Creating a waste board, set the depth to 0.08" only to learn that the depth measured with a depth gage is short by 0.03"
Why is this a concern? None of my T-nuts are flushed.
So I zeroed the 201 bit on the carbide touch probe on a scrap piece. This time I placed the touch probe on the corner and held firmly down the touch probe. I got 28 on the Z.
Bored two holes, one at 0.08" and the other hole a 0.1". Both failed short by 0.03".
With the touch probe placed on the center of the scrap material, the Z axis zereos out at 31. At the corner, 28. Are these numbers correct or arbitrary?
Have you trammed your machine yet? I would start by addressing that:
Alternately, why not just add an 0.03" shim on the corner which isn’t cutting deeply enough and re-run the file? Then, if the T-nuts will fit, install and flip, if not, zero as much lower as the T-nut which is highest and third time’s the charm.
The base surface is aluminum and Total Indicated Readings (TIR) is 0.001".
After the fact, I finished boring holes on an mdf for a waste board only to find that the T-nuts are not fully recessed. Since this a first project run on the Shapeoko and a newbie at the helm I am discovering whats on design is not actual.
To gain further understanding of the issue, I zeroed the Z axsis above the hole to be bored. I am boring 1 hole and Z zeroed above the hole. This should cancel out any deviation.
Sometimes, the corner of your workpiece can be uneven, manufacturing defect, maybe the corner got compressed in a bundle or even it has a buldge in the middle due to humidity. I often will take my Z depth away from the X0 Y0 and sometimes in more than one spot because of this. Wood, even manufactured presswood is often not perfectly flat.
Maybe not relevant in this case, but a leading cause of undersized features in z-axis and the cause of much head scratching is a tool that wasn’t tight in the collet getting shoved into the spindle by cutting forces.
I did see that, the corner I used had a bruise LOL … its these 2AM excitement. I am so excited its evident that a goid nights rest can make a difference.
TonyDangerCoiro, I will take note of that. I noticed that this Lowrs MDF isn’t laying flat. I got the corners nailed down and I am seeing a slight gap.
I guess thats why its call a waste board. Once you get it done then its is secured down in more than 4 corners followed by a shaper bit to get it flat.
This is where the learning curve begins before the more serious projects are considered.
After performing the touch probe zero on all axsis, I decided to redo the Z zero away from the corner to avoid and damage areas as mentioned earlier.
With the touch probe set on the of the target area, I zeroed the Z axsis. I lowered the bit till the current position on the Z reads 0.0000 (2nd pix).
I can see visible light between the test board and the bit.
I lowered the bit till I could barely see a slimmering of light (1st pix). The current position on the Z reads -0.2250.
The rails are firm and solid when applying moderate finger pressure to lift the Z axis. This can be noted as I am able to see light between the bit and the test board.
I don’t have a viable measurable method to provide how much force is exerted to lift the bit, Z axis and the gantry in order to see a slight change in visible light.
Is there a way to calibrate the touch probe Z axis to meet my inherent machine uncertainties?
I placed a 1,2,3 block on the stock board. Lowered the bit and zeroed the Z axis on the 1,2,3 block. Raised the bit and placed the touch probe on top of the 1,2,3 block. Lowered the bit till the red led lit.
Reading = 25.0750
Performed steps per above, this time I placed the touch probe on the inside edge (recessed) area. Lower the bit till the red led lit.
Reading = 22.0750
Are these readings the correct dimensions for the touch probe?
Test 2:
To verify that my manual control of the Z axis to target and the auto probe sequence to target had comparable readings, I zeroed the Z axis using CM.
Assuming those values are millimeters, then yes (the lip on the probe is exactly 3mm high)
So it seems that you are left with 0.0750mm error (that is millimeters again right ?), which honestly is not that big, and can easily be explained by some mechanical inaccuracy. That is also one tenth of the Z error you mentioned in your original post, did you rerun a similar hole and check whether you still have 0.03" (0.7mm) depth error ?
If the zeroing is ok within 0.07mm, the wasteboard is trammed, and the material surfaced, then the remaining depth error may be due to the Z axis belt calibration factor ($102). Did you try to calibrate it yet ?
My first project was to make a waste board. None of the holes were bored through which lead me to checking the accuracy of the Z axis. Which intern lead me to zeroing over a certain spot, then boring on that spot, then checking the depth of the bored hole.
Given I know the Z error, I can factor that into the equation.
What is this Z calibration you mention?
How does one take into account the inner radius of the T-nut when designing in CC? The inner holes are square, how to have CC put a small bevel to allow the T-nut to sit flushing.
To cut bevels you would offset to the outside a bit, and to the inside a bit more (to ensure the tip is within the cut) and then cut the new geometry as a V carving.
