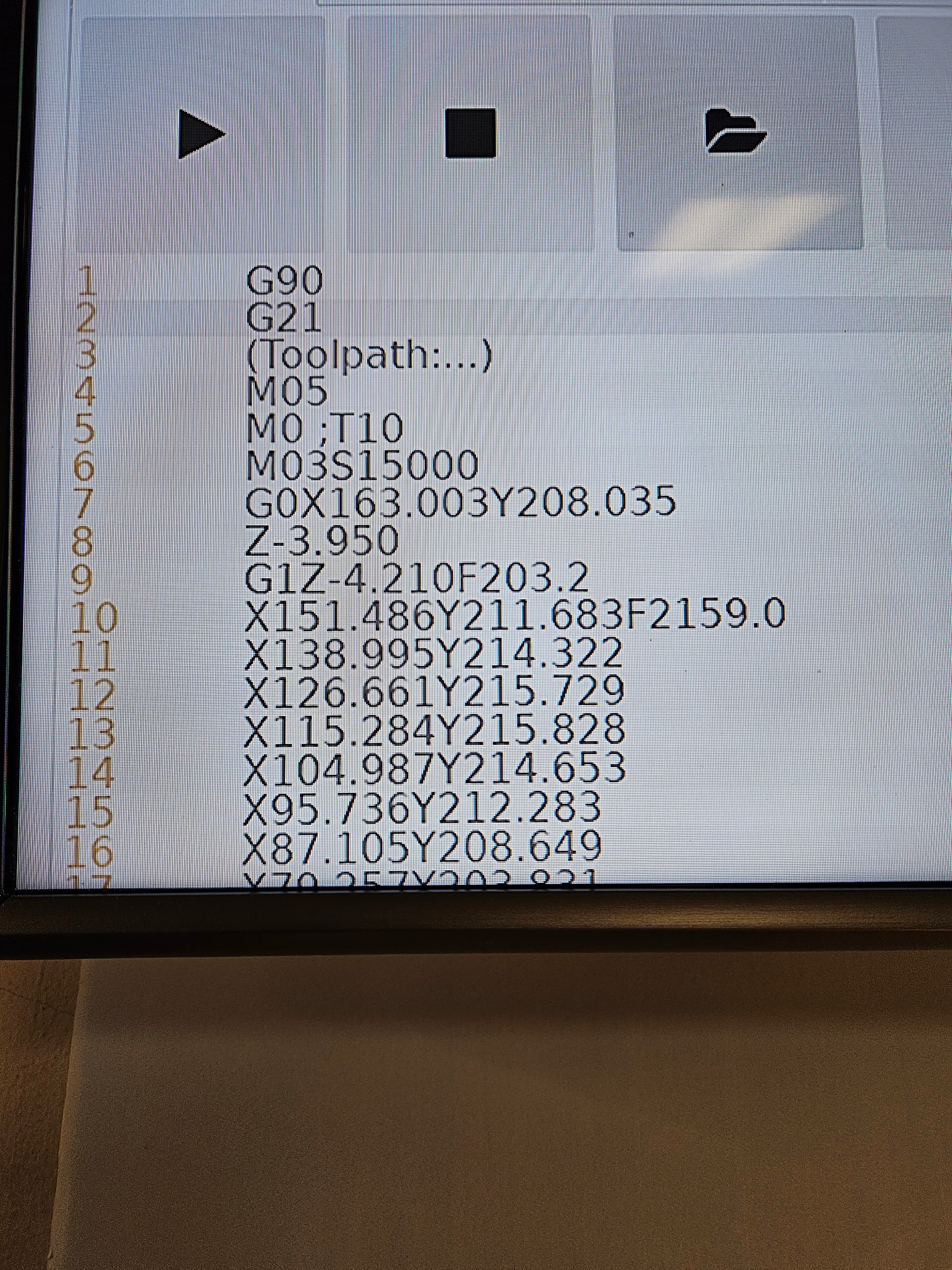
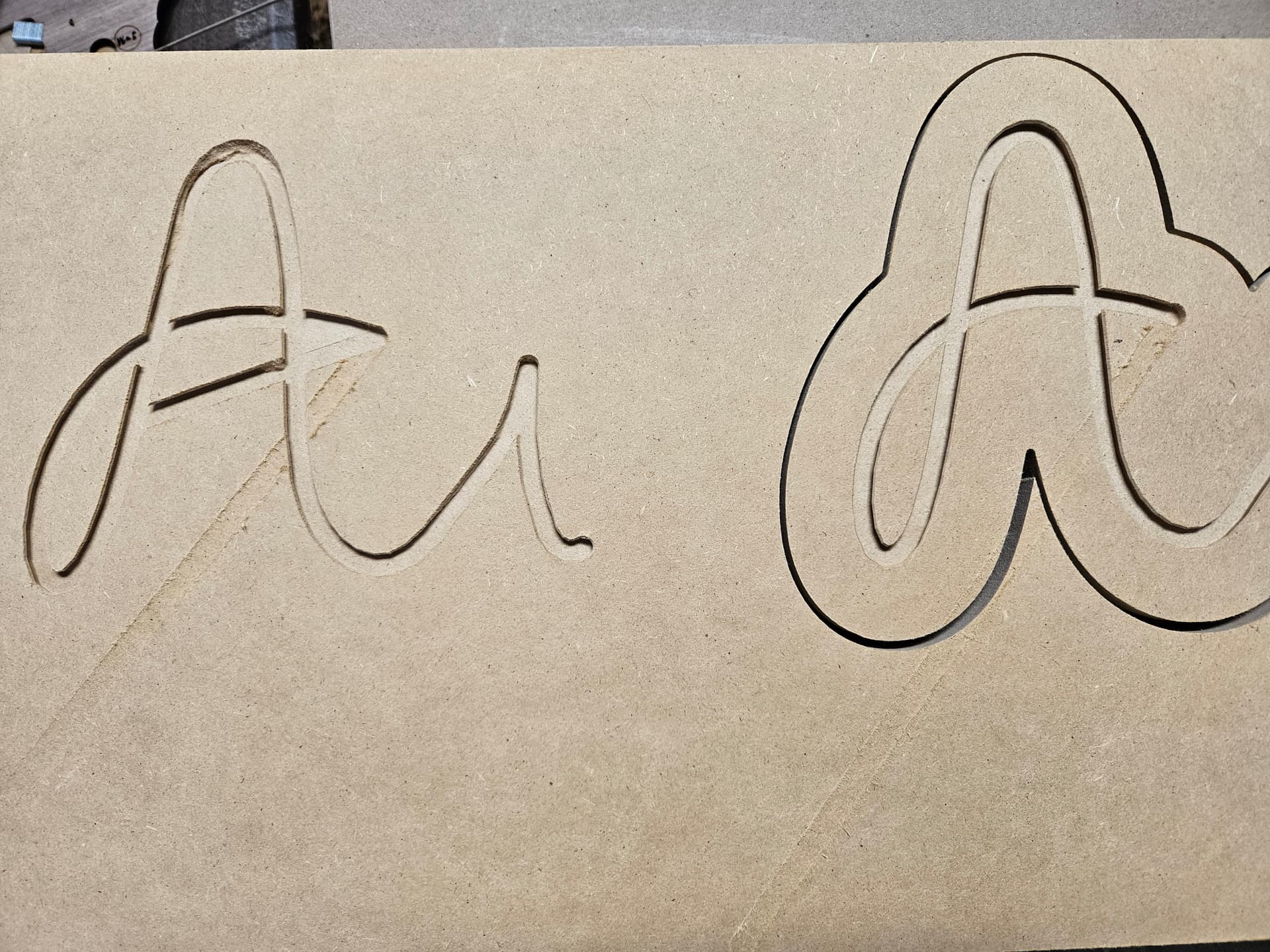
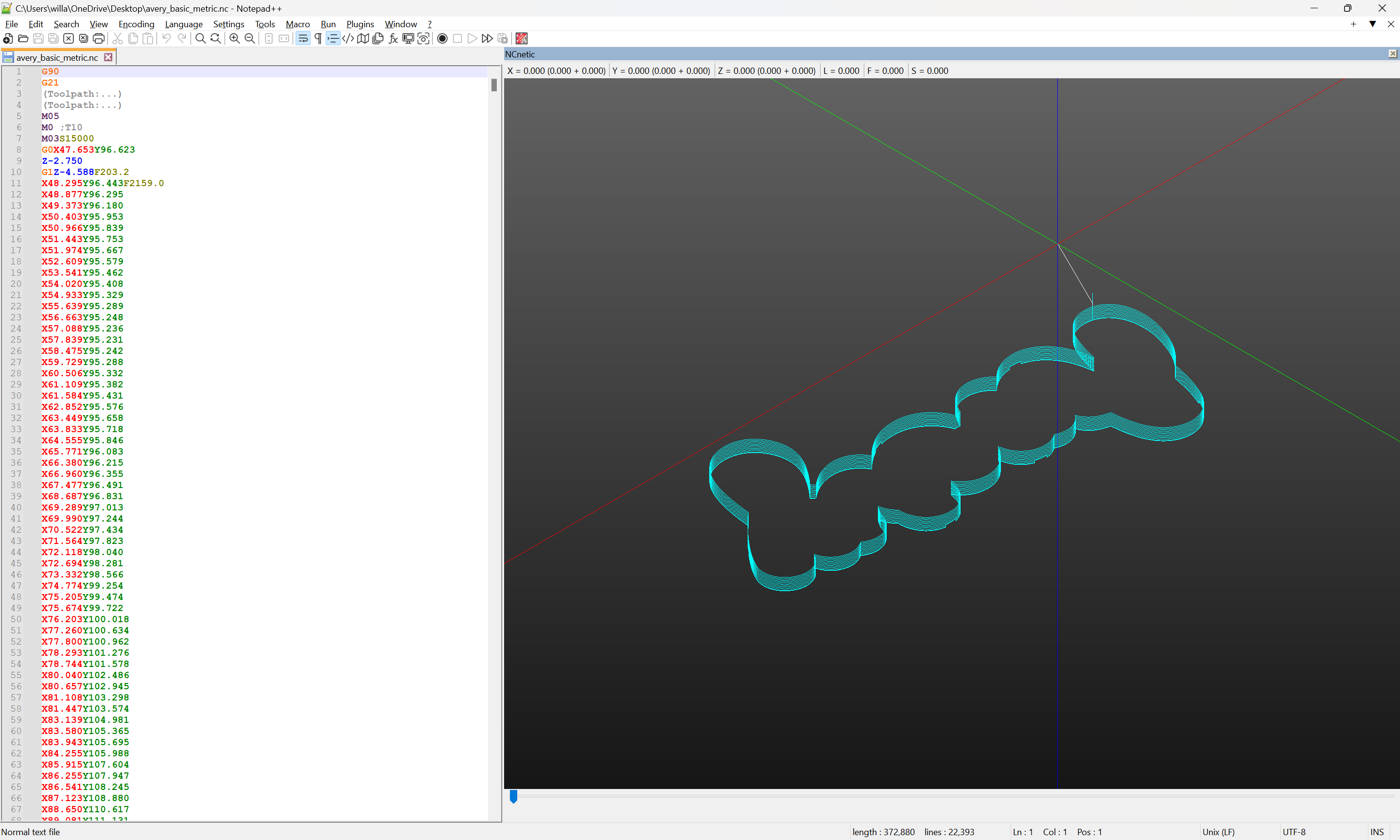
Occasionally, not always, my Z axis will drop at the very beginning of my tool path and ruin the surface of my work piece. I have CC V7 pro. Attached is a pic of the g code when it starts. I can see the Z is set to drop on line 8. I have tried deleting this line and it still happens.
