Well, the belts seemed to be right based on using this same article in the past. But I reset them, or at least tried to, now the ends just slip off the “clamps” no matter what we do to try and keep them in one place. The tension works, then the belt just slips back to the last location, and if we move the belts to “new” non memory locations they slip thru the clamp. So now I am really DOWN. Where can I get new belts ASAP? They are not on the Carbide site? Are they 15mm on the PRO??
Write to us at support@carbide3d.com and we will work out getting a new set of belts to you as quickly as we can.
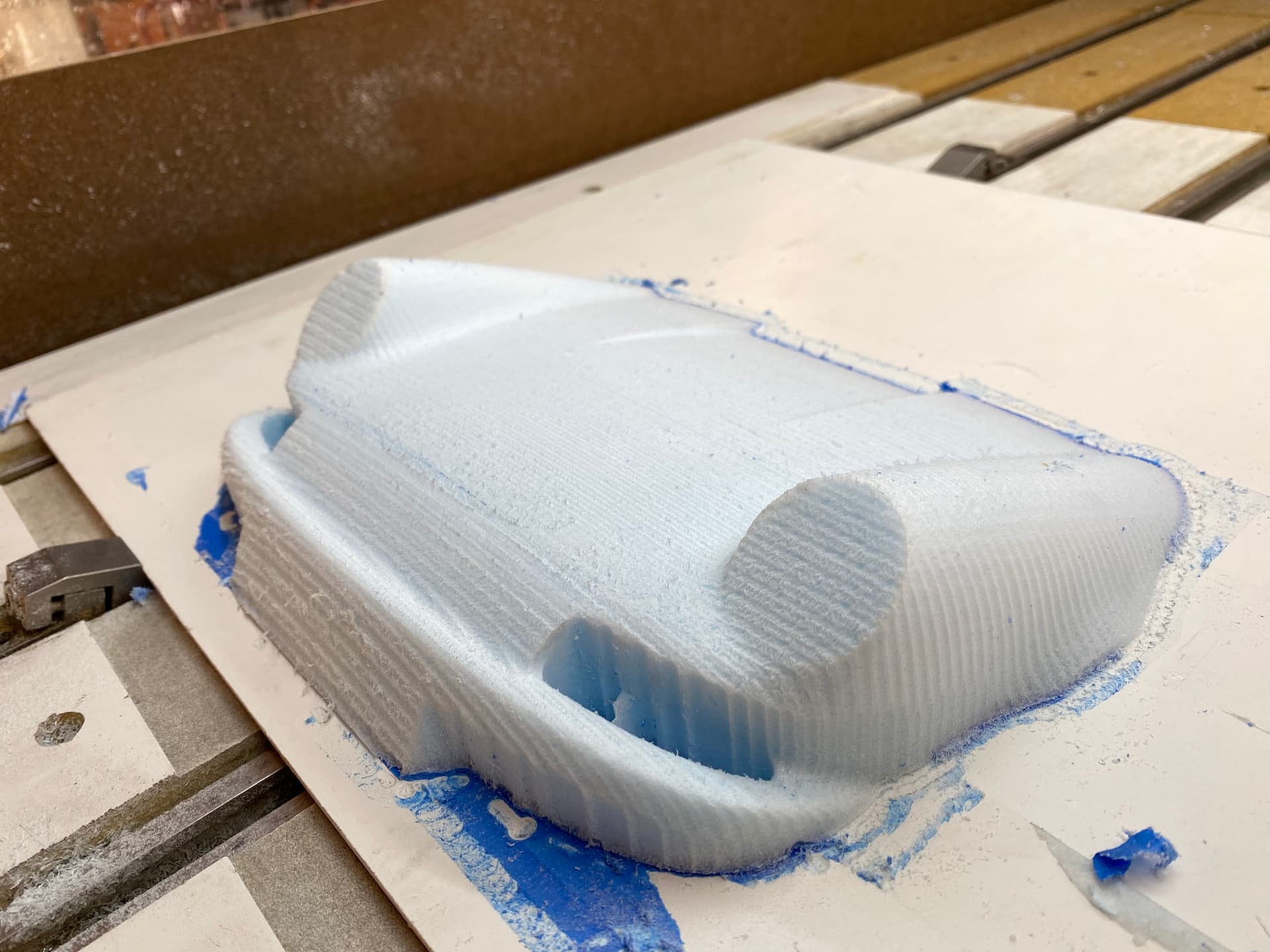
Thanks to the amazing service of carbide we are back up and running, I did run the belts a bit different, even the new ones seem to slip some, this approach I’ve used on other machines and it keeps the tension just right with no slipping. We ran a test I know foam, and the rails are now dead even! Thanks all… now back to aluminum cutting!

