I’m not getting a timely response from carbide support so I thought I’d post the issue here.
Copied from the email to carbide support-
I’ll let the attached pics do the talking. I was probably 60 seconds away from finishing the last cut when this happened and ruined to project. The bit dropped approx 4mm and obviously cut much deeper than it should have. After this happened I tried to raise the Z carriage all the way to the top to check the backlash nuts accessible through the back plate. Controlling Z height was suddenly erratic and inconsistent. The carriage would not go all the way up it stopped approx 15mm from the highest point not responding to my UI (Universal Gcode Sender) attempts to move it higher. I homed the machine and after it reached it’s home destination I hit the home button again, this time I heard a grinding noise from the lead screw. I then brought the gantry back out to the work area where I could see/hear everything better. At this point when trying to move the Z height up and down it was occasionally unresponsive and wouldn’t move at all until I homed again. After playing with it for a while it finally started acting normal again. When I could finally raise the carriage all the way to access the backlash nuts I found them to be as tight as they should be.
Of course, everything I’ve mentioned led me to think it was a hardware issue with the Z carriage /leadscrew etc. but something very similar happened about a month ago except the machine shifted approx 19mm to the right on the X axis again ruining a project. When this happened I replaced the X belt as a precautionary measure and also oiled the Z carriage.
Please help, the wood in the photos was hand picked by the client and shipped to my shop. Right now I’m afraid to use the machine for fear it will happen again and I have orders in my build queue to complete.
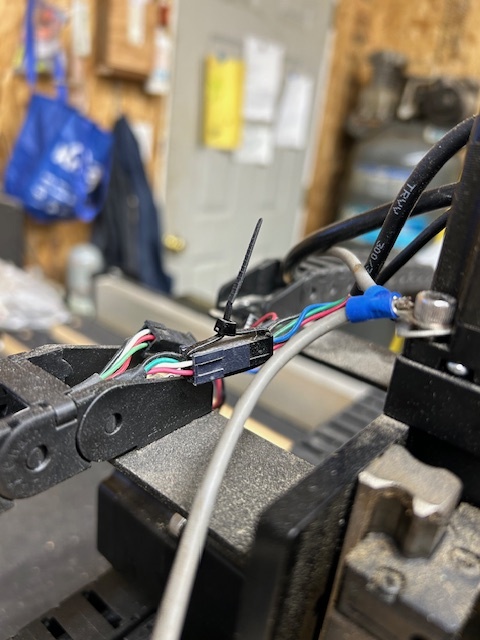
I have the same problem. The connection between the z motor and the cable may be the problem. I have replaced the cable but it acted just as you described again. Messing with the connector straightened it out. Waiting for tech service to get back to me.
Sounds like the Z-axis lost steps during the program run. And as Grandpa pointed out, it certainly sounds like the connectors of the wiring harness are the likely culprit.
You don’t mention what DOC you had going while machining your piece, but be sure you’re not pushing your bit too hard when making a slot like that. WillAdams rule of thumb is to always make the slot bigger than the bit diameter & for good reason as it can prevent the bit from casuing the machine to lose steps and/or burn wood.
Carbide can set you up with a new wiring harness if that turns out to be the issue. I’ve had the issue a couple times myself but opted to order new connector parts & re-do the connectors myself.
In the meantime, best you can do is to wiggle the Z-motor connectors while jogging it up/down to replicate & verify the issue - it could be the connector close to the motor or farther down the line so you want to check all applicable connectors. Then you can tie-strap it securely where it cannot flex around or be brushed against by dust collector hose or any other obstructions. Other option is to cut the offending connector out & solder/crimp the conductors permanently together - but Carbide might not warranty your wiring harness anymore.
Once you’ve got things secured, fast jog the machine around like crazy to see if it stutters anywhere. Then tell it to go back to Zero to check to see if it actually goes back to the same spot. Then Fast job some more!
Then do an air-cut of a project…then do a test cut in scrap wood…then repeat. I’m usually happy after about 5 rounds of testing & verification that I’ve solved my issue.