To simplify the math and reduce rounding errors, you may wish to set your initial values for # of steps to round numbers. The Shapeoko 3’s defaults are well-suited for this:
$100=40 (originally 20) (x, step/mm)
$101=40 (originally 20) (y, step/mm)
$102=40 (originally 20) (z, step/mm)
Do I have to input the values for $100, $101 & $102?
Will, I apologize for keeping you busy with all my newbie questions. Its a huge learning curve and for me it’s about understanding my Shapeoko before attempting any projects.
For the sake of understanding, I bore 3 holes in a right triangle, measure the distance, if the distance in one of the axis is off by x amount, how do you input the actual ratio value to be stored? I am not comprehending the steps as outlined in the “How to calibrate for belt stretch” doc.
I would like to recalibrate my Z axis only this time bore depth holes from min to max Z travel.
I calibrated my X & Y belts using one of our members instructions. Pending the Z axis.
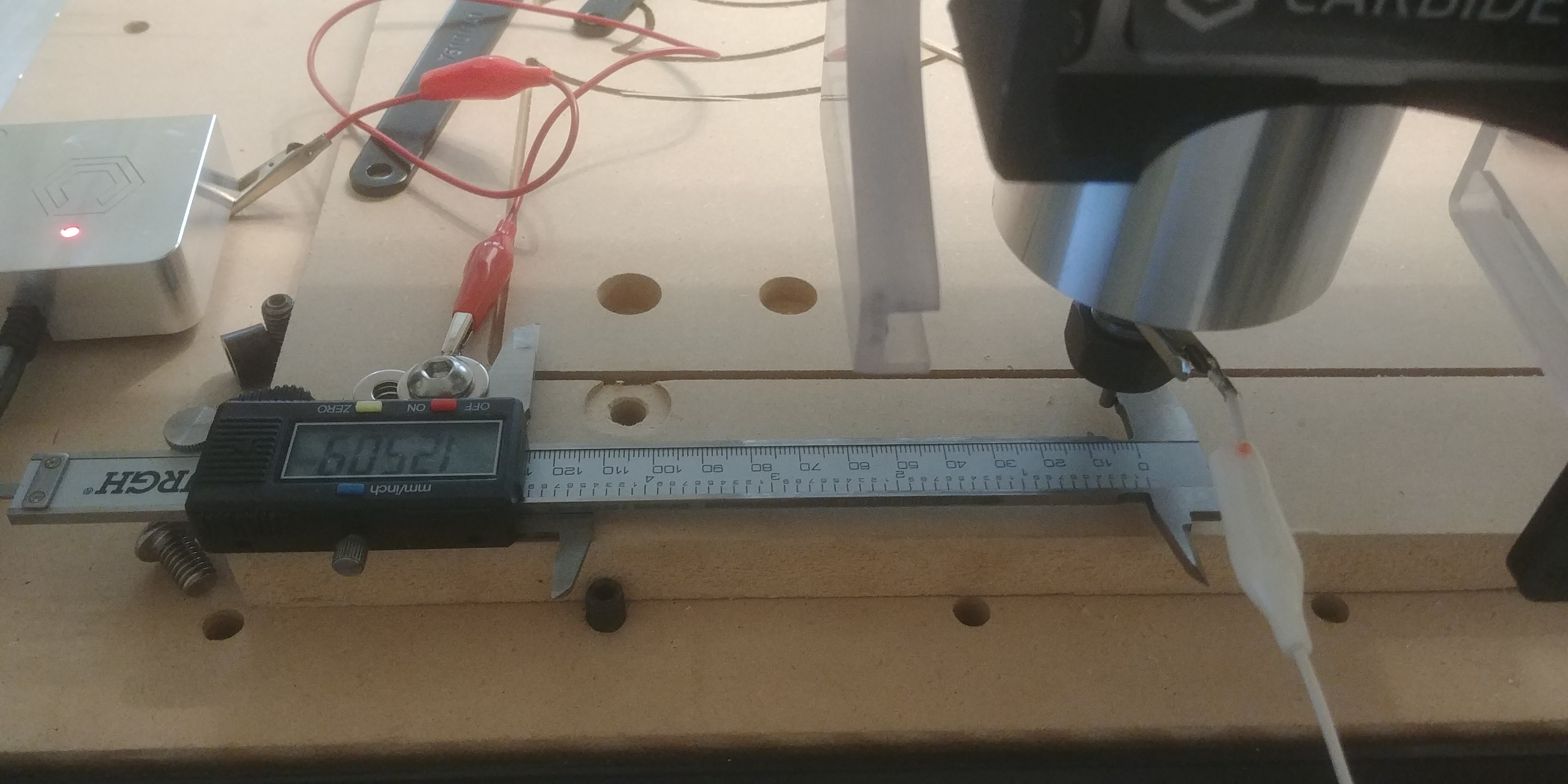
My X & Y were reading 128mm and are now reading 125.1mm with a stated known distance of 125mm.
