I’m thinking my machine needs a tune up and I’m trying to figure out what’s causing my problem.
I’ve noticed that my machine will leave super thin bits of material especially when cutting curves.
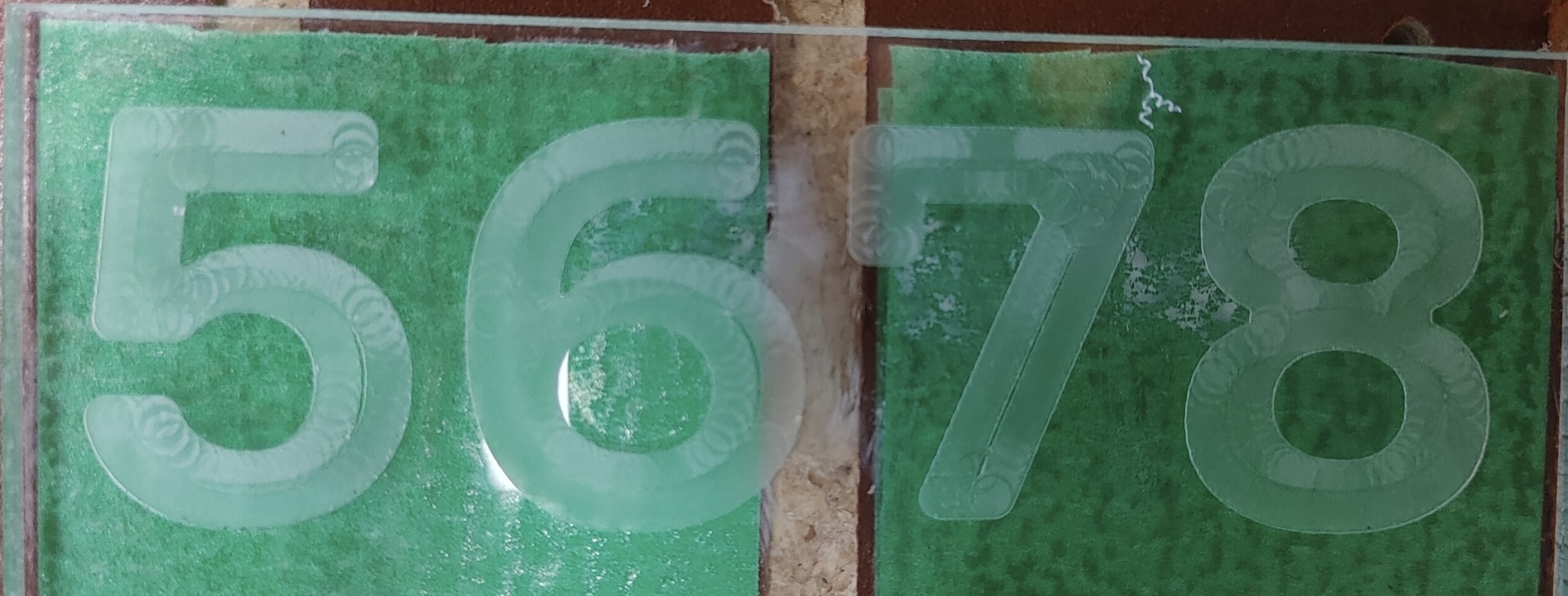
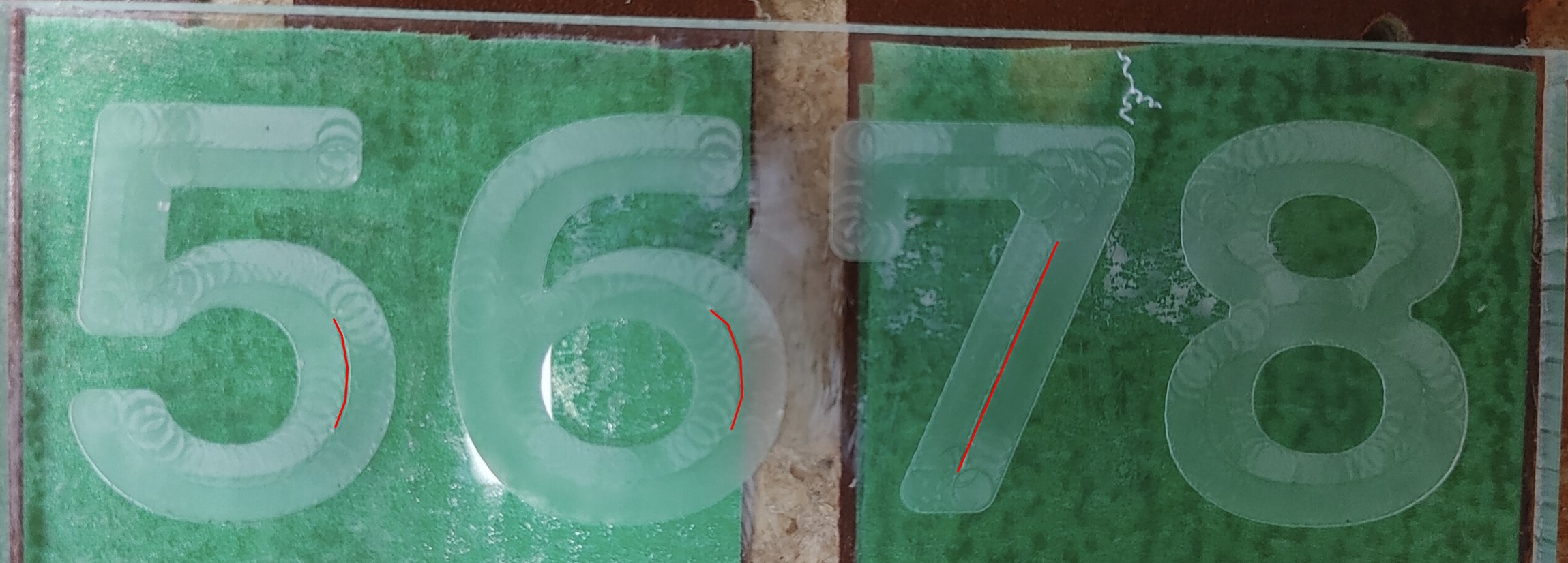
So for example if a 1/8" endmill is supposed to make 2 passes around the inside of the letter O, in between where the endmill made its passes there will be a thin skin sticking up in a couple of places.
Is there any kind of “diagnostic test cuts” I can do to test the accuracy of the machine and figure out exactly what maintenance needs to be done? I could make those cuts then upload some pictures to show the problem a bit better.
From my limited understanding, stepover is a feed rate parameter and the machine should fully mill out the pocket area regardless what the stepover? The exception seems to be if the stepover is too large, but then there should be a perfectly consistent sliver when I make an O (I’ll test this).
I used the stock tool profile for a 1/8" single flute armana end mill.
I could run a second pass but it seems like there’s some kind of underlying problem.