I’m open to anything at this point but I just don’t see how an electrical connector issue could somehow produce a grinding noise from the lead screw.
I cut this area with 2 separate toolpaths, one roughing, and one finishing. The 2 are programmed to run one immediately after the other. The roughing cut employs 1.5mm axial STL so the finishing cut is only cutting at a depth of 1.5mm with a very fine stepover of 1mm. The roughing cut uses a 2mm doc.
Feedrate:
Roughing pass- 1600mm/min
Finishing pass- 1800mm/min
The close up pic in the original post is not a slot. It’s the unintended consequence of the bit dropping during the cut.
I had it happen on my X-axis…turned out my dust collection hose was rubbing up against the X-axis motor connector & forcing it around a bit. It wouldn’t do it consistently. Baffled me for a bit. But by jogging my X-axis back & forth while fiddling with the harness connectors, it became evident. The motion would stutter/stop and it would totally sound like a grinding noise - or when the machine reaches the physical stop but the stepper motors keep trying to push it through. Not nice.
So I believe I took out that connector & hardwired the conductors until I could get some Molex parts. Also zip tied the junction under a bracket so it is protected from my dust hose.
A poorly crimped/malformed pin or socket in a connector assembly can cause intermittent connection issues - even if the connector feels tight & feels secure/solid. But then when a conductor gets slightly flexed or vibrated, the connection will either be too high resistance or open with no apparent reason. And QC can be a crap shoot too as a wiring harness can look fine upon inspection & testing in the shop, but then show issues when subjected to real-world use.
My most relevant story about this was a little over a decade ago. I was working for a well-services company in their E-tech department. Got sent out to field to troubleshoot a cement truck I believe. Operator couldn’t get the unit engine(massive Cummins diesel engine on the equipement trailer) to start or if he could, it would run raggedly.
Troubleshooting in the dark/cold led me to the ECM wiring harness. At the time, best I could figure was that the wiring harness was bad. Managed to tie it up in such a way that the ECM could function properly & reliably until the truck could get back to the base shop a few weeks later. A different tech looked at it when it finally got to base & I related my findings in the field. He determined it was a single bad pin in one of the heavy-duty connectors of the wiring harness(these things had 20-30 conductors running thru them). He