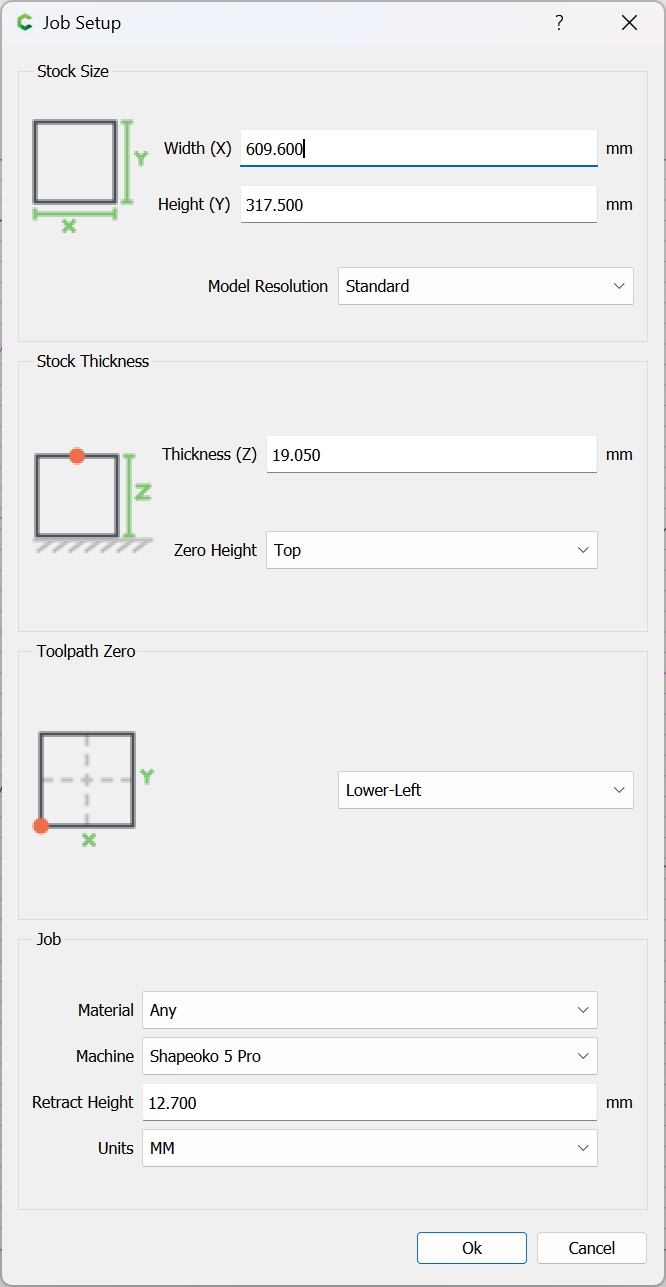
I am securing the stock with drywall screw and ensuring that it isn’t lifting in the middle with a level on top of it. I set zero with a oiece of paper .01 above the stock. This problem started occurring when i upgraded to V7 of CC.
I have been doing the paper trick for years on multiple machines.
I have tried several places on my table and it occurs anywhere.
Before the XY move?
That’s not in your gcode. If it’s dropping before an xy move, there’s something else going on.
That Z move is weird because it’s rapid. Post that c2d file and one of these guys will look at it.
I don’t how to make it start higher than Z0. This is how i have always used it. It doesn’t always happen.
My retract height is set to .5" which always works fine.
I have tried to set my Z0 and move it up prior to start but it will drop Z and then move XY and still cause the issue. Should i edit the g code manually for each file to raise it at the beginning? Is there something within CC that can do this?
I may be incorrect in my first reply. I am not sure if the rapid is in XYZ as one move. If two, first XY then Z, my response was incorrect ( I have deleted it).
If it is dropping in Z before any rapids, you have an Infinity machine problem. As Neil stated, there is no move in Z before XY in your code.
So it rapids to 2.75mm below the stock surface before beginning a movement at the plunge rate.
Ii may be that this is a bug, and if so will put it in as that, but I forgot to check the Start Depth of the toolpath — naturally if that is set to 2.75mm, then the program is doing what it is asked.
That makes sense. I think it’s a bug as well because i never had this issue until i got V7 of CC. I used it for over 2 years with the same machine before this ever happened and i always set up the same way.
If lines 8 and 9 are interpreted as two moves, wouldn’t the bit have been directly above the start point prior to the rapid in Z to -2.75? If so, the Z rapid should not cause the cut across the surface that James is seeing.
The rapid in Z to -2.75, looks like a normal move to a “safe” position above the start of the contour cut (-4.20mm in the C2d). No?
The start depth is set to 3mm, so this move while rather aggressive should still be ‘safe’.
I would expect it to rapid to the retract height (+12.7mm), then plunge to first cutting depth (-3mm - 1.587 = -4.587)
The two tool paths have different starts . One is 4.2 with a max of 4.21 and the other is 3 with a max of 21. I think the prior is the path in question based on the photos.
So you have a start depth of 4.2, and the tool is rapiding to -3.95. That should still be safe, since you’re telling the software that you have already machined down to -4.2.
If you’re wanting it to make a pass at 4.20, and another pass at 4.21, then you should set
DOC: 4.2
Start Depth: 0.0
Max Depth: 4.21