As has been discussed here in the past, tooling w/ 8mm shafts seems a promising upgrade for folks w/ 65mm VFDs (and possibly an affordable and good value proposition for 80mm VFDs as well).
That Woodpeckers has begun offering tooling has been discussed here in the past:
Woodpeckers is very proud of their products. I get advertisements from Infinity Cutting Tools and they also offer 8MM router bits. I think Infinity has good quality products and I have quite a few Infinity router bits.
I have plethora of WP bits. The 1” cutter with replaceable carbide cuts really smooth and what I use to prep all of my rough cut lumber I use.
I only get them when on sale and usually the 4 pak is the best value. Most on sale are inline with other manufactures you can get and made in USA for folks that are partial to that.
I started getting these when they were offering them for the Shaper Origin. I’ve had zero issues with them.
Both 1/4” and 1/2” shank diameters. 1/2” used in the router table.
I did purchase a Haas ER11 8mm collet and a couple of bits for my 65mm spindle hoping this would be a great upgrade, but what I found is that the bit will not slide far into the spindle. It seems the max may be 1/4".
So guys, I did some measuring. I wanted to see if it’s the same as your situation.
With the collet and nut completely removed, I can insert the 8mm bit into the spindle about 0.43 inches before it bottoms out. The 1/4" bit slides way further in than that. After installing the 8mm bit with collet and nut and tightening, the bit will be about 0.70 inches installed from the nut’s flat surface before bottoming out.
Is this aligned with what you are seeing? Would this be enough shaft installed as to not counteract the rigidity of the 8mm vs 1/4" bit?
The ideal position of a bit in the collet is all the way to the top of the collet. The collet holds the bit and the nut tightens it. The collet nut and collet are forced up an inclined plane inside router/spindle. So for the best grip the bit should be at least at the top of the collet. If you cannot go that far try it but at first I would pause every few minutes and check the tightness. If a bit comes loose it will mess up your project and could potentially come out and become a chuck of carbide flying possible at you. After checking that the bit is still tight after a few pauses then go ahead but it would be a good sanity check to still check the tightness on occassion. Another thing you can do is get your bit tightened up and put a magic marker where the bit and collet meet to give you a quick visual check. Just remember that the bit and collet have to be forced up the inclined plane so if it is already bottomed out before tightening it could lead to disaster.
Great info from Guy, however, what I’m looking for is actual dimensions from people currently using 8mm er11 collets and bits in the 65mm spindle to see if my setup compares or is something amiss. I can insert the 8mm bit into the spindle without collet and nut about 0.43 inches before bottoming out. When using the collet/nut 0.7 inches of bit are inserted before bottoming out. ( the 1/4" goes much further in ) . @Redlander , @WillAdams , is this what you’re seeing as well?
Yes, that is what I see on a Carbide Compact Router/Makita RT0701 — the reason of course, is that the shaft is sufficiently hollow to admit a 1/4" shaft, but will not allow the larger tool.
I’ll have to get to the machine and provide specific measurements. I won’t be able to do that for several weeks unfortunately. I’ll put this on the list and get back to you guys.
Ultimately, the bit just needs to insert to the top of the collet. Stopping the bit here will also allow more cut depth with the larger bit/rigidity.
I have the 8mm er-11 and a 65mm spindle from PWNCNC as well as the 8mm shaft McFly. I haven’t tried the McFly since switching to the spindle but I will put it in later today or tomorrow and see what it looks like.
Given that the collet clamps the tool by being pulled up the taper of the spindle by the collet nut it’s probably a good idea to make sure there’s a little bit of room above the tool before tightening, otherwise there’s a fight between the collet trying to slide up the taper to grip the tool and friction on the tool which won’t slide up as it’s bottomed out. That could lead to really inconsistent tool holding and playing the not very fun game of ‘dodge that cutter’ in the workshop.
I finally got around to testing this today. I didn’t fully understand what you were saying before but you are right. The 8mm shaft can’t go as far into the spindle shaft as the 1/4” one does. Mine went in about 3/8” without the collet and nut so the hole in the center of the shaft is not large enough for the 8mm to go up further. I have the PWNCNC 65mm spindle.
I took a few pics for others to see. I was surprised when I got the 8mm with the lack of metal there but I guess it makes sense.
How much shaft was being held by the collet? and do you feel it was sufficiently deep enough to be held in correctly and not compromise rigidity?
According to IDC Woodcraft, collets should hold at least 1/3rd of the remaining smooth shaft less about 1/8" clearance (( non-cutting length / 3 ) - 1/8 or so ). Not sure how valid this rule of thumb is.
I’m glad you guys are still mulling over this. I’ll be able to check my 65mm spindle next week. Not sure if the internal spindle shaft can be machined out just a tad to get more clearance inside if needed? Hopefully I can get the bit to the top of the collet at least.
