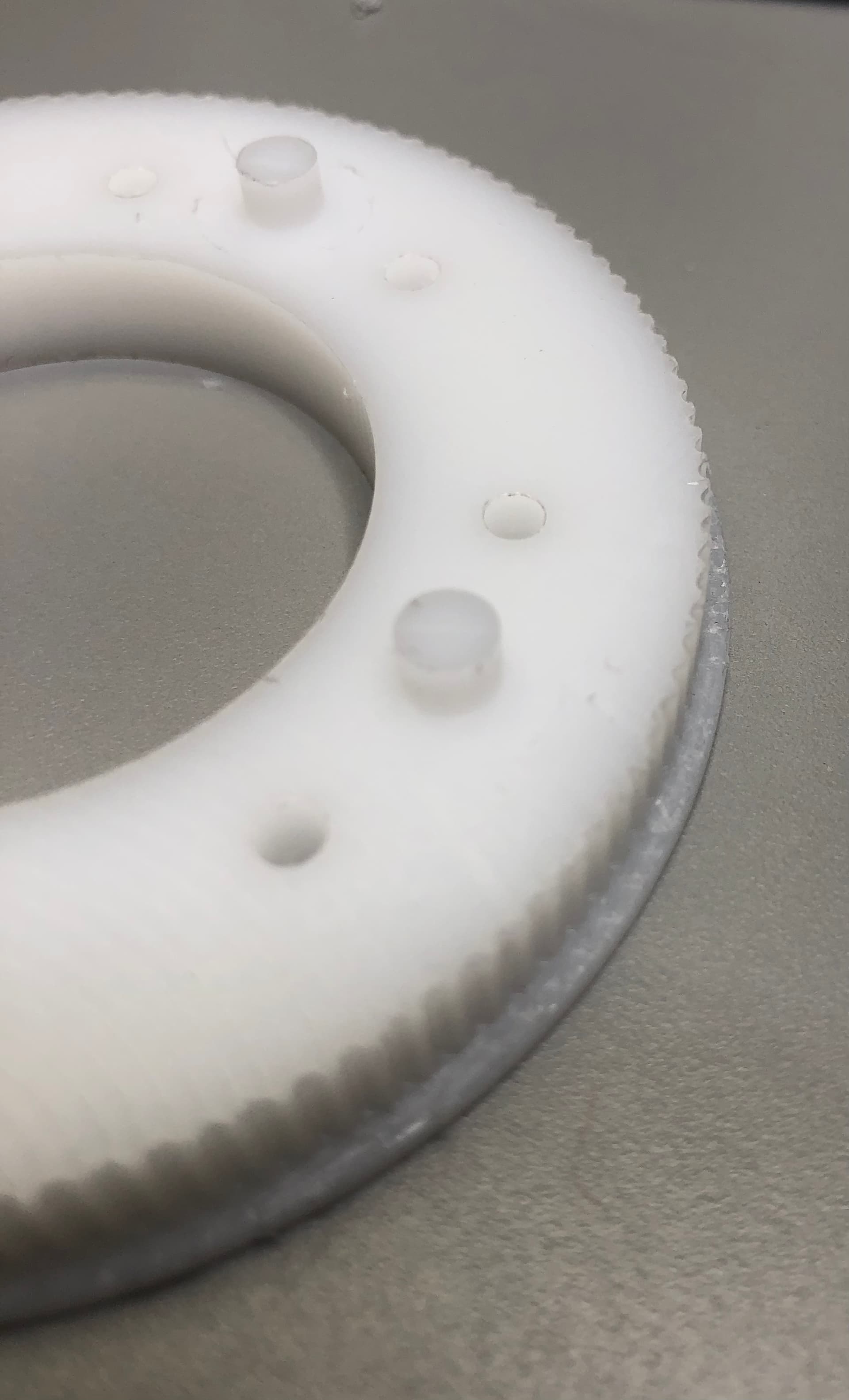
Also threw in the result of a 1.1mm PCB end mill being used for peck drilling in UHMW. Bleah. That is solid plastic built up on there. Boring/drilling feed/speeds even harder to get right.

3 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.