Hello everyone! I just got a Shapeoko 4 XXL two months ago and have been slowly learning how to use it via trial and error.
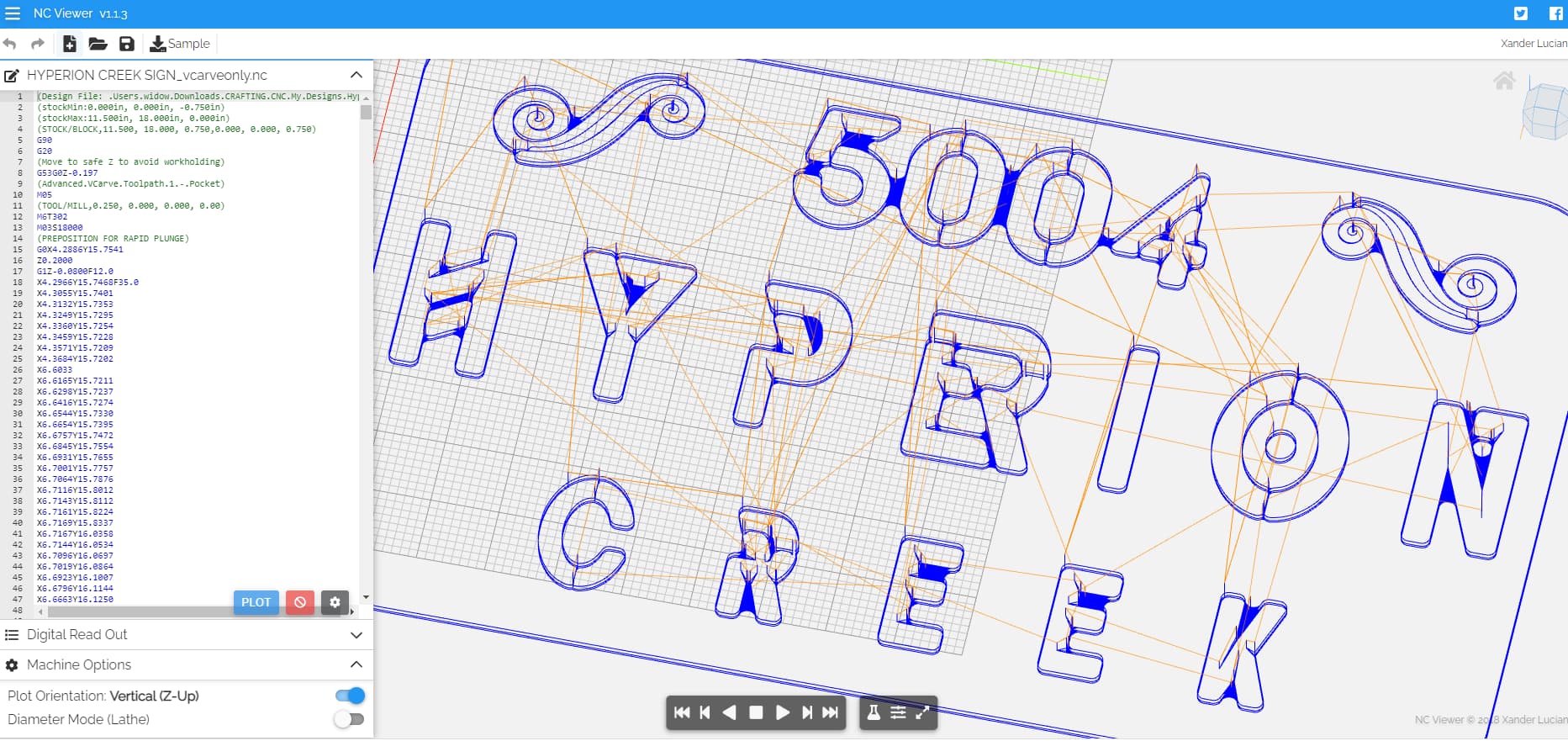
After screwing up a lot of complicated projects, I figured I’d cut something easy - a sign for my house.