Skinny collets are not the concern when it comes to rigidity of holding a tool. The collet should perform well when all of the collet is properly seated into the spindle, and the tool inserted has full coverage into the collet. If you want to make sure your tool is inserted properly, you would make sure the back of the tool shaft is touching past the back of the collet inside. Not properly installing a tool into the collet all of the way to the back of the collet will more then likely lead to a collet becoming damaged and breaking at it’s flex points. This can lead to tool slippage, and damage to the tool, collet, and even spindle.
Rule of thumb is that the shank of any tool should fully insert into the collet all the way to the back of the collet. If this cannot be done, then the collet is defective, or not a proper fit for the spindle. The machine could crash and damage things beyond a simple collet or tool. If a tool shank is too big to fit fully into the spindle at full depth of the collet, then that tool should not be ran on that spindle. If you do decide to run it anyways, then you proceed at your own risk.
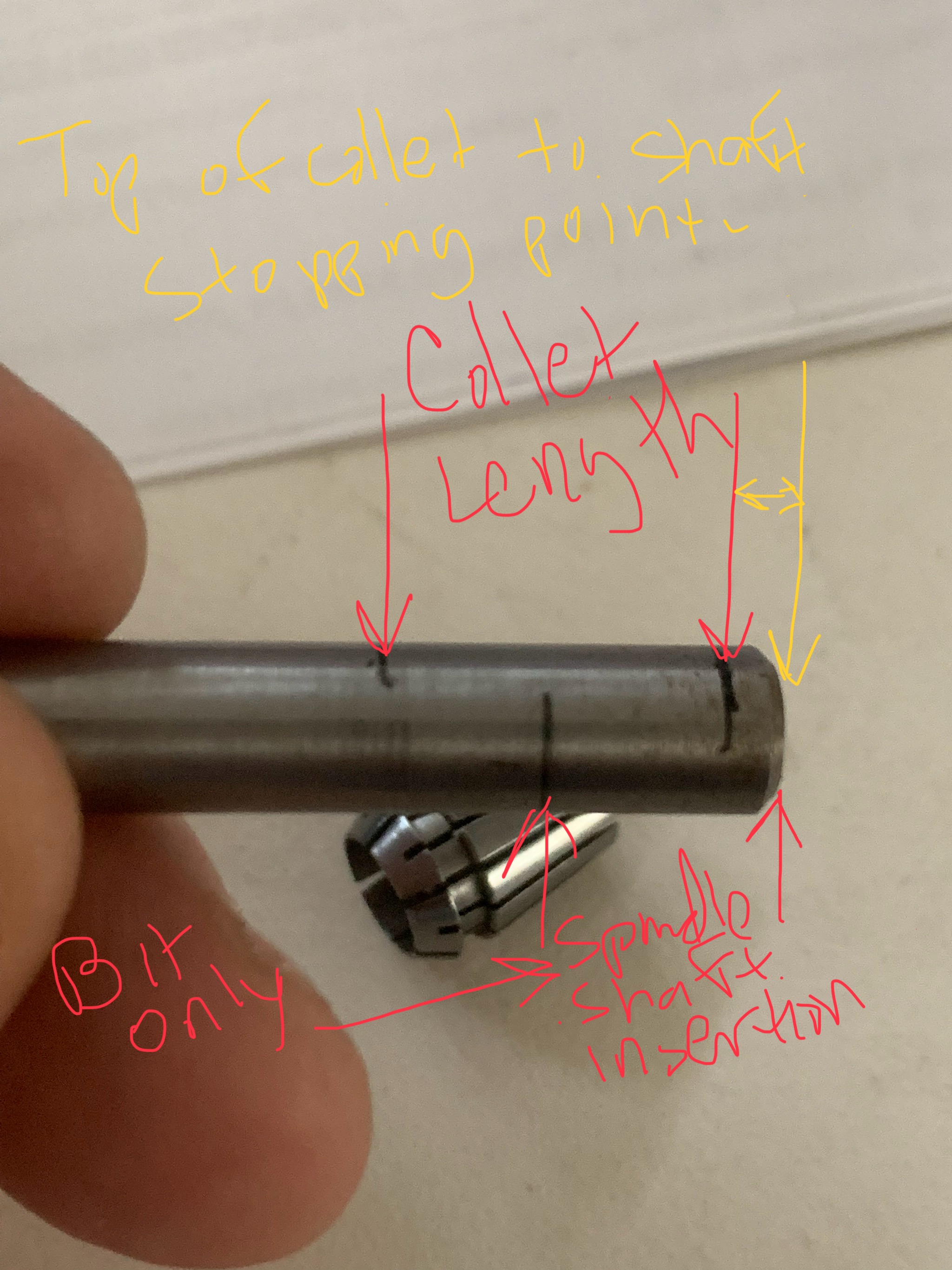
Sorry for the late reply, just got the dimensions (approximate, Fine sharpie). Attached in the photo;
WP Bowl Bit, US8121BB, 8mm shaft.
Bit only insertion in spindle = 0.463” (red)
Collet length = ~0.605” (red)
Total collet length to end of bit = 0.736” (red to yellow) (This was bit fully inserted and collet seated by hand fairly tight)
Top of collet to top of bit = 0.13”
So, plenty of room if the bit is seated even with the top of the collet. But not by much.