replaced the pin & the harness was all good again. Unfortunately, due to my field experience, a new ECM wiring harness had been ordered from Cummins which ended up not being needed. But better to have the parts on hand vs waiting for them later when a unit has a job schedule to keep.
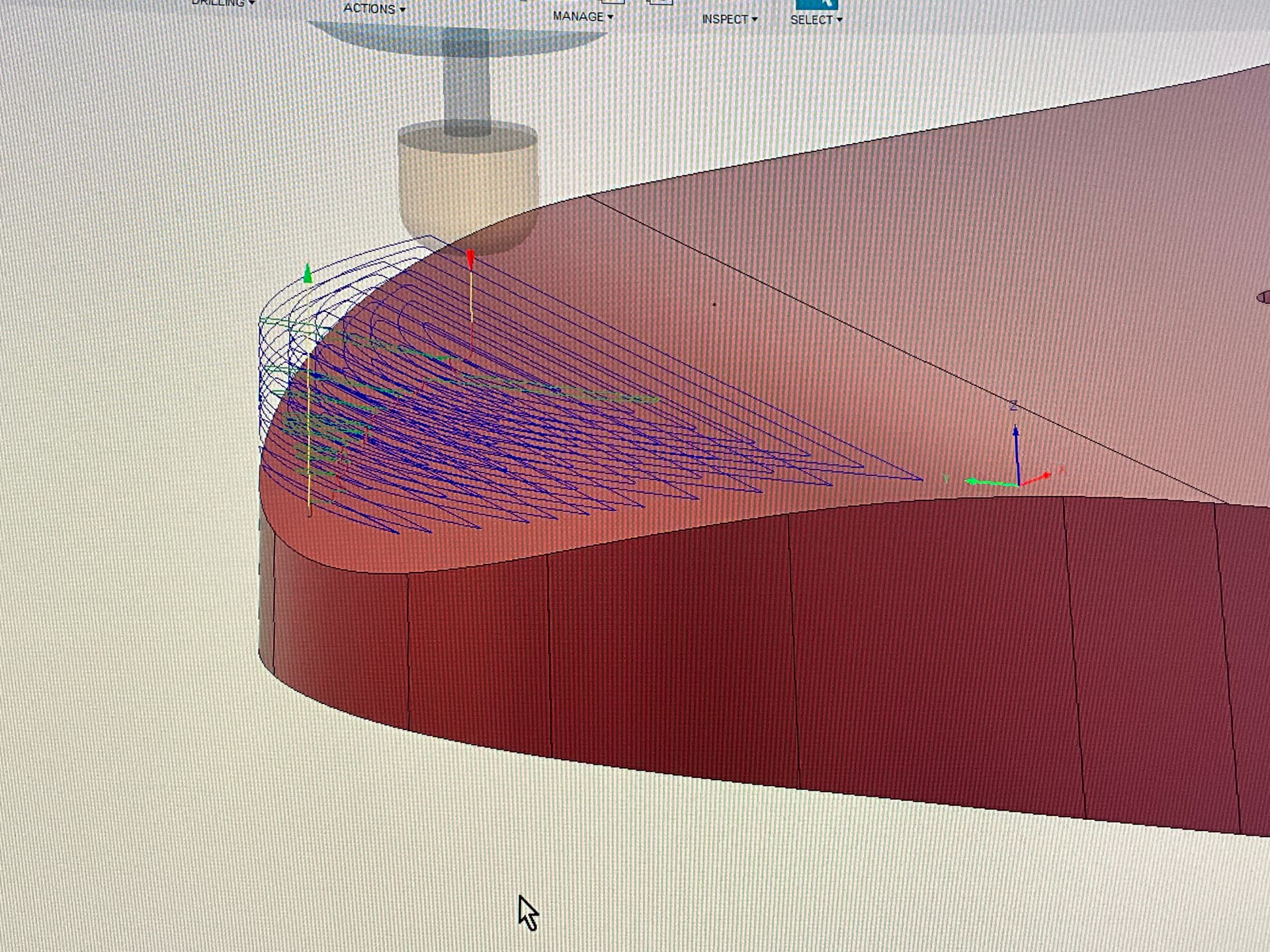
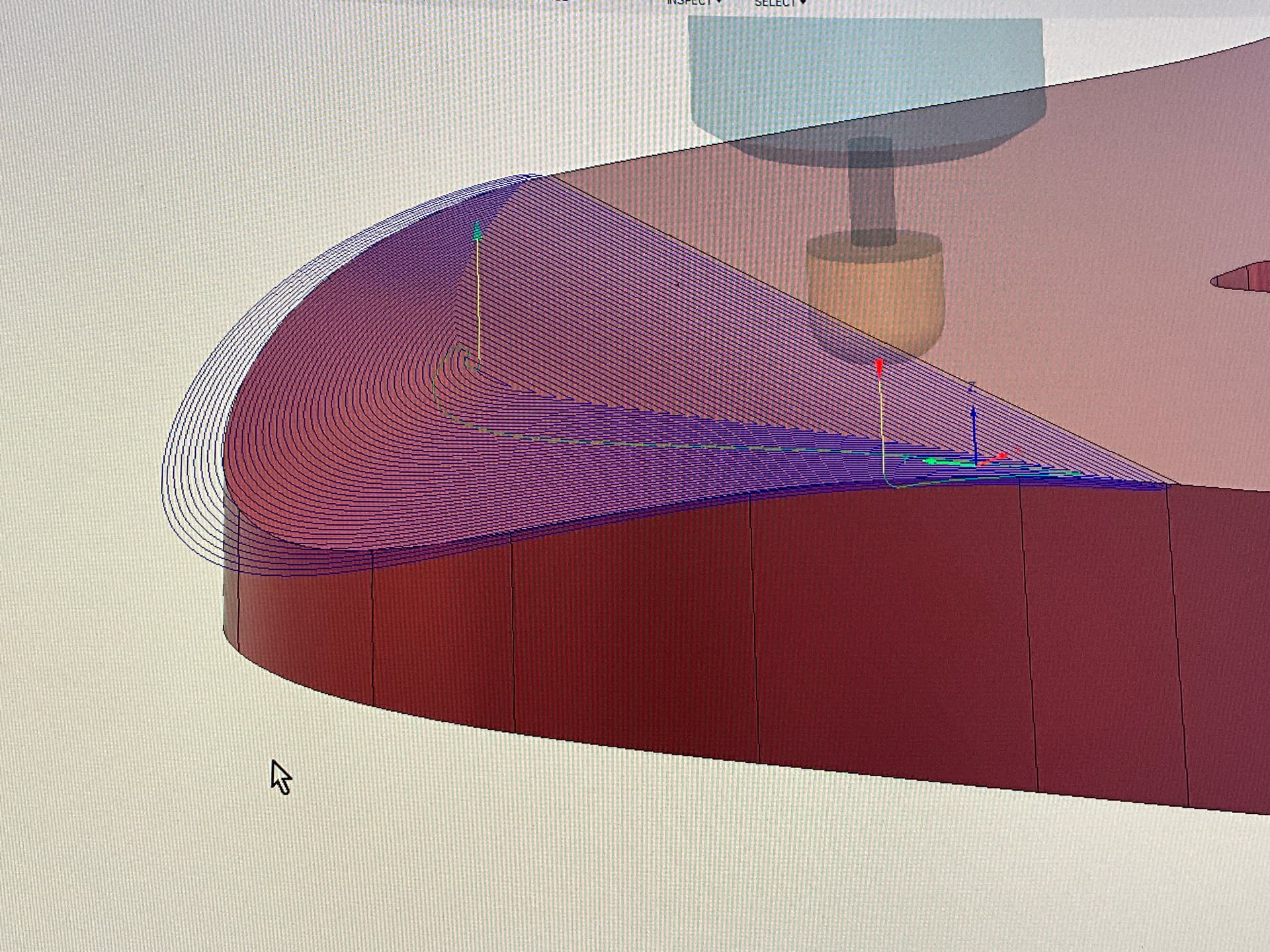
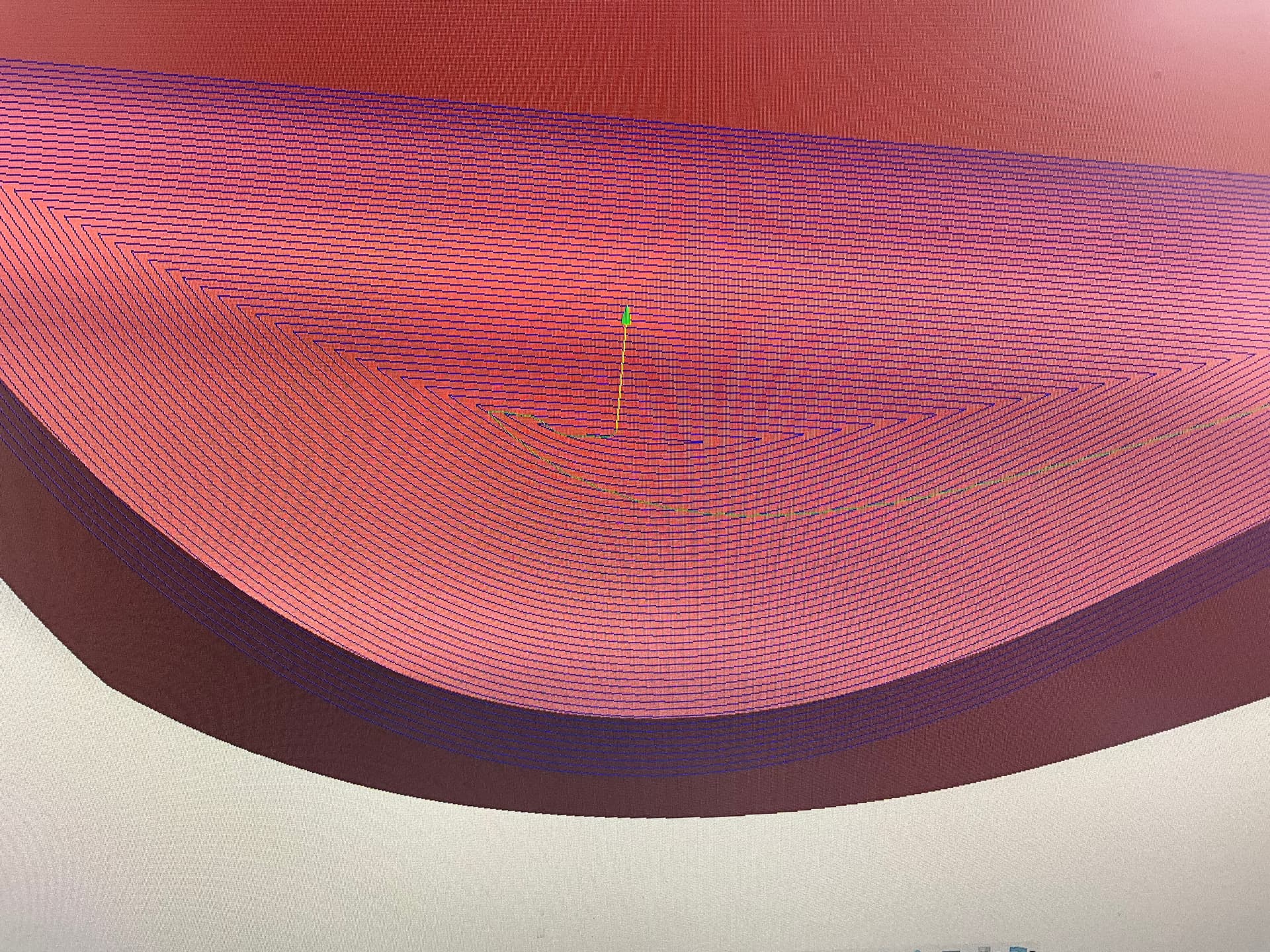
You can see, hopefully, the toolpath lines in this pic. It’s a Scallop strategy in Fusion360. The feedrate I used is 1800mm/min (71"/min) which seems fine but as it gets closer to the center the gantry starts changing direction very rapidly as each “lap” gets smaller. There was probably about 60 seconds left in the run time. I’m wondering if these rapid shifts in movement had a jarring effect on the electrical connectors…?
It’s certainly a possibility that rapid changes of direction could cause an intermittent issue with a connector to reveal itself - especially if the connector is dangling around. But changing toolpaths doesn’t help solve the issue as it will just show up again at another inopportune moment.
The fix is to troubleshoot the connectors to identify which ones, if any, are showing signs of intermittent connection failure. Then you either get a replacement wiring harness to try & see if that resolves the problem, or if it doesn’t, then you continue troubleshooting the next probable cause(gantry binding, controller board issue, etc).
Some users just don’t want the hassle of dealing with possible connector issues & cut them out to hardwire the conductors together as you can’t beat that for reliability - but I’m pretty sure Carbide3D won’t replace your wiring harness under warranty then.
Thank you again for pointing this out I never guessed it could be an issue with the wiring.
I’ve been sort of panicked about this mainly because of the uncertainty involved. I’d thought all along it had to be a backlash nut or leadscrew issue. I feel much better now with some knowledge of what may be causing this.
This thread- https://community.carbide3d.com/t/wire-harness-issues-shorts-in-molex-connectors/64937
mentions the connector becoming warm causing erratic behavior. As the cut that failed is rather long, approx. 13 minutes, I’m wondering if the failure was a combination of the connector heating up and the rapid shifts in direction at the end of the cut…
Exceeding the torque capabilities of stepper motors causes them to slip and make grinding noises (kind of like gears slipping.) Too much mechanical load and/or inadequate or improper drive current to either or both motor windings will make them slip.