I’ve been milling wax stamps for fun recently. Mostly logos for other maker friends.
I’ve dialed everything in and I can finally just “throw a blank” on the machine and get a nice seal out. No drama! (Took awhile to get here but that’s another story)
Now I am at the point we’re I’d like things to be more convenient, repeatable, and ideally arrayed for cutting multiple stamps in a single go. Ambitious I know.
Current setup:
Nomad 3
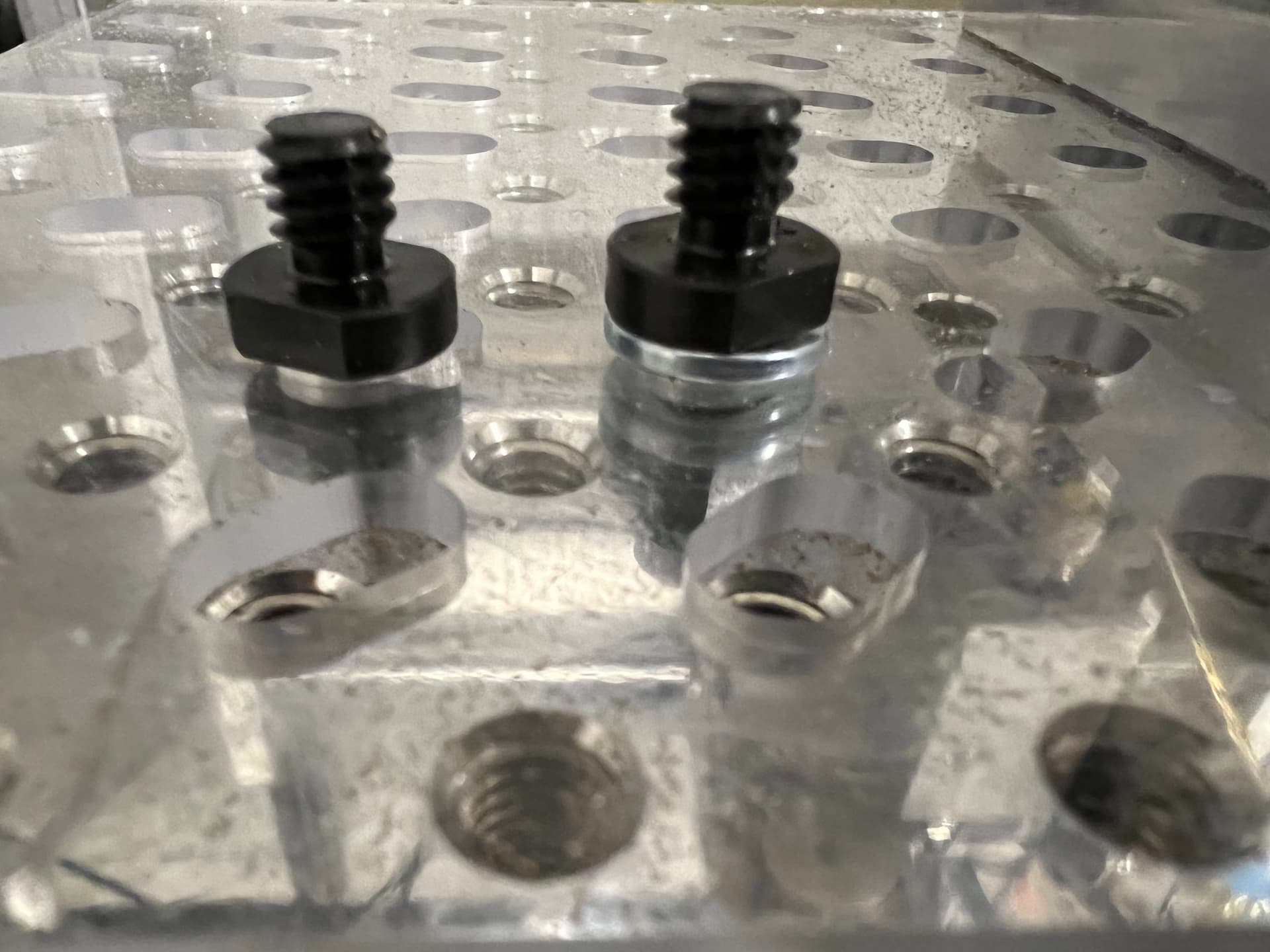
SMW m6 fixture plate
1" blank brass stamps (1/4 20 threaded)
Tell me if this plan is crazy, I want to get a handful of 1/4 20 to m6 studs (noga makes them) and hold these blanks by simply screwing them down into the fixture plate.
I figure this will be good enough for doing one at a time. I’m a little worried about variations in height/thickness of the studs and wax blanks though. If I array them and try to cut multiple at once I’m not sure how consistent they’ll be.
One solution could be to start by intentionally cutting air. Basically build in some safety at the expense of time and potential depth variance.
The other issue is potentially off center blanks. So assuming stars align and the heights are all perfect, I’m not convinced the results of doing a large array would be perfect.
This brings me to idea two:
Keep the stud work holding idea and use fusions work probing with a touch probe to do a first pass on each stamp. In theory you could find the centers and heights of each seal as part of the initialization. Then it’s just a tool change and off to the races. In practice I’ve no idea how feasible this is.
Last idea for this wall of text:
Mill a jig with pockets for the stamps and a clearance hole for the screw. Leave just a bit of stamp material above the surface of the jig. Then pull the stamp down nice and tight into the fixture, set the z height flush with the surface of the jig and surface each stamp as part of the operation.
This is repeatable(ish) and roughly solves the off center issue. I could also notch the collar of the stamp to orient rotation which is a neat idea.
Let me know what you folks think. I’m a chronic over-engineer…er. So feel free to let me know if I’m overthinking all of it ![]()
Thanks everyone!