Will i ran IT development firms for 25+ years, before I started making Porsche Parts fulltime, so I have done 1000’s of hours of testing, chasing strange and challenging bugs.
From what I have narrowed it down to is either a software issue based on a certain process = start job/pause/stop/rehomes > zero off. Or a proximity Switch issue (WHICH I THINK IT IS ON THE PRO)
I have been chasing this ever since I started to cut metal and have spent the last month focused on understanding when it happens, and it seems to be switch related.
Or I really think it is the proximity switches when cutting metal, because with wood I almost NEVER have an issue, the Y axis has the proximity switch with the sensor area placed UP, which by all terms would be inconsistent since the “contact” with the side metal plate could go back further or stop early if there is a bit of metal sitting on the switch. WHICH IS EVERY TIME WE HSM aluminum.
This seems to hold true as to why the X and Z are NEVER off, the switch is placed so that a consistent plane is activating the switch and placement doesn’t allow it to collect metal for the most part (also easier to clean as it is right front and center. Also in all the testing I notice that many times during a job the Y sensor is triggered RED because of metal on it…
RECOMMENDATIONS:
1) MOVE THE Y PROXIMITY SWITCH: Can the Proximity switch for the Y be moved to the front left corner so it is easier to inspect and keep clean when cutting metal 2) Change the orientation of the proximity switch on the Y axis so that it has a consistent flat plane to read off from like the X & Z 3) ADD a software PAUSE/DON’T REHOME option in Carbide Motion. I know many have said use a different G-Code sender, but with 4-5 tool changes per job the setup to make the bitsetter work is too much right for me to test and trouble shoot in production. Also I really believe the switch is the issue
Let me know if I can help test things, I have been trying to find a way to home in the front right to test
My work is too big for a vice. On Shapeoko when I feel like caring, I model a 1-2-3 block, or a block of stock with a quality hole into the design. Indicate the block square or use a hole center finder, the later being generally preferable in my opinion. This will be setup 0. If I was using a vice, softjaws ect, I’d use model of setup and pick a feature, that would become setup 0.
Then it’s just a matter of firing up the steppers in as repeatable manner as possible. I push my gantry into y hard stops. Never going to be perfect, but probably good enough for small parts. Find zero, and move forward.
Think of it like moving the knee on a big ol Bridgeport style machine, or many other machines. Reindicating zero just part of the gig.
Some fine people on this forum, like Neil Ferreri, have already contributed their hard work. Macros and the like for other GRBL Senders to allow things such as tool change offsets. You will also get, in my opinion, a better work flow, less handholding.
Thanks I will try to so some testing this weekend, what GCODE sender would you recommend? I am trying to edit the NC code to an M0 at the end so the job won’t rehome. Not sure if that will fix it when we pause and STOP too?
I’ve gravitated towards CNCjs and now Gsender, which is a fork of CNCjs. I run Gsender on a Rpi, with visualizer disabled, have found it stable.
You’ll have full macro support, a great firmware menu, and no additional behind the scenes machine behaviors, like unrequested homing ect.
I’d guess you can not modify the behavior of CM, it is probably programmed to fit Carbides idea of best practice and to the benefit of support. But I don’t know, I haven’t used it much.
I just downloaded GSender looks very promising and will want to get it ready for when my HDM gets here for sure. I am trying to track down the macros/process for Bitchanger in a job, I assume the spindle on/off would work like it does now with bittrunner based on the GCode from Fusion?
If you search the forum for “GSender”, “macro”, @neilferreri I think you’ll find what your looking for on the Bitsetter as I believe he’s already worked on the macro/gcode for that.
Neil initially wrote the Macros for CNCjs, if I recall, they were posted on his GitHub. There should be a link in the above thread, or a link to the relevant file. Copy and paste. Make sure to set the parameters.
An aside - Gsender has a great keyboard mapping menu, check it out.
Everything should work as you anticipate. There is option for spindle control in menu. Test everything carefully initially. Aside from a few little quirks, it’s worked fine for me.
Yes. One thing you have to be careful of going from Motion to other senders is your tool numbers. Most senders just pass that T-word on to the controller, and the default max for grbl is 255.
Also, I would say that Motion is designed with the intent to help you succeed. Many other senders are designed simply to allow you to send commands to your machine. That will allow you to determine your own processes and your own workflow, but those other senders will also let you do something really dumb…without a pop-up warning.