The test…
5 Likes
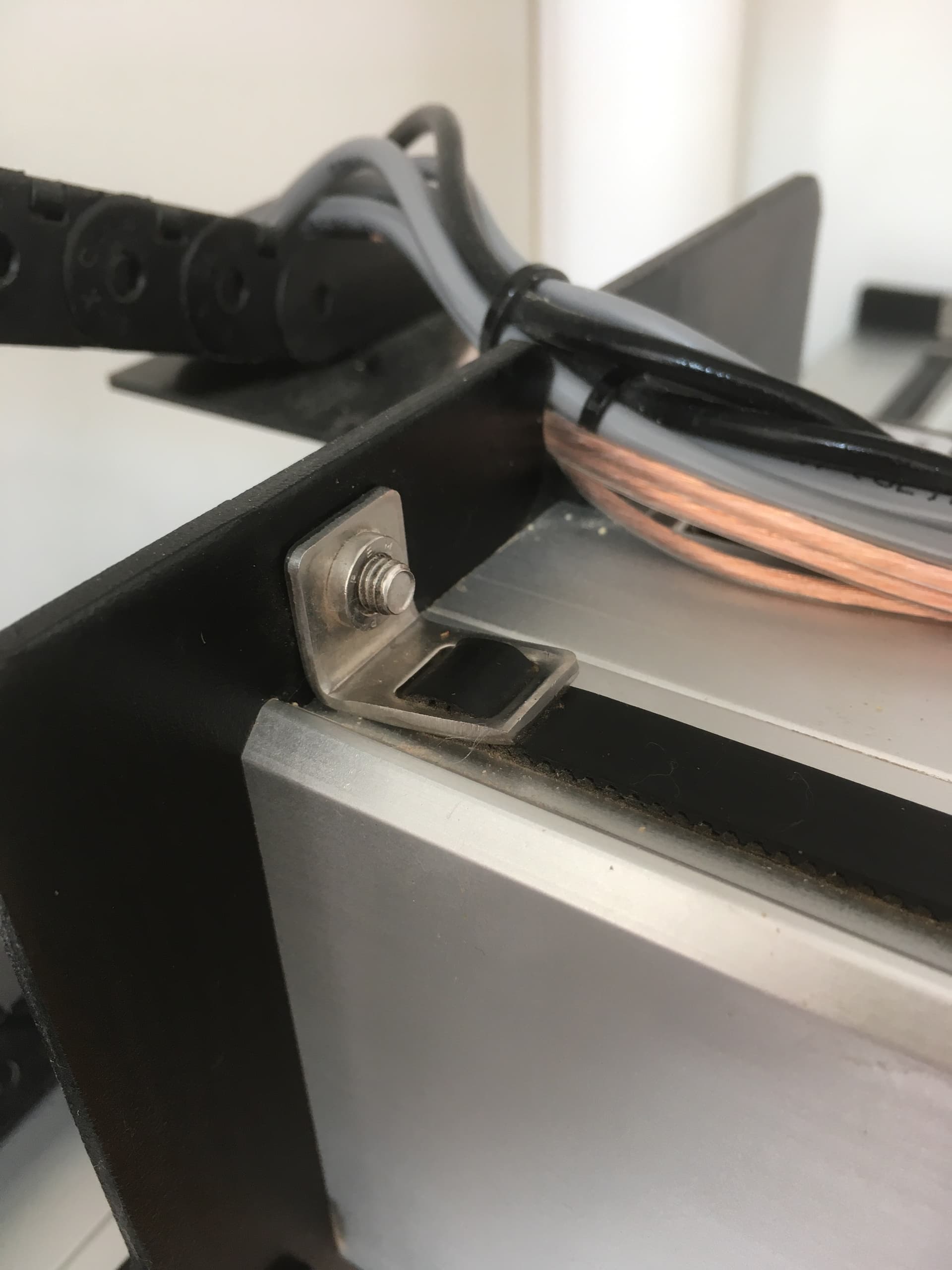
That picture of the belt clamps doesn’t look right. My SO3XL has the belt approach flat to the aluminium, climb through the clamp and turn back under - so 2-3" of belt teeth are meshed together. Don’t know if the 4/PRO is different in this regard, but I can’t see the arrangement you have working
Its not how they say to install, but even the new belt slipped some if you put any tension on it, this way it locks in tight and the belts do not slide in the clamp. And no issues in the function so win win… I did calibration test cuts and zero sets and it is back to where it was when I got the Pro all setup.
If you tug on your belts a but by hand watch the clamp area, I bet you can see it slip and loose tension, it has bugged me since the start, they need a better setup that can be tensioned and hold tight IMHO.
Hmm,
Sounds like your belt clips might be a bit funky, they’re meant to pinch the belt tooth to tooth under the clamp once tightened up I believe. I’ve had mine slip whilst initially tightening the clamps but not once done up.
