I’ve recently been experimenting with making jigs that use dowel pins to fix the position of my parts. However, it seems like the position of the holes I’m drilling aren’t consistent with the design, and the dimensional accuracy of the parts are slightly off too.
I just trammed my machine yesterday to try to rule that out in my dimensional accuracy issue; I’m within +/-0.001" across a ~12" diameter measured with a dial indicator. (I made this nylon jig AFTER tramming the machine)
As for the dowel pin holes on the jig, I’m using the drilling operation for the dowel pin holes, (Chip breaking drill op with a 1/8" single flute end mill. 20K rpm, .5mm pecking depth and .5mm chip break distance).
Here’s a picture of my jig. I machined it out of a 15mm thick block of Nylon that I had laying around. The holes are perfectly sized, and the 1/8" dowel pins are a slight press fit.
Here’s the sketch of my jig. All of the holes highlighted in red are for dowel pins (Press fit) They are all 50mm apart in the Y axis, and 16.5mm apart in the X axis with the exception of the middle 2 pins.
Should I mill out a cube and measure the dimensions? Similar to printing a calibration cube on a 3d printer. My parts are coming out ~.3mm smaller after contouring them with a 1/8" single flute end mill (20K rpm, 800mm/min, .5mm DOC) . Any advice on how to improve the accuracy? Thanks!
I found the issue, the bolts for the V wheels on the X gantry were loose, causing excess play on the spindle. I applied threadlocker, tightened up the eccentric nuts and re-trammed the machine. Then afterwards, calibrated the dimensional accuracy. This seems to have fixed the size issue on the part.
However, I am still running into an issue with holes being misaligned on the jig.
The pins are 3/16" dowel pins, and I double checked my design on Fusion. The hole distance on CAD is supposed to be 98.984mm.
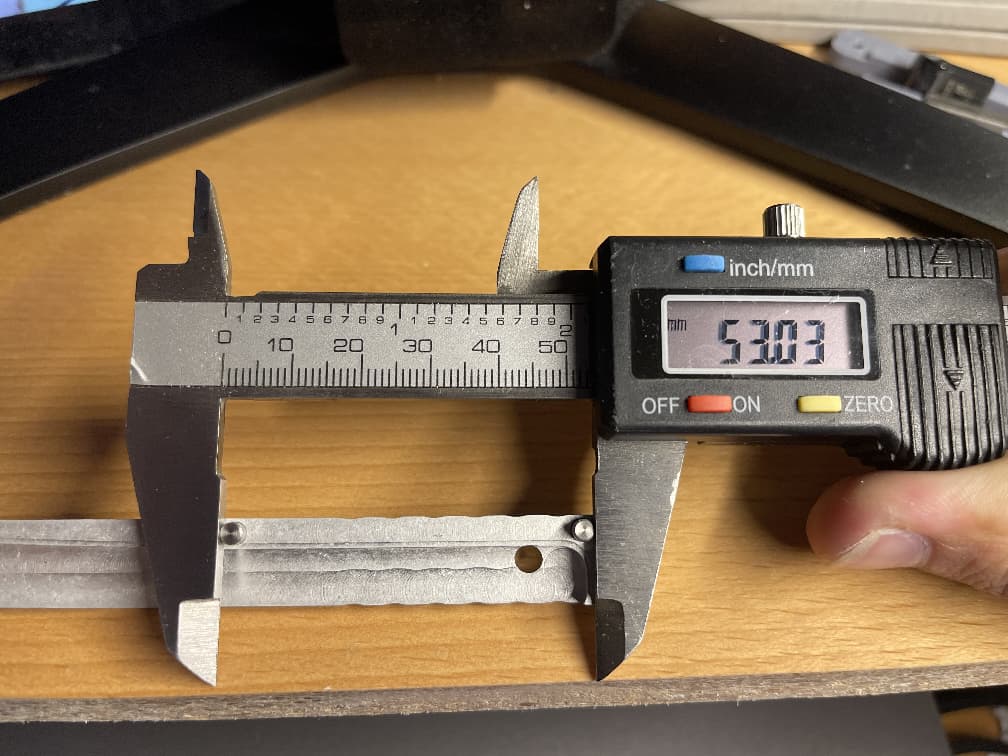
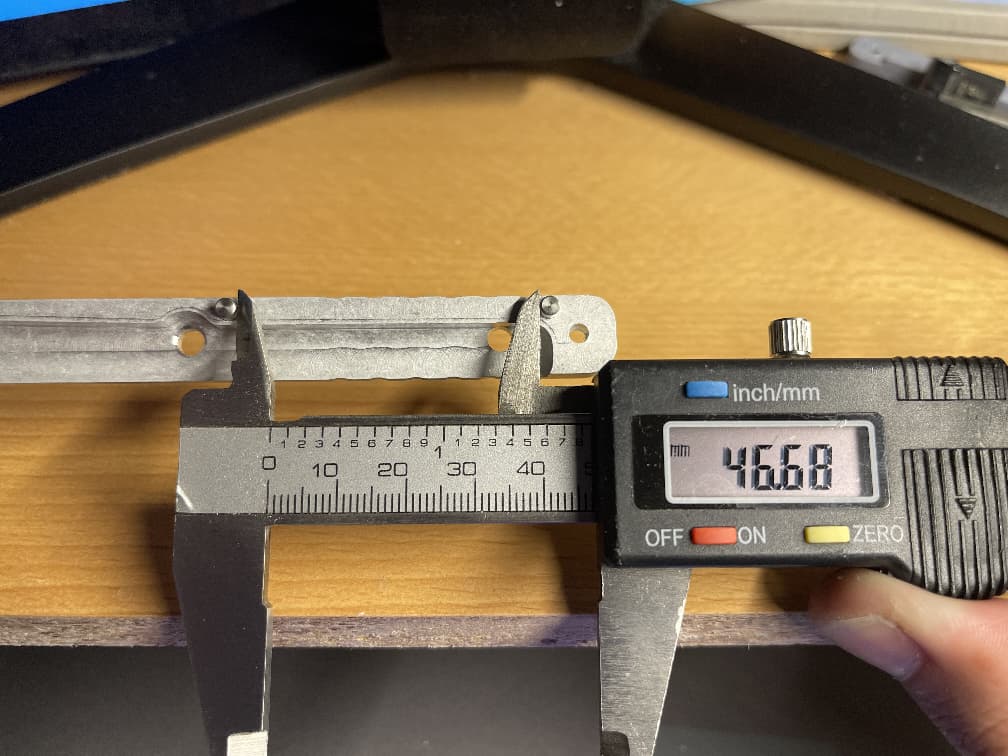
On the jig (ABS), the distance between the holes is 100.25mm
On my aluminum part, the hole distance is 99.1mm
It seems to be off by a millimeter on the jig for whatever reason. The dowel pin holes were .185" when I measured with gauge pins, so the 3/16" pins were a nice press fit. I’ve uploaded my G code as well, I used a 1/8" single flute end mill ABS jig boring 2.nc (49.4 KB)
I started off with the boring operation using a 1/8" single flute, followed by a face + 3d adaptive toolpath with a 6mm end mill
I did not touch the calibration between machining the pieces, and machining the jig.
The hole spacing on the aluminum pieces are correct, the hole spacing on the jig is off by ~1mm
Edit: I just tried boring 2 holes along the X axis, and they were spot on. I measured my dowel pin distances in the Y axis, and they were off by around 1.5mm so it seems like it’s the Y calibration that’s still off I’m going to try recalibrating it along a larger distance tomorrow and see if that fixes things.