Given the unknown accuracy of my HF digital calipers and the shank of a bit, at least it’s a measured value. Having worked in the calibration lab (PMEL), I never thought I would be using this knowledge on the Shapeoko.
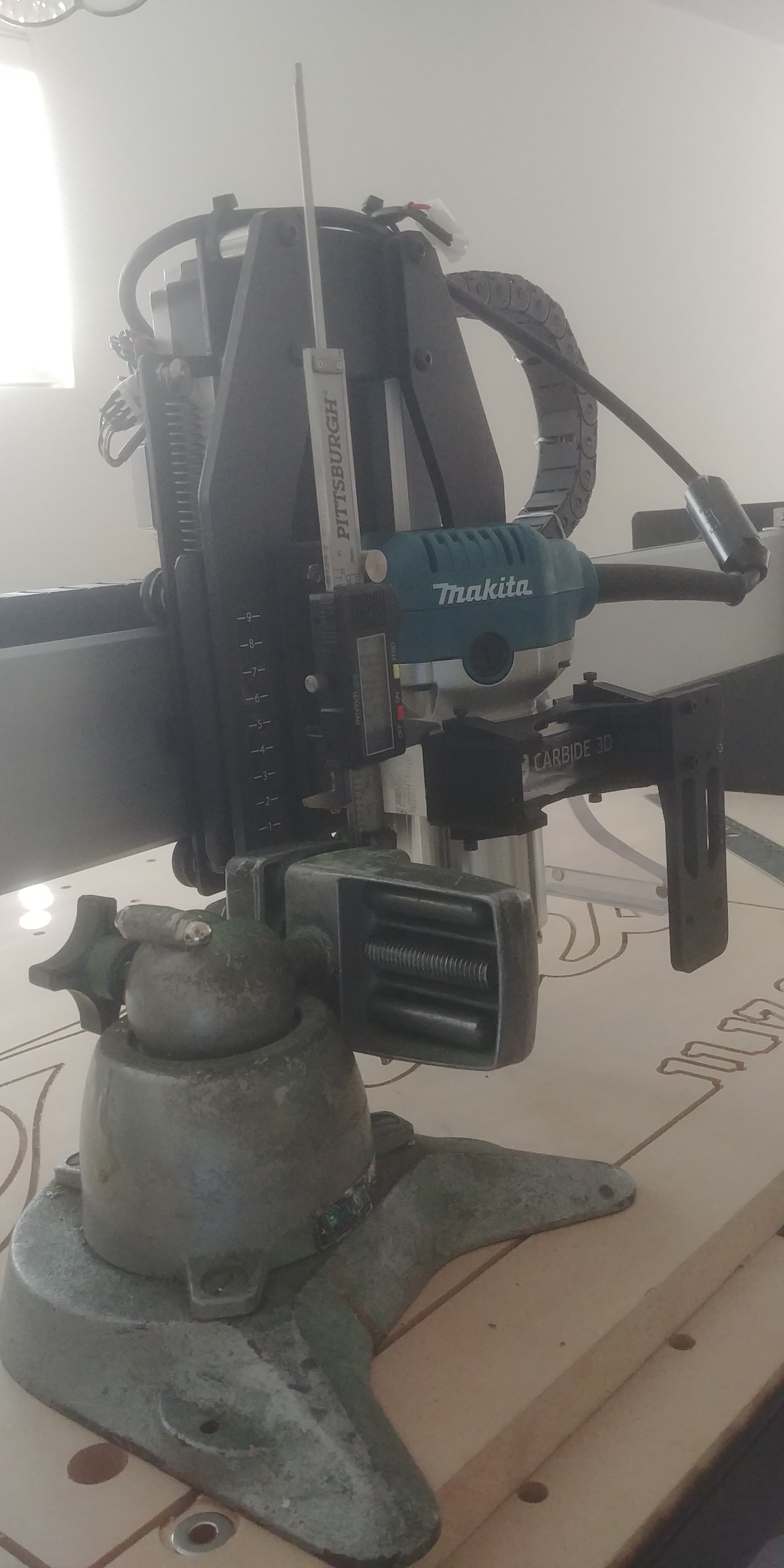
Here’s my rendention of mikep’s setup. I use the Touch Probe to tell me when the bit touches the caliper. My tired old eyes aren’t good as they once were.
 I am discovering whats on design is not actual.
I am discovering whats on design is not actual.