I have been playing with GSender today and did some air cuts. Need to get the Pre Code and Post Job code sorted, but I love the way it works. Thank you. If anyone has the code for the tool change routines, etc to plug in that would be awesome, otherwise I will be testing all weekend to get it ready for our production jobs next week
So after much testing, It is definitely the Y axis holding/proximity switch. In fusion I switched the end safe retracts so after a program runs it won’t home. I’ve been thread milling for two days with no shift in the zero location, even if I have to take an additional .001 off. I just let the machine home and now it’s off again.
The Y proximity switch needs to move to the back of the rail so it zeros like the x and z
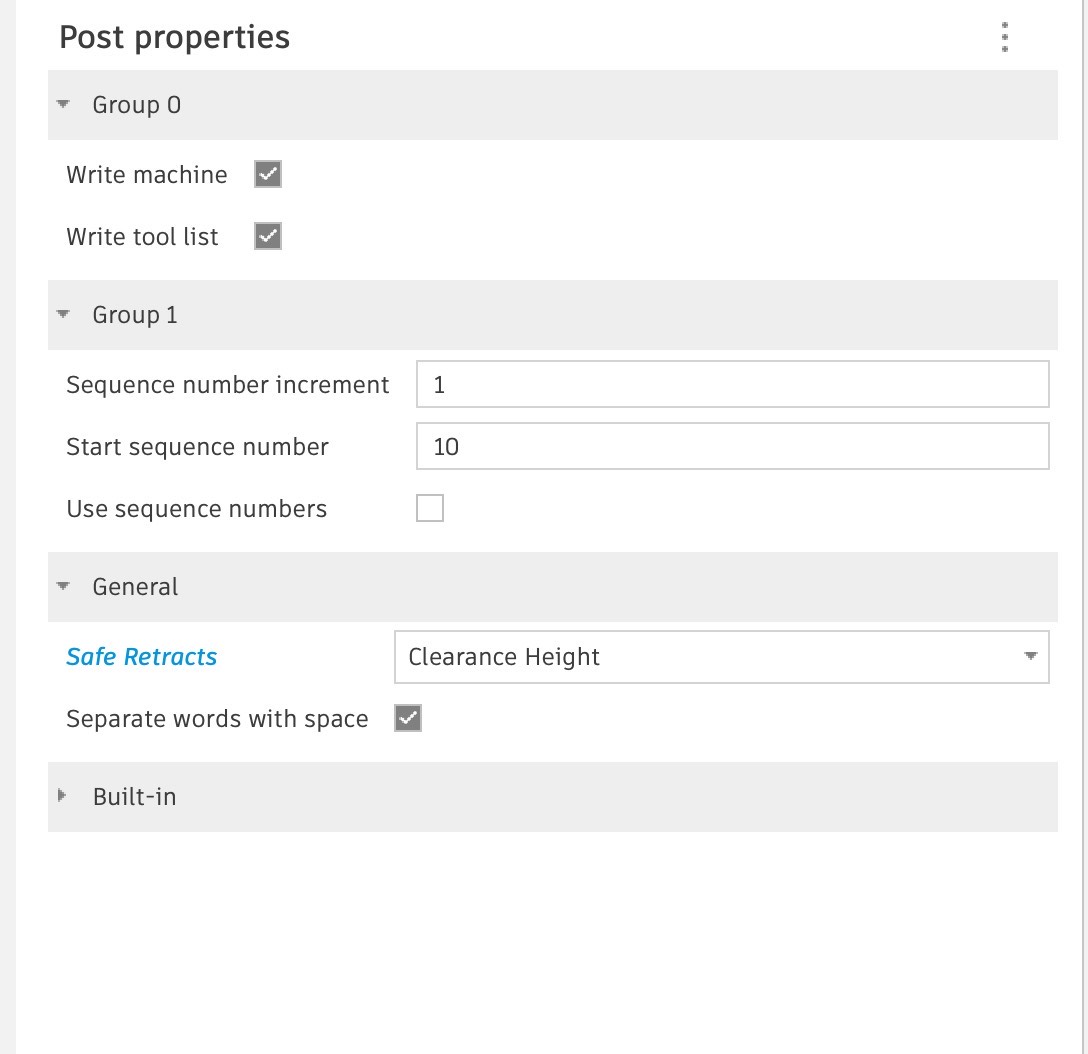
After a bit of research, I changed the option in “Create NC Program” to Clearance Height and it only goes back and out of the way and doesn’t home. Note: This only works if you get thru the whole program, if you pause and STOP then Carbide makes it rehome and all hell is off again…
I have never had my machine rehome at the end of a job from Fusion. All it does is raise the Z and go the back right corner. The only time a homing cycle happens is if I click stop in Carbide Motion. What post processor are you using?
Lots of parts off the pro over the past month, with no homing the zero stays perfect, I need to change the sensor location but at least the issue Is understood now