1 Like
I bet if you tug a bit on them they will slip, might be some funky early Pro versions, but you can see if slip just a bit at a time, original belts, after use, and new ones… So this seems to have fixed it, I will see after hours of cutting I guess. I will let everyone know
What’s funny is my machine is less than a month old and I’m having the same problem with the belts slipping out. Trying to get enough tension on them is really hard because by the time I try to tighten them up they start slipping back out. I wish carbide would switch to a tension knob and have the belts run through the end plates. That concept has become super common on 3d printers and it works much better at dialing in tension
Try the way I ran the belts, you also can use a small pry bar to get even pressure on the clamp to get the bolt started, you will be surprised, I am so far loving it, I have pushed the machine faster and it has less issues so far. Tomorrow I need to run some production aluminum so I can compare to past runs and see if I can push it harder.

There are some community fixes that you could 3D print (or machine) and try out variations of
I printed a set of these and apparently the worked pretty well, I’m sure the design is adapatable to the 15mm belt relatively easily.
HTH
1 Like
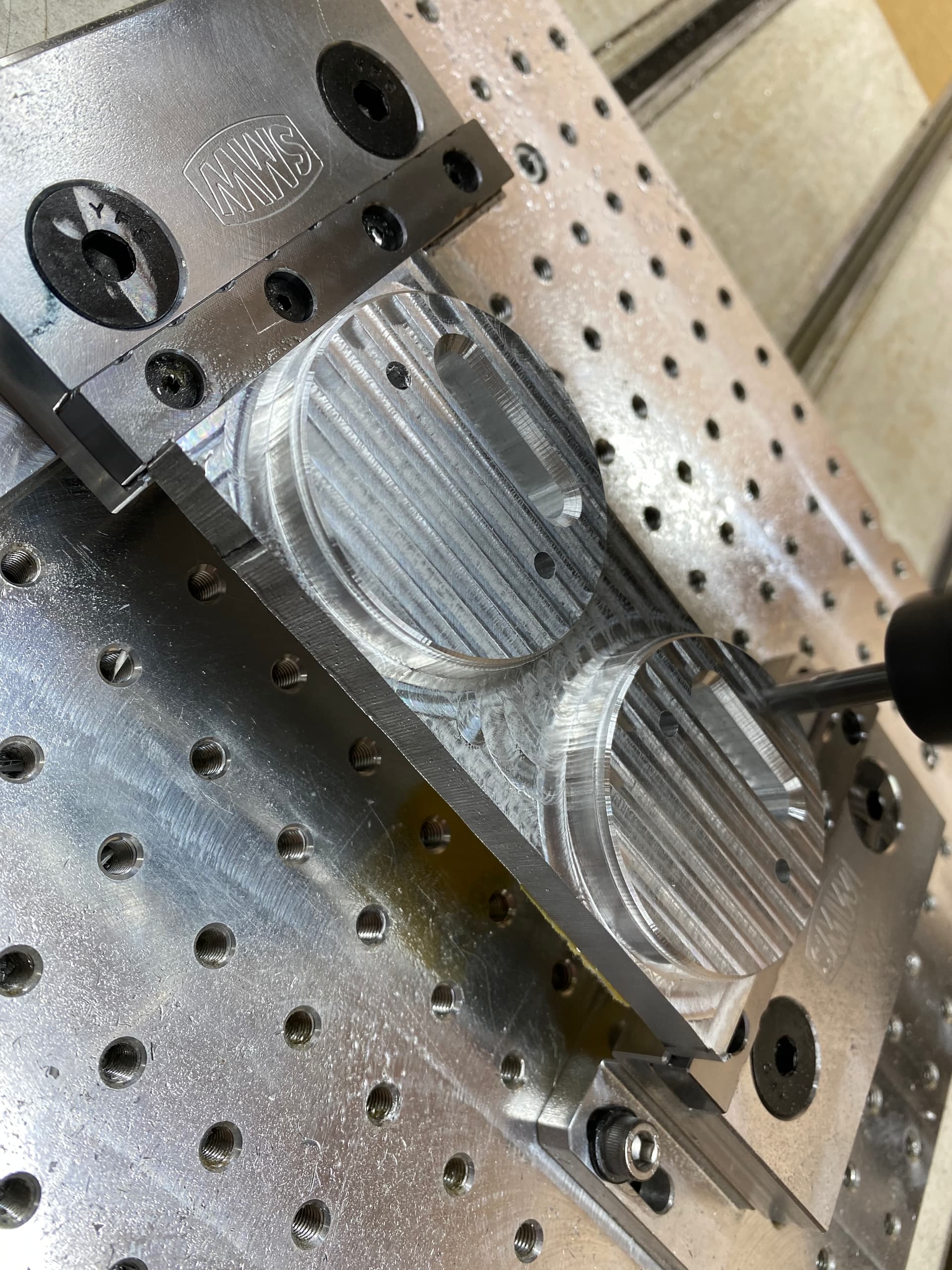
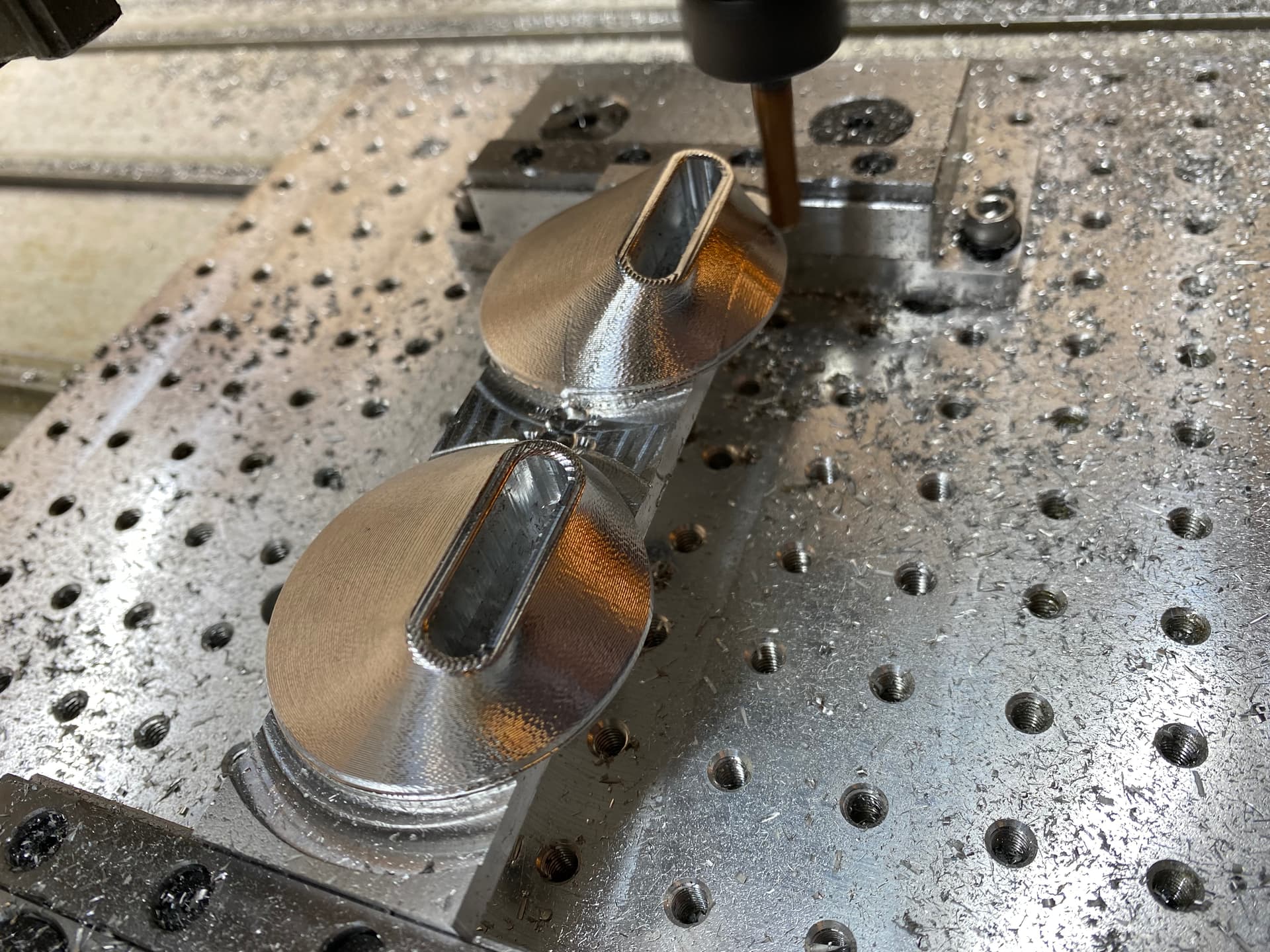
@Brasch I have nothing to add to the convo, but I saw your post on reddit and I need to know more about this car with mosaic tile installed in it!!!
I own a business that makes custom parts and interiors for old Porsche and other custom cars. The Picts on Reddit are of a new key surround we are testing on my 1972 911. You can see our parts and interiors here Http://achtungKraft.com
2 Likes
Liam, thanks for the link, they look interesting, my simple fix seems to stop all the slipping I had
1 Like

Yes it is different than what you have, as I stated above the only way to get them from not slipping even a little bit. Am I opinion for wood it probably doesn’t matter when you start cutting aluminum and you’re pushing hard I noticed belt tension shifting. I’ve been cutting now all day yesterday edit it is working great

2 Likes

All, if you are having similar issues, please check that the Y motors are solid when the machine powers up. An issue with my Bitsetter and bitrunner required a new Pro Mother board and when we were testing the right Y motor control was not working, there was some play on power up. With the new board the Pro is running like a champ and I am able to push and get solid results still…
1 Like
I’m still seeing a shift in the zero position after rehoming, new mother board and bit setter, but still shifts by a bit on the y if I rehome, anyone have any ideas why??
How much of a shift? The homing switches don’t have perfect reproducibility, if you are doing precision work you should re-zero after homing.
1 Like
Things which will help make the Y-axis more consistent:
- pull the gantry tight against the front endplates and hold it there when powering up
- ensure Y-axis belt tension is even
1 Like