Using my SO5 and a Makita router, the Z-Axis that fails reaching a consistent depth when cutting pockets.
I’m using CC773 and CM636.
The MDF table has been leveled and my stock is flat.
I’m using BitSetter and Bitzero for the whole operation so not a zeroing problem.
You can find the .c2d files attached but basically what it does is: ferme test.c2d (852 KB)
pocket machining with 1/4’ drill from 0 to 1.5mm then cleaning cut (pocket again) to 1.55mm depth
same with 1/8’ using rest machining (which does not properly work although I paid for it as a pro feature… I had to cheat the program using that trick Rest Machining Bug? - #7 by machinemoney )
same with 1/16’ using rest maching
same with 1/32’ using rest maching
Problem is, the cut depth is decreasing (from 1.5 to 1.2 to 0.8, etc.) through the entire process. You can see on attached pictures:
the “steps” for the same cut with the same tool (same toolpath)
When re-running the job with a single cleaning pass at 1.8mm depth, those depth differences seem to have reduced (but didn’t disappear).
Looks like those depth differences are proportional to the “running time” of the job.
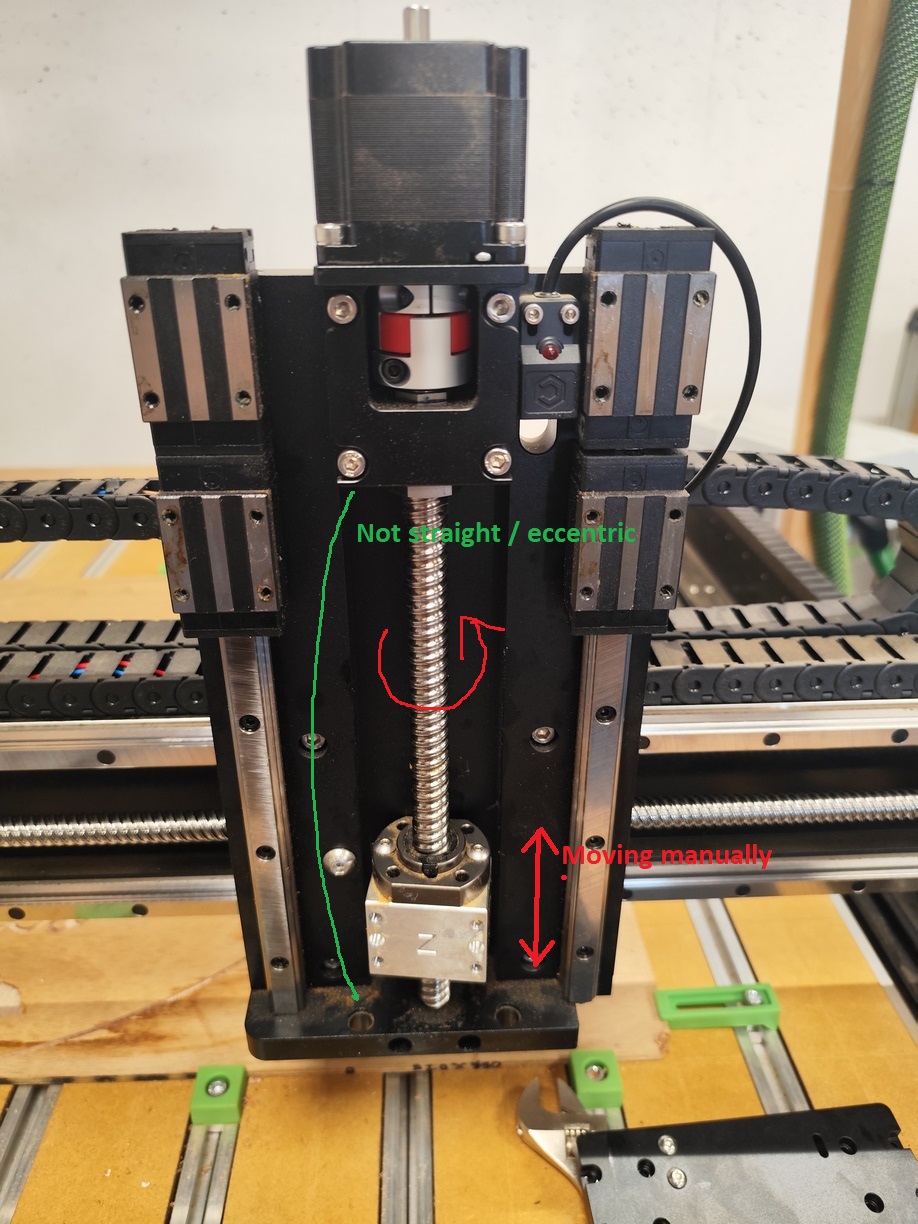
So, I have dismantled the Z-Axis because I can feel some resistance (hard to describe but sounds like creaking/grinding) when moving the Z plate manually down the axis, especially when close to the bottom.