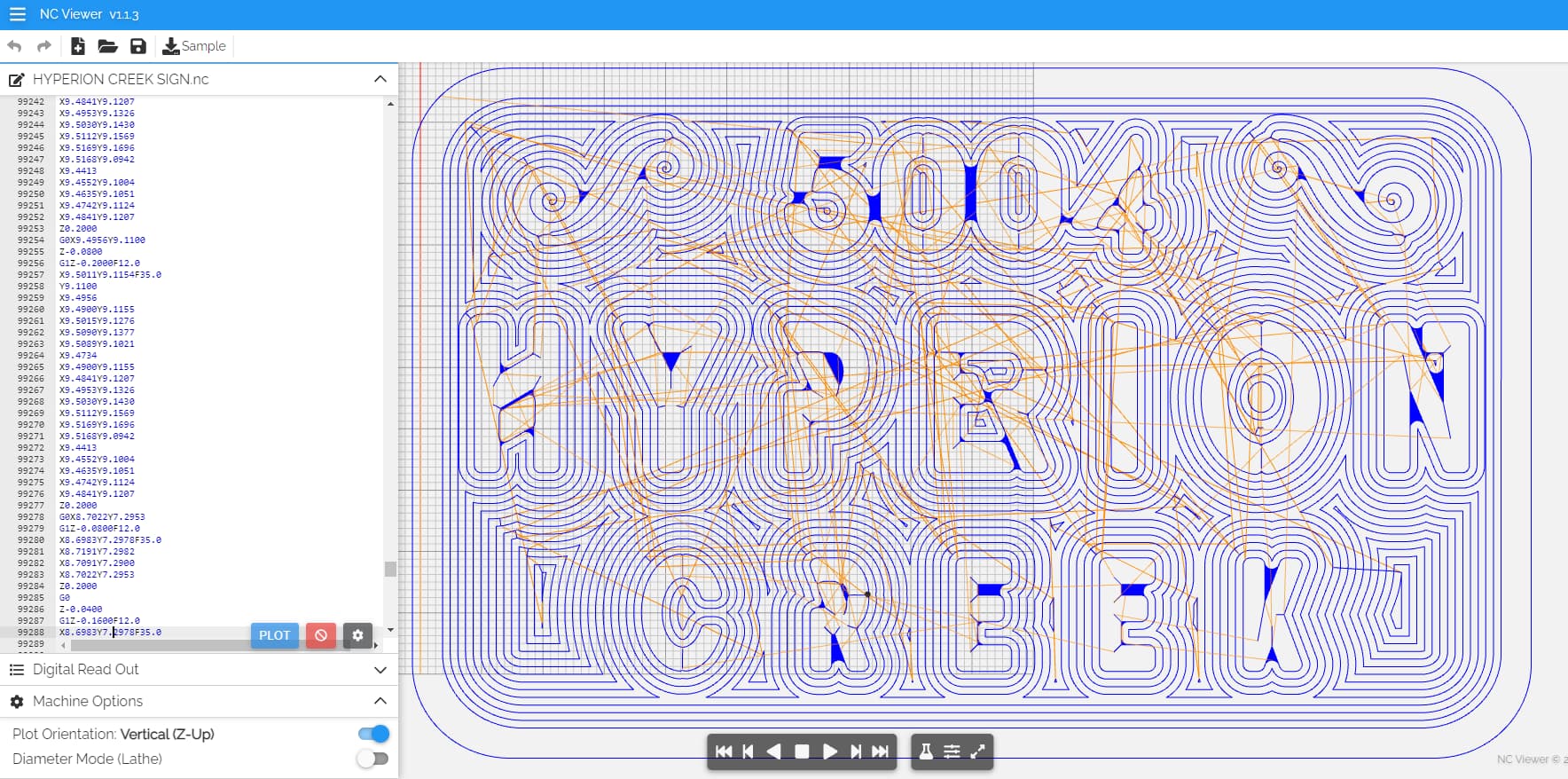
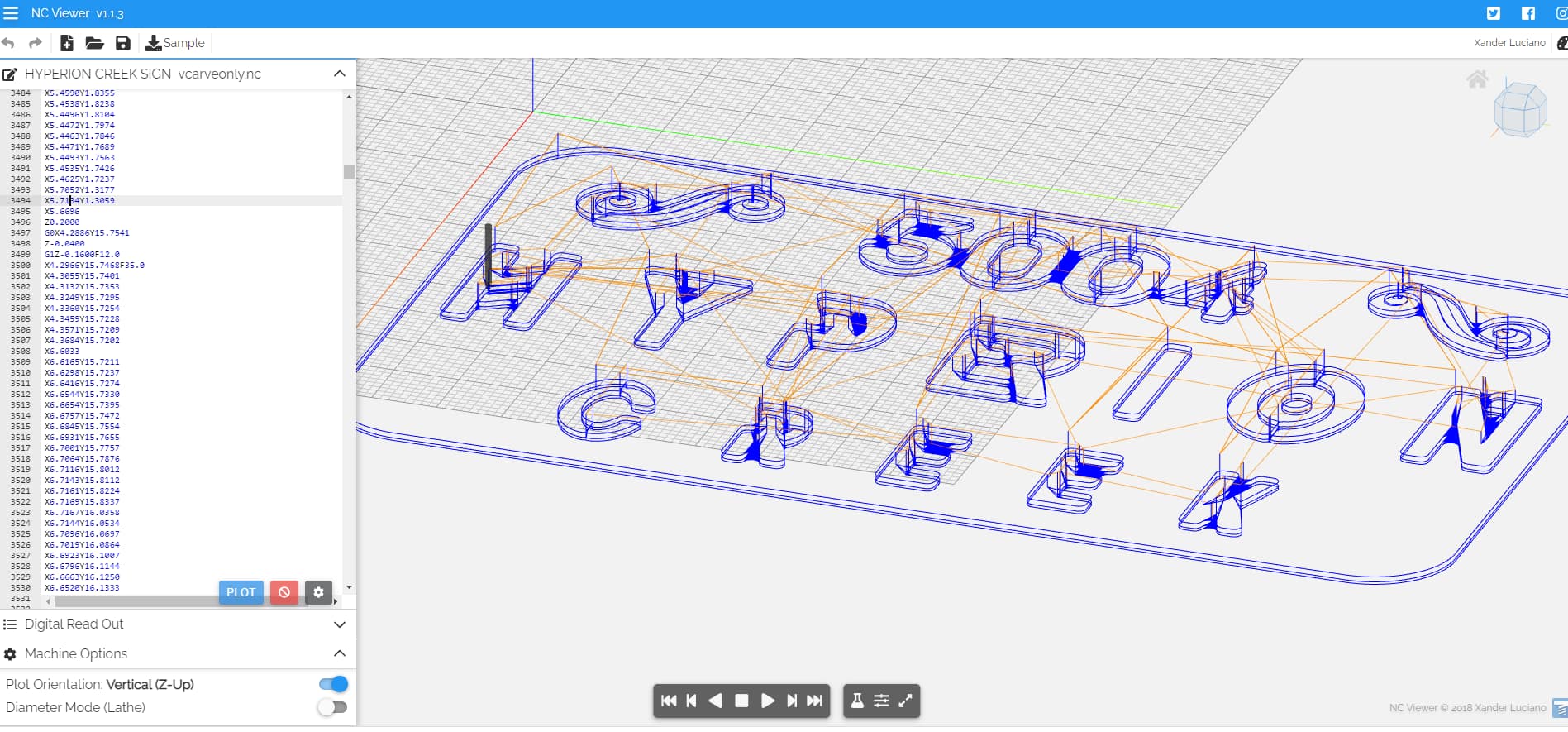
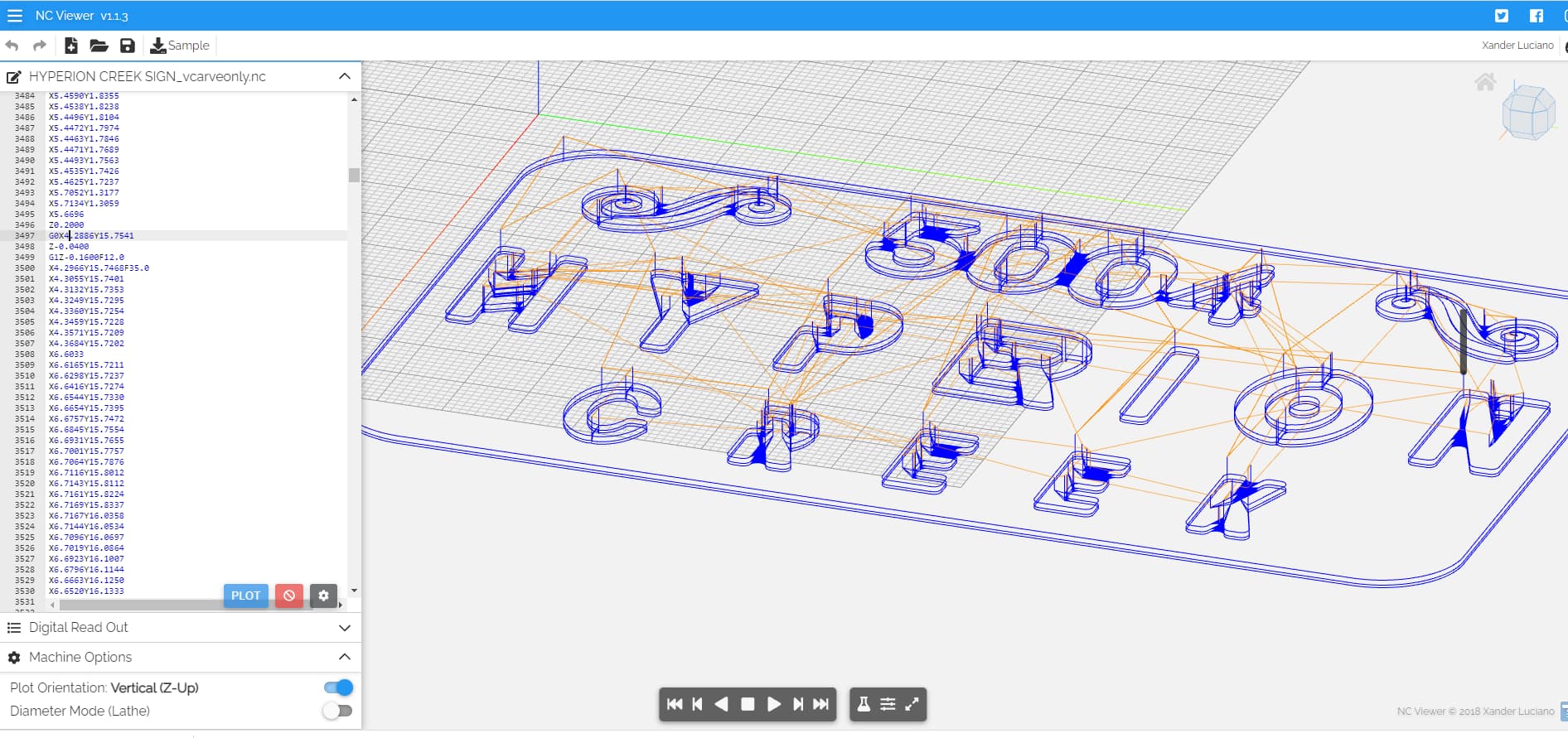
The project only has an advanced V-carve and then a contour cutout, which I figured would be simple. However, I have tried cutting it three times now and every single time the 1/4th end mill cuts everything perfectly, and the first V-bit pass is fine, but after the first pass the V cut seems to suddenly adjust the Y axis by almost two inches, slicing letters and the frame and messing everything up.

I can’t even remotely imagine what could be causing this. All the wheels are tightened enough, and when I reset the machine it goes back to the old zero spot on, so the actual zero doesn’t seem to be adjusting. The machine isn’t running into it’s max length either (which was an issue I had before).
Any help would be greatly appreciated. This is day four of me trying to figure this out and I’m getting really discouraged ![]()