Screws were firmly tight.
Everything looks fine but I have notice that the ball screw is not perfectly straight. It’s hard to see but I can definitively feel some “eccentricity” when moving the “small” attached plate.
I would check more closely that the rails are not causing the binding. The ball screw is held in place laterally by the Z-mount so as long as the rod is not horribly warped/bent I wouldn’t think it would be causing any issue.
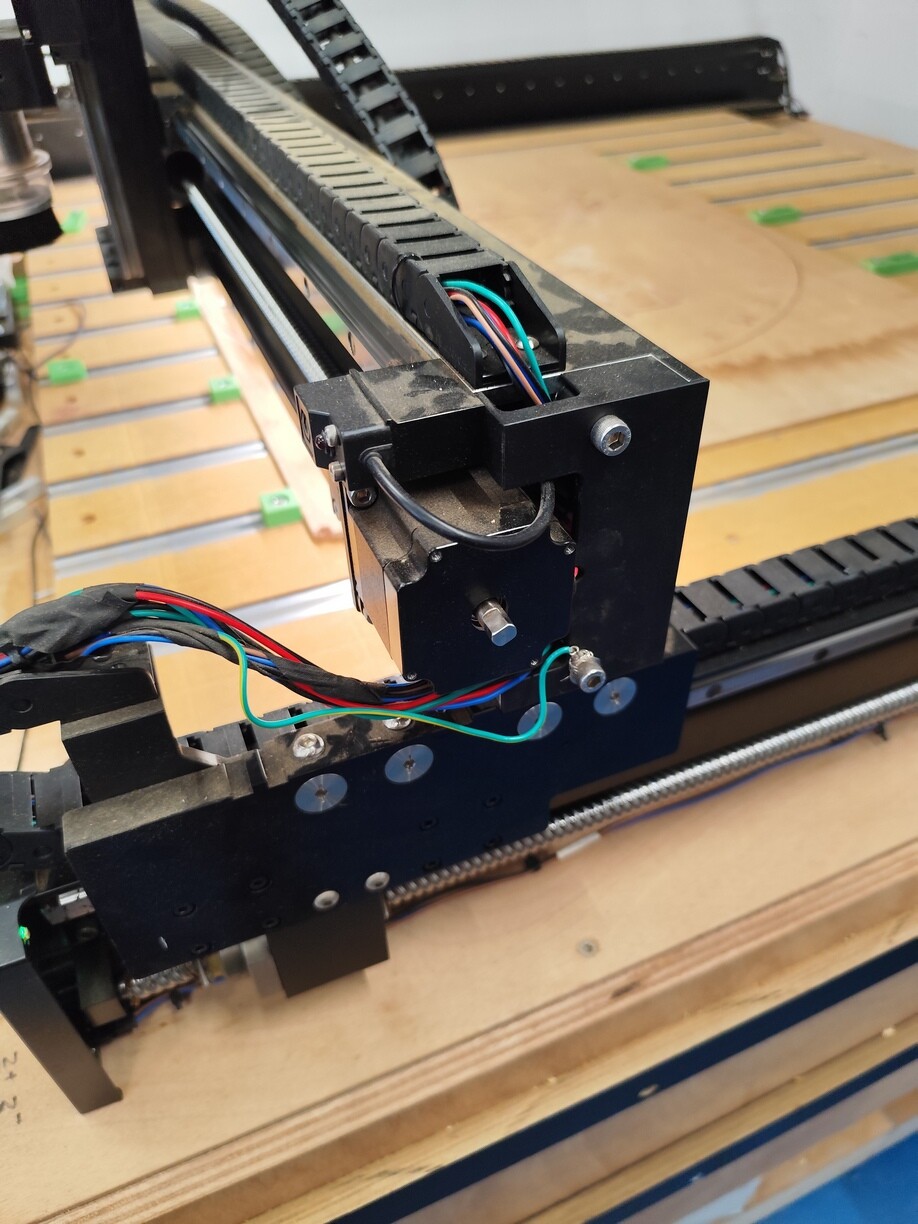
Are you able to accurately compare the distance between the rails at top/bottom? I seem to recall from a couple years ago or so some users having issue with rails being slightly out & getting some binding as a result.
Somehow you would have to have the Z-mount attached to the sleds, loosen the rail bolts, then gently re-tighten while moving the Z-mount up/down to keep it just out of the way but close enough so it keeps the distance between the rails aligned to itself. I have no clue if this is doable.
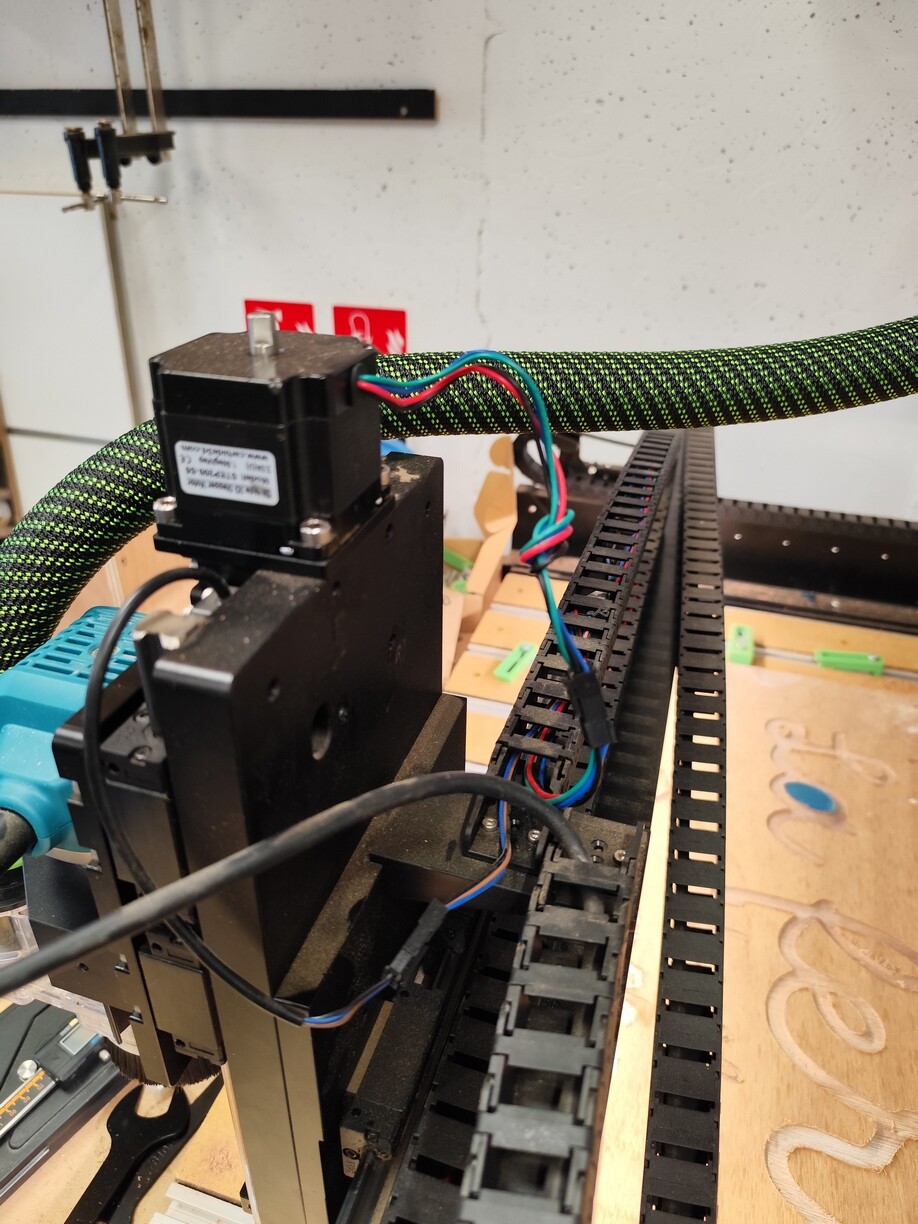
Otherwise, if the issue is not mechanical, then I would check your wiring harness connectors. Jog the axis while putting gentle flexing/strain on the motor connector. If the axis stutters/grinds/halts from just a small amount of flexing, then I would not trust that connector to maintain a good connection when running.
I understand your idea but the stock is well seacured, an all sides by clamps.
With 1/4 or 1/8 drill bit, it could pull the stock you’re right but at the moment it is the contrary that is happening, it doesn’t get deep enough with smaller bits.
The rail distance at top/bottom varies less than 1/10 of a mm so unless you tell me otherwise, it sounds good enough to me.
BUT, as you suggested, when gently flexing the wires of the 2-motor Z-probe while jogging up and down, the noise that the motors make when rotating does change, sometimes it completely stops or creaks. Not sure where the problem is located but around one of those 2 spots.
It’s usually due to the molex connectors themselves not maintaining consistent electrical connection when undergoing strain/vibration. On my SPROXXL I’ve tied up/secured all the motor connectors(that I haven’t cut out & wired up directly) & ensured that they cannot move or be contacted by a flexing vac hose. Some users have used zip ties to hold the two sides of the connectors securely together which has helped to maintain a solid connection.
A couple months ago while doing a repetitive cut program, I still ran into an issue with the connector of my Z-axis even though it didn’t appear to be in need. As soon as I got the connector attached securely to a plate so it could not move, it maintained a solid connection during the 